
Graphite is an important industrial mineral. Two types occur in nature, crystalline and amorphus. Crystalline graphite is used principally for crucibles and shaped structures. Amorphus graphite is used extensively in the steel and lubrication industries.
In many deposits the two types grade into each other and the ore is of such low grade that beneficiation such as by flotation must be used.
Solution to the Graphite Or Problem
Most low grade graphite ores are crystalline and respond very well to flotation treatment for graphite recovery. Where a fairly high percentage of the graphite in the comminuted ore is in the +100 mesh it is possible and sometimes desirable to screen out and recover the coarse fractions to market them as such. Coarse flake graphite generally commands a much higher price. On the other hand, where a maximum percentage of graphite in the concentrate is desired, the coarse fraction is recovered as soon and as coarse as possible and returned to a later point in the flotation circuit, thus avoiding overgrinding the coarse fraction.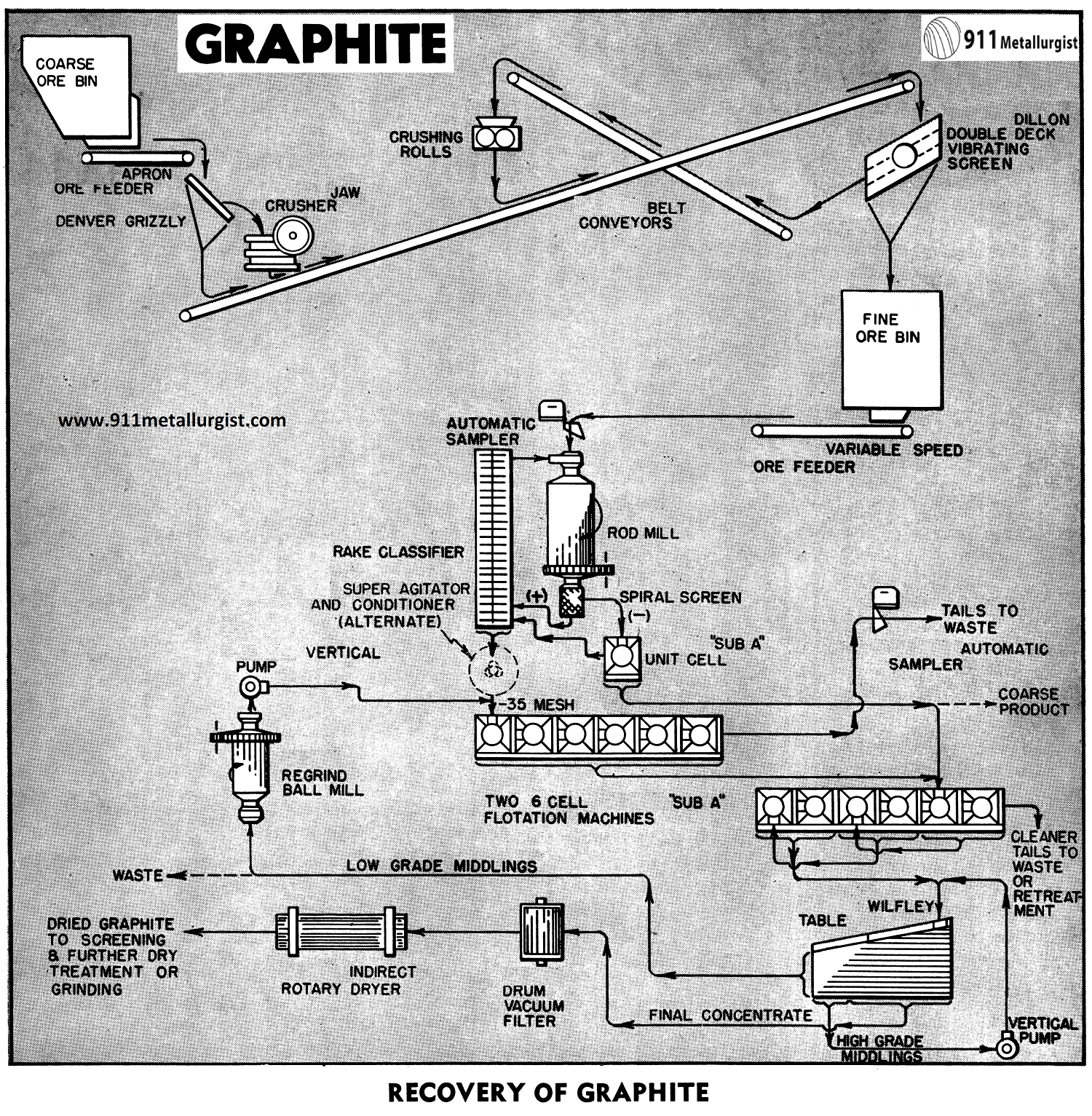
A graphite froth flotation Flowsheet
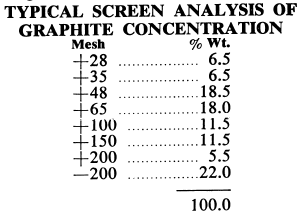
The flowsheet is for a mill of 125 tons ore per day capacity. One objective of the flowsheet is to attain maximum recovery of the graphite in a concentrate assaying about 84-85 percent graphite carbon, and having approximately the following screen analysis:
Minus 100 plus 200 mesh……………………………………………. 10-11%
Minus 200 plus 325 mesh……………………………………………. 20-21%
Minus 325 mesh…………………………………………………………. 60-70%
Many ores of this nature will assay about 20 percent graphite carbon. The gangue is normally siliceous, but may contain a small amount of pyrite. The specific gravity of this type of ore generally will run about 2.62. The ore would be classed as a “medium” ore to grind.
