
There are certain variable factors which affect the Fundamental efficiency of a Flotation Machine. These factors, having different degrees of importance, are as follows:
- Type of Froth Flotation Machine
- Mesh analysis of the pulp
- Density of the pulp
- Reagents and pH
- Pulp temperature
- Conditioning
- Circulating load
- Contact period
- Aeration
Of these factors influencing the flotation process, each has been given a great deal of consideration and study with the possible exception of aeration. Aeration in flotation is the function of inducing air into the pulp; this has been accomplished either by addition of air under pressure, the mechanical functions of the flotation machine itself, or utilizing the air already dissolved in the pulp. Aeration has perhaps had the least study due to the difficulties of properly controlling the introduction and dispersal of air into the pulp. Consequently, there has always been the opportunity of further improving the efficiency of the flotation machine by bringing the relationship between air and pulp under positive control.
The chief functional means of introducing air into flotation machines have been according to the following methods:
- Through a perforated blanket into the pulp.
- Directly into the pulp from an air pipe under pressure.
- Under pressure beneath the impeller where it is expelled into the pulp.
- Sucked down the shaft, standpipe, or entering pulp by impeller action.
- Cascading action in the machine.
These methods have had varying degrees of success and each has found a particular application where it would operate more efficiently than one of the others. As each machine usually employs only one particular method, its span of efficiency is consequently limited. The ideal flotation machine, therefore, would incorporate all the necessary features that would operate under any specific metallurgical conditions, and at the same time have mechanical perfection.
The successful operation of a flotation machine hinges around the air and pulp mixture. Maximum results are obtainable when each particle of mineral is brought into direct contact with a bubble of air. This can only be secured by maintaining a thorough mixture of air and pulp during the entire flotation period. Any chance for segregation or short circuiting is a loophole for inferior metallurgy. The thorough mixture of air and pulp is essential, and a greater number of bubbles (not necessarily volume) betters the chance for optimum metallurgical results. This mixture is best maintained by mechanical action combined with an efficient means of effectively aerating the pulp. The character of aeration is important because the area of an air bubble is proportional to the diameter hence the carrying capacity of a bubble increases as the diameter decreases. From this latter fact it is evident that breaking down large bubbles into numerous smaller units increases the bubble area with consequent benefit to flotation.
It is no trick to get air into a flotation machine, but it is a problem to put air into the best physical condition for flotation. If the air is not broken up, bleeding air into a flotation machine or cell is ineffective and inefficient. Furthermore, it will be recognized that positive action is required if air and pulp are to be brought into thorough and absolute contact.
The mere passage of pulp through a machine into which air is introduced, either mechanically or from an air source, is not an assurance of good metallurgy. The continuous mixing and remixing of air and pulp, when brought about only by the mechanical action within the flotation machine, is definitely a step toward highest efficiency. Only actual impeller contact in conjunction with positive aeration can prevent classification or zoning with subsequent short circuiting.
The “Sub-A” Flotation Machine incorporates all mechanical features to handle any condition that might arise in flotation. The Standard “Sub-A” Flotation Machine can be easily adapted to Suppressed Flotation or Supercharged Flotation.
STANDARD FROTH FLOTATION
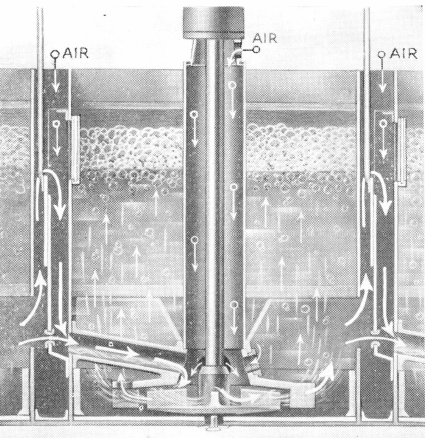
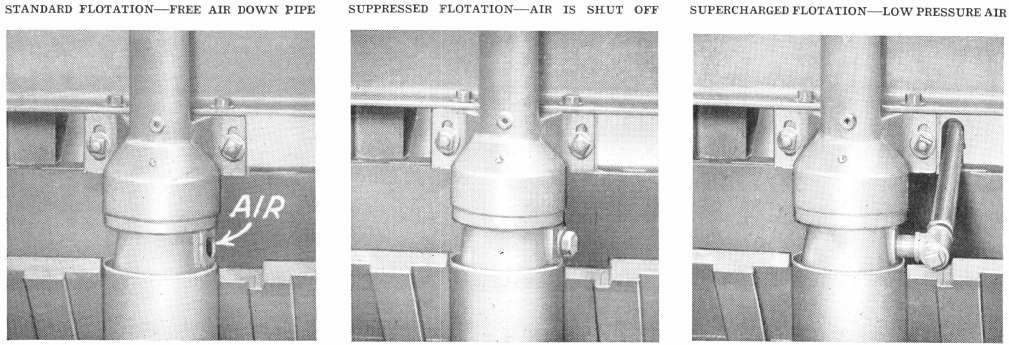
The Standard “Sub-A” Flotation Machine uses the pumping action of the impeller for the introduction of air at atmospheric pressure into the pulp, creating a void which draws the air down the standpipe and into the aerating zone within the hood. A further volume of air is drawn into the aerating zone through the partition compartment and the cell feed pipe. This is then completely diffused into the pulp for normal cell action.
