
During the manufacture of fiberglass the platinum-rhodium bushings used for the extrusion of the fiberglass tend to vaporize at high temperatures and the metal is deposited on the refractory brick of the glass furnace. Eroded precious metals from other glass-making equipment may also be present. The economics of the process require a flowsheet which will give a high recovery of the precious metals from the sillimanite refractory. A high recovery of the precious metals will provide a barren sillimanite refractory which can be discarded or stored for retreatment or reuse.
The small tonnage and intermittent supply of refractory brick from furnace linings and other contaminated scrap from the plant requires a small, compact recovery system. The machines are largely small pilot-plant size units arranged for semi-continuous operation which minimizes the need of constant supervision.
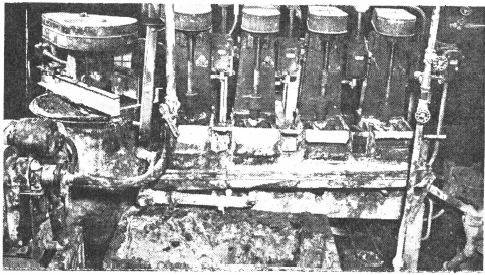
Small plants using pilot-scale equipment often do important jobs in reclaiming industrial wastes. This small flotation plant has been operating for over 20 years, recovering over $500,000 per year of otherwise waste material.
Process and Equipment for the Recovery Precious Metals
Examination of the refractory material in this study disclosed that a major portion of the metal values could be recovered when the material was ground to —20 mesh but that fine grinding and flotation would be required to give a high recovery of the precious metal. The liberation of a large percentage of the precious metal at a coarse grind is an ideal application of the Mineral Jig in the grinding circuit.
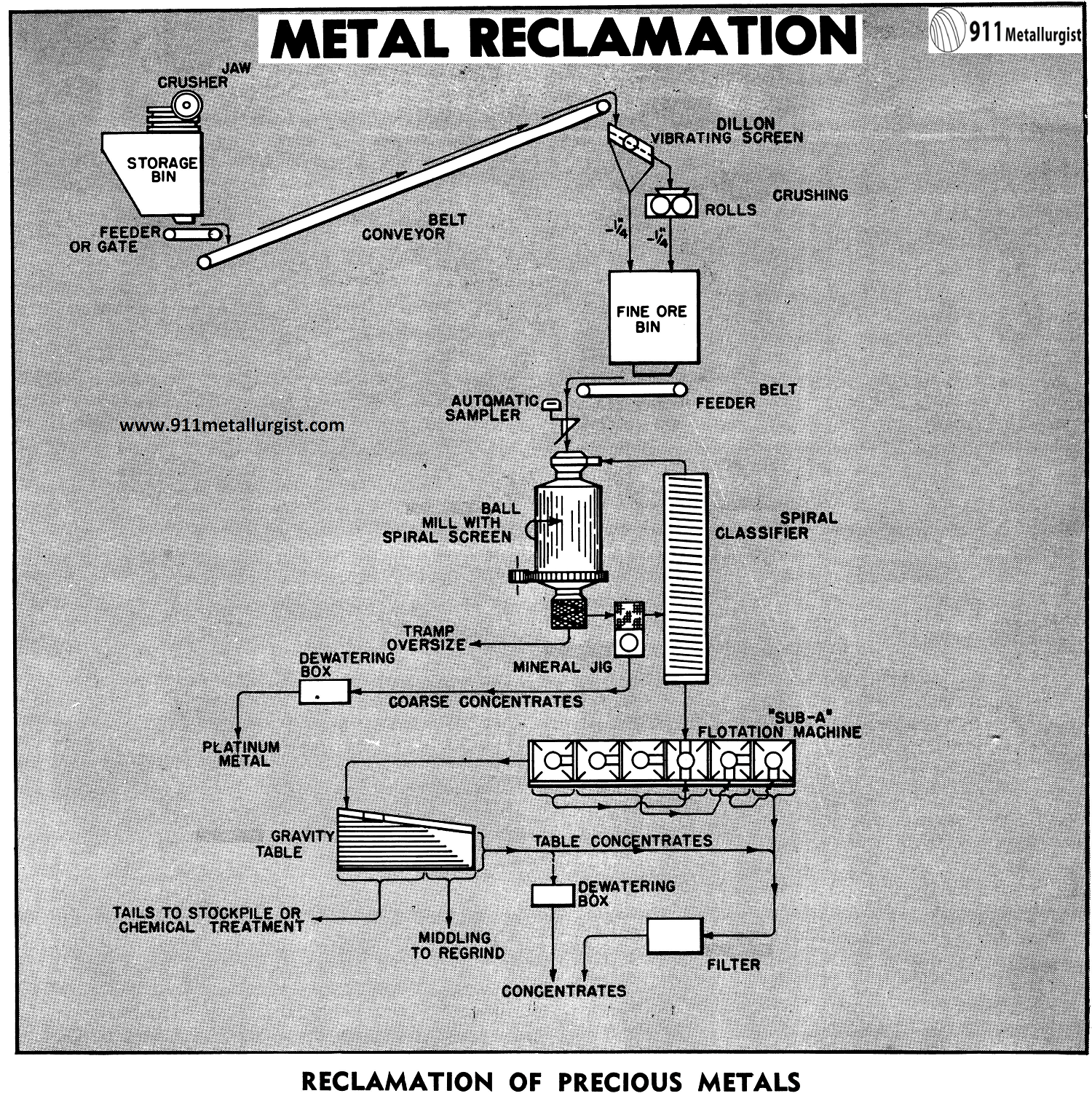
Crushing Scrap Metal
The refractory bricks and scrap, all <4″ in size, are fed to a Jaw Crusher for primary size reduction. The crusher discharge is screened on a Vibrating Screen to provide a <¼” product.