CRUSHING AND STORAGE OF GRAPHITE
Crushing is desired to be accomplished with the least reduction of the graphite particle size. To this end, a Forced Feed Jaw Crusher set at 1¼ inches is used for primary crushing. A Grizzly ahead of the crusher will by-pass minus 1¼ inch material directly to screening and secondary crushing along with crushed ore. The crushed ore is conveyed over a double deck Dillon Vibrating Screen with ¼-inch cloth. Undersize drops by gravity to a 200 ton Fine Ore Bin. Plus ¼-inch oversize is passed through a set of Crushing Rolls which provide secondary crushing with a minimum size reduction of graphite particles. The crushing section is operated on an 8-hour per day basis, while the balance of the plant operates 24 hours per day.
GRINDING GRAPHITE ORE
A Rod Mill is used to achieve the requisite grinding with minimum graphite particle size reduction. Grinding density should be uniformly maintained at above 65% solids. The discharge passes through a Spiral Screen with the minus fraction going to a “Sub-A” Unit Cell.
The Unit Cell is installed in the Rod Mill-Classifier circuit to recover an important amount of the graphite at a relatively coarse particle size, which may be marketed as a separate product as desired or the Unit Cell concentrate may be blended into the flotation circuit at a later point. In either case this graphite is thereby recovered as soon as freed without further treatment cost and without objectionable particle size reduction.
The plus fraction, including any tramp or large particles and Unit Cell tailings are fed to a Rake Classifier in closed circuit with the Rod Mill for classification and further grinding.
GRAPHITE CONDITIONING
Where short conditioning times are sufficient, this may be accomplished in the first cell of the rougher flotation section. Longer conditioning periods require a conditioner such as the Super Agitator and Conditioner. Conditioning generally requires about 0.08 pounds fuel oil and 0.05 pounds frother, such as Dowfroth No. 250 per ton solids.
GRAPHITE FLOTATION SECTION
The roughing section comprises a 6-cell “Sub-A” flotation machine. Additional frother, generally about 0.05 pounds per ton solids, may be added centrally to the rougher for most efficient operation.
The Unit Cell and rougher concentrates are combined and flow by gravity to the cleaner, a 6-cell “Sub-A” Flotation Machine arranged for triple cleaning. This arrangement is accomplished without pumps, a typical illustration of the great flexibility of the “Sub-A” Flotation Machine. No additional reagents are required in the cleaner section.
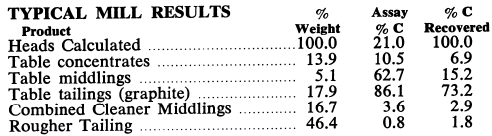
Graphite ore responds readily to flotation. Generally a recovery of 90-95 percent can be expected in a recleaned concentrate assaying about 55 percent carbon depending on the ore.
GRAPHITE FLAKE TABLING
The flotation concentrated is retreated by a Wilfley Concentrating Table for the gravity removal of gangue which cannot be removed by flotation. The table treatment with recirculation of the high grade table middlings is effective in raising total recovery within market limitations. The retreatment of the low grade table middlings by regrinding in a Steel Head Ball Mill and combining the ball mill discharge with the classifier overflow will often increase the final recovery to approximately 90 percent.
Graphite Beneficiation Process
Market Specifications
Crucible grade flake graphite has a size range of 20 to 50 mesh and contains 83 to 90 per cent carbon.
Production Problems
The production of a coarse, tough flake product with the desired impurity removal is necessary. Flotation is successful, but special reagents may be necessary to depress gangue particles that may become coated with some graphite in grinding. Stage grinding in closed circuit with vibrating screens may remove much gangue as oversize.
Generally, for maximum grade, tabling of the cleaned flotation graphite concentrate is necessary to remove middlings for re-grind and re-treatment.
 Silica Sand: More rigid specifications for glass sand required in optical and high-grade glass has resulted in use of “Sub-A” Flotation Machines to remove very fine particles of iron. This installation, through tabling and “Sub-A” Flotation reduces the Fe2O3 content from approximately .40% to .03%.