The standard type flotation machine is entirely satisfactory for average operating conditions and average pulps.
AERATION
Although a combination of air and mechanical agitation is essential for metallurgical results, the method of aerating the pulp is of utmost importance. It is essential that air introduced to a flotation pulp should be broken up into minute bubbles so that it will carry a maximum mineral load and react to the highest efficiency with the help of reagents.
When air is introduced to a flotation cell under pressure either through a blanket, open pipe, valve, or nozzle directly into the pulp, it has a tendency to result in a classified or airlift action. This results in segregation within the pulp and formation of large bubbles, with resultant off-grade concentrates and without selective action. A pre-mixture of air and pulp preceding flotation is desirable. Thus, numerous small bubbles will have greater effect than several large bubbles, as the surface of air bubbles increases proportionately to the decreased diameter of the atomized air bubble. Minute diffused bubbles throughout a pulp assure the greatest aeration efficiency.
In Standard “Sub-A” Flotation, air passes down the standpipe and is mixed with the pulp in the aerating zone. The impeller action is responsible for a thorough mixture of air and pulp; the pulp flows by gravity from cell to cell by means of the impeller action.
It incorporates the distinctive gravity flow feature, recirculation of middlings by gravity, accurate control, and positive circulation of all the pulp through each impeller if desired. This machine is noted for its high selectivity and over-all metallurgical results.
Under conditions prevailing in the Standard “Sub-A” Flotation Machine, the amount of air entering the cell will vary as a result of differences in pulp heads, pulp density, and specific gravity. The use of supercharged flotation overcomes any of these variable conditions by increasing the air density under positive pressure within the pulp.
SUPPRESSED FROTH FLOTATION
The value of complete air control on the “Sub-A” Flotation Machine can be extended still further. Whether mechanically or naturally introduced, air can be shut off from the standpipe by insertion of a plug in the air bonnet. Throttling down the air is an effective means of control and regulation when required in cleaner or recleaner circuits. In some cases normal aeration is detrimental, as agitation must be maintained due to mesh analysis.
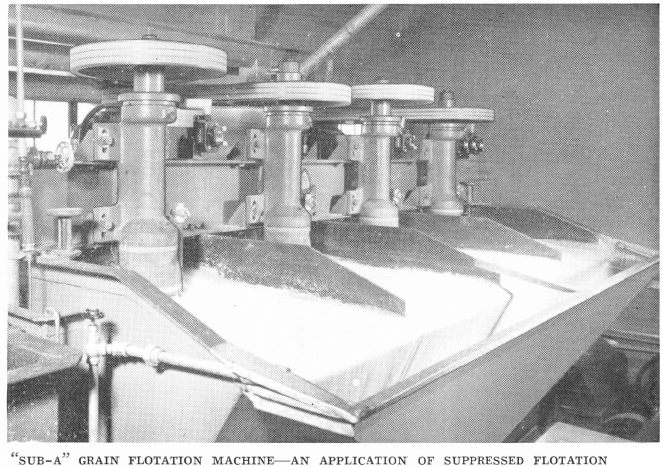
This type of cell is also operated in rougher-work on certain non-metallic ores as well as the flotation of wheat and grains. When required, suppressed flotation can be quickly adapted from the standard machine to give added flexibility.
SUPERCHARGED FROTH FLOTATION
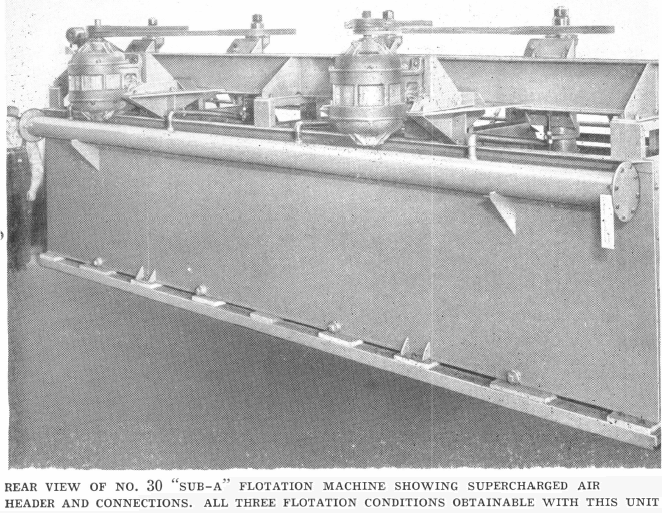
Supercharged Flotation is a recent advancement applied to “Sub- A” Flotation Cells whereby controlled air under low pressure can be diffused into the pulp. This is accomplished by introducing controlled air from a Blower or a Turbo Compressor under low pressure (6-12 oz.) down the standpipe into the aerating zone. On each cell the opening between the standpipe and the lower bearing housing is sealed, forming a tight closure. Low pressure air enters by means of a connection from the air header at the back of the flotation machine. Air pressure is maintained in the cell by means of a weir seal in the partition compartment. The feed entering the weir compartment builds up and reaches the lower edge of the horseshoe shaped fitting, forming an effective seal against air escape. Consequently the only escape for the air is from the aerating zone through the pulp into the froth column.
The air passing down the standpipe under pressure mixes with the pulp in the mixing aerating zone and the pulp is supercharged with diffused atomized air as it enters into the cell. This method of aeration assures thorough mixture of atomized air and pulp, with the pulp being completely impregnated with air.
Supercharged flotation has been successful in the “Sub-A” Flotation Machine, as low pressure air is thoroughly diffused in the pulp in the main impeller chamber and there is no airlift or classifying action due to low pressure and the pre-mixture of the air and pulp. This can be accomplished only by the “Sub-A” Flotation Cell because the air is forced under low pressure into the pulp in a confined zone and thoroughly beaten and emulsified as it passes from the aerating zone through the impeller into the cell. This complete mixture is maintained in full suspension by the mechanical action of the impeller as the froth forms and passes into the froth column.
Low pressure air is important as it cannot overcome the hydrostatic head in the cell and this facilitates its diffusion and mixing with the pulp. Furthermore, high pressure air is unnecessary as the impeller action keeps the solids in full suspension under all conditions.
The value and practical application of supercharged flotation can best be analyzed by reference to factual data from several prominent companies using Supercharged “Sub-A” Flotation Cells:
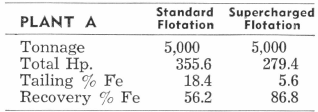
Supercharging at Plant A was responsible for marked improvement in results. Iron sulphides must be removed from slime-free pulp ahead of a gravity circuit. Standard Flotation would not produce an iron tailing low enough for satisfactory gravity circuit operation. The adaption of supercharging to Standard Cells at this plant overcame the difficult pulp characteristics and successfully removed an iron sulphide concentrate amounting to 80 percent of the original tonnage by weight. Supercharging also effected a saving of 76.2 Hp. as well as a lower reagent consumption.
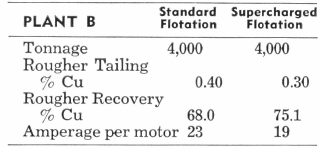
At this Northwestern Copper producing plant, supercharging resulted in a Copper Rougher Recovery increase of 7.1 percent, and a frother consumption decrease of 38 percent. The lower reagent consumption was also reflected in a more satisfactory analysis of rougher concentrate which facilitated the operation of the regrind circuit and subsequent dewatering.
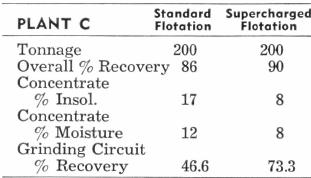
At this Western gold property the flash flotation cells in the grinding circuit were supercharged along with the main flotation circuit. The overall recovery was appreciably increased; however, the improvement in the grinding circuit recovery is of special interest. The increased selectivity by supercharging has improved the shipping concentrate as well as raised the recovery. An interesting note is that the overall grind at Plant C is 88 percent minus 325 mesh; hence high recovery by flotation in the grinding circuit is essential to attain good results.
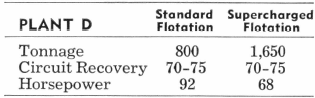
Supercharging Standard Flotation Cells at this property has resulted in doubling the tonnage; recovery and grade remaining the same. In other words, the flotation contact period was cut 50 percent with no sacrifice in metallurgical results, and the decrease in power consumption was 25 percent.
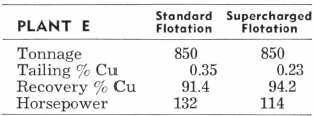
Supercharging at Plant E increased the recovery without affecting the grade, decreased power as well as reagent consumption.