Silica Sand: More rigid specifications for glass sand required in optical and high-grade glass has resulted in use of “Sub-A” Flotation Machines to remove very fine particles of iron. This installation, through tabling and “Sub-A” Flotation reduces the Fe2O3 content from approximately .40% to .03%.
Reagent Combinations
Alcohol or pine oil frother alone, or with a mineral oil collector such as kerosene, is generally used. Acid or alkali reagents may be necessary to depress gangue. Graphite is one of the easiest minerals to float, even in flakes up to 10 mesh and coarser.
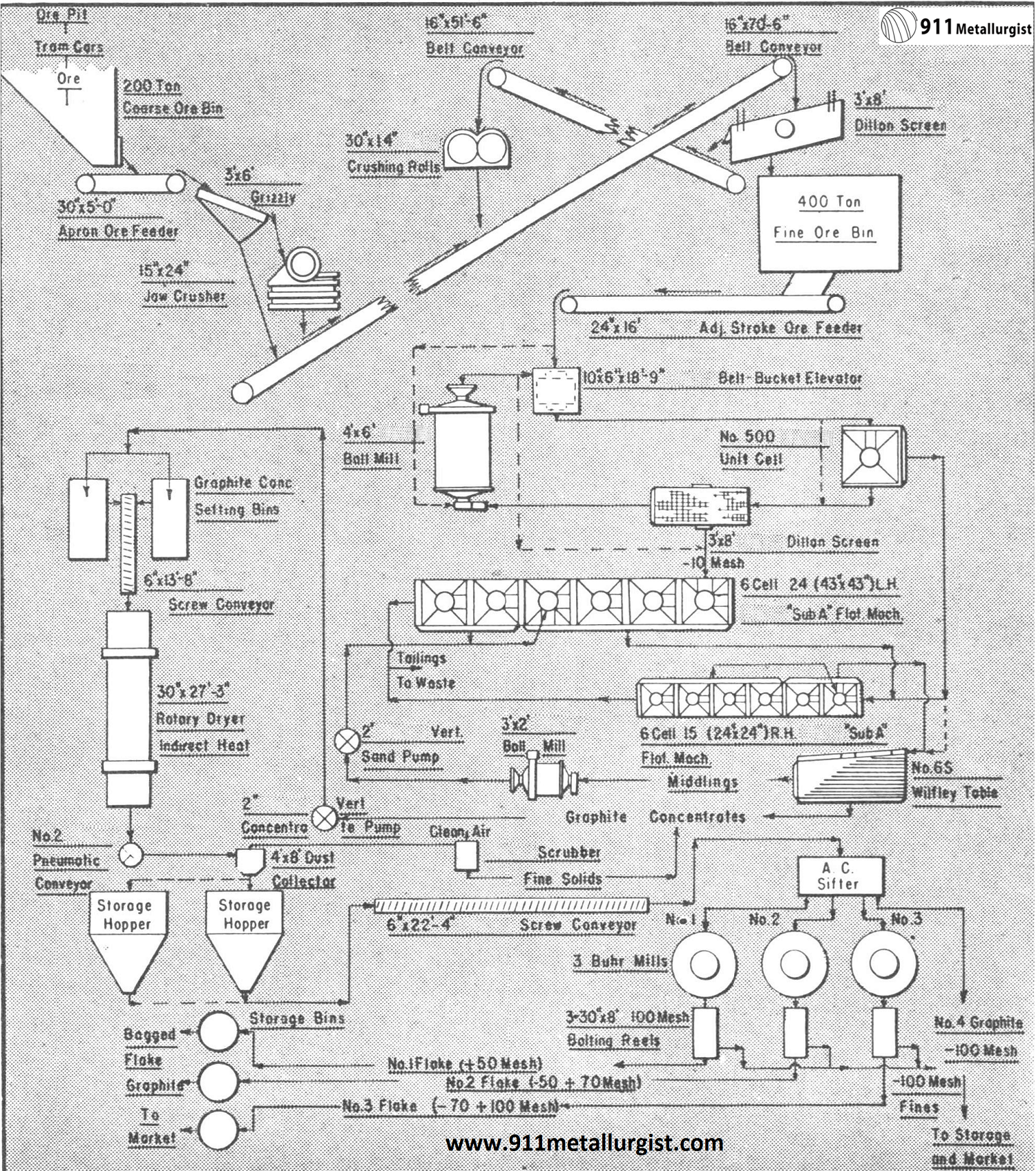
Flowsheet of an operating graphite flotation plant treating up to 400 tons of ore per day. Grind is minus 10 mesh and flake graphite is recovered at coarse size.
Source: This article is a reproduction of an excerpt of “In the Public Domain” documents held in 911Metallurgy Corp’s private library.