In the various plants, as discussed in the foregoing, it is obvious that there has been outstanding improvement in some phase of the work. Supercharging will not result in improvement in all phases, but it may better certain factors in each flotation problem. The results discussed show an improvement on flotation of copper, copper-nickel, gold, and iron sulphide ores. Supercharging has also been successfully applied to the treatment of rutile, ilmenite, zircon, graphite, lead, tungsten, and there is no reason why it should not prove equally valuable in handling other minerals or materials.
Better Flotation Metallurgy
In checking these results, the following conclusions can be made: Supercharged flotation accounts for outstanding metallurgical improvements; this feature alone is of prime importance. An important development of supercharging is the increased recovery on slow-floating ores. There have also been cases of improvement in the grade of concentrates; the concentrate analysis has been improved so that supercharged flotation allows more efficient cleaning through a deeper froth column with consequent rejection of slime and gangue. The lower tailing from more intense flotation gives a higher recovery, and with the same or better grade, the flotation machine efficiency is increased.
Oxidation is a factor in that it may increase as the pulp passes through the flotation machine. As oxidation increases, the mineral floatability decreases. Supercharged flotation increases the speed at which the mineral is removed and this lessens the effect of natural oxidation. Furthermore, the deeper froth column facilitates the removal of oxidized or semi-oxidized mineral, which may become entrapped and removed mechanically in the more voluminous froth.
Mineral Floatability and Capacities
In cases where mineral floatability is slow and a long flotation contact period is required, the action can be speeded up by supercharging. This permits either a greater tonnage with the same metallurgical results or the same tonnage and improvement in metallurgy without increasing flotation capacity.
The typical froth for “low floatability ores” is a “skin flotation froth” and unless quickly removed, the mineral load may drop back into the pulp and be lost. This type of froth can be overcome to a certain degree by supercharging, as it deepens the normal froth due to super-aerated pulp. This increases removal of low floatability minerals, resulting in greater capacity and increased recovery. Such action is due to either a greater amount of oxygen which increases reactions, or the improved mechanical mineral removal brought about by the presence of voluminous froth in place of “skin froth,” or to both conditions.
Reduction of Flotation Reagent Consumption
Air acts as a flotation reagent because increased aeration decreases reagent consumption. Therefore the greater the amount of diffused air in the pulp, the less the amount of reagents generally required. This, however, is not in direct proportion and does not apply to all ores. There has been a noticeable decrease in consumption of reagents when supercharging is used. This is especially true of frothers, where consumption can be cut over 30 percent. The deeper froth, made up of very fine bubbles, is responsible for decreased reagent consumption.
Froth characteristics change after supercharging, i. e., normal flotation is characterized by a relatively coarse shallow froth, while a supercharged froth is deeper and consists of a fine dispersion of air continuously passing up to the froth column from the super-aerated pulp. This condition helps materially in the removal of mineral-bearing froth and lowers reagent consumption. The reaction between reagents and air is both chemical and physical.
Lower Flotation Cell Horsepower
An outstanding result of supercharging is the lowering of horsepower consumption. Air added under pressure takes a portion of the load from the impeller and helps keep “coarse fractions” in activation. On certain installations there has been no appreciable horsepower improvement; however, as many pulps do contain a marginal fraction of coarse mesh particles, the problem of maintained activation has been overcome. The deeper froth column, resulting from supercharging, is also a factor in lower horsepower, as well as the improved pumping characteristic of the impeller working on a supercharged “cushioned” pulp.
The amount of air used in supercharging is small and with the extremely low pressures used, the horsepower consumption for this additional feature is very low a conservative figure based on operating results is 0.1 to 0.3 horsepower per cell on the large No. 30 “Sub-A” Flotation Cells, and correspondingly lower for the smaller cells.
Improve Cell Operating Conditions
Foolproof operation has resulted from supercharging. With a deeper froth column prevailing, Supercharged Flotation Cells readily absorb fluctuations in pulp level, density, and maladjustment of reagents. The supercharged pulp condition assures uniform suspension of solids and there is no tendency to sand. Consequently, uniform operation is an important feature which reflects overall metallurgical improvement.
Higher Flotation Selectivity
Super-aerated pulp results in a highly selective flotation condition. The complete dispersion within the pulp allows for more thorough rejection of gangue and slime. The deeper froth column is a factor in selectivity between the mineral to be concentrated and gangue rejection. The improvement in froth characteristics allows a cleaner grade of concentrate, making it easier to thicken and filter, which results in lower dewatering costs. Likewise, in treating certain ores there has been noticeable improvement in moisture content of the flotation concentrate.
In many instances “Sub-A” Flotation Cells operate satisfactorily with standard or normal aeration; it may be beneficial to throttle the air for special application. However, super¬charged flotation undoubtedly will be applied more universally as its true worth is realized. This new method of aeration, giving creditable results, is worthy of extended study and application.
Source: This article is a reproduction of an excerpt of “In the Public Domain” documents held in 911Metallurgy Corp’s private library.