The screen oversize, which is >¼”, is further reduced to <¼” by a set of Crushing Rolls. The total <¼” material is conveyed to the fine ore storage bin for small tonnage plant operation as required.
Grinding and Sizing Scrap Metal
The <¼” feed is metered to a Ball Mill by a Belt Ore Feeder. An Automatic Sampler provides reliable head samples at this point. The ball mill is equipped with a Spiral Screen on the mill discharge to remove any tramp oversize material. This oversize fraction can be returned to the grinding circuit if required. The unclassified ball mill discharge flows by gravity to a Selective Mineral Jig which produces a very high grade concentrate of both the coarse and fine free metal. The mineral jig is a very important unit for the recovery of platinum metal from the grinding circuit as soon as it is freed. The recovery of precious metal varies at this point depending upon the type of material being treated. The jig tailing flows by gravity to a Spiral Classifier which is set to produce a 100 mesh separation. The classifier sands are returned to the ball mill for further size reduction.
Gold Flotation from Metal Scraps
The classifier overflow is subjected to intensive rougher and scavenger flotation in a cell-to-cell “Sub-A” Flotation Machine. The rougher concentrate is cleaned two times in the same machine to produce a high grade product. The flotation tailing flows to a Concentrating Table for the recovery of platinum values which may have escaped recovery by the Mineral Jig or the flotation process. The Table middling can be cut from the table for regrinding and retreatment if desired. The table tailing is sampled by a Automatic Sampler to provide a reliable sample for process control. The table tailing is dewatered and stockpiled for future use or, in some cases, it is subjected to chemical treatment for the recovery of trace values.
Pilot-size equipment can be arranged to accommodate practically any flowsheet. Continuous or intermittent operation is possible as required. Crushing, grinding, gravity concentration or flotation units can be made as portable units.
Metallurgical Results
Since the degree of metal deposition on the refractory material will vary from time to time and similar operations could differ in their manufacturing processes, it is difficult to predict metallurgical results of all such recovery units. However, as an example, one report shows approximately 65 % of the total platinum and rhodium is recovered in a coarse jig concentrate which assayed 94-96% precious metal. The gravity portion of the flowsheet which consists of jigging and tabling operations, recovered 91-92% of the total precious metals in a product which assayed 4280 ounces per ton. The total gravity and flotation concentrates assayed approximately 1400 ounces per ton and contained 99.3% of the total precious metal in the feed.
Recovering Gold from Industrial Waste
The principles of reclaiming industrial products through ore-dressing applications is not limited to one industry. In many plants the reclamation of otherwise waste products is the difference between profit and loss. There are examples where “Sub-A” Flotation is used to recover naphthalene from coke cooling tower water. Gold is recovered by Jigs and Flotation from slag and waste in refining operations. Brass from grinding and machining wastes is recovered and zinc is reclaimed from smelter slag wastes. Foundry sand is processed to recover bits of brass, nickel and other metals lost in casting. There are many other examples. Laboratory investigations can often point the way to greater operating profits through the reclamation or up-grading of industrial waste materials. Small-scale equipment is available to provide compact, easily balanced operations.
How is Gold Recycled from Electronics
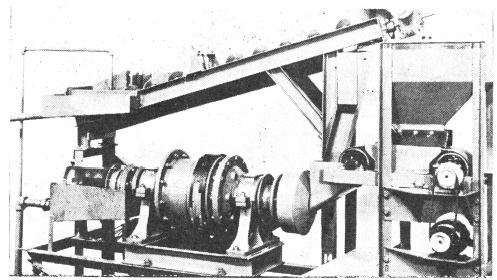
The Grate Discharge Ball Mill in conjunction with the Wilfley Concentrating table finds wide application in foundry practice. This equipment is used for recovering metals from ashes, slag, clinker, furnace linings and cinders.
In brass foundry applications this combination has often produced results in recovering 99½ % of the metal content in the foundry waste. The gold recycling method is not complex nor expensive—only limited space is required and operation requires no specially trained personnel.
Generally, no preliminary crushing need be considered since the Ball Mill will handle material up to 3½” in size. This feed can be shoveled by hand into the mill feeder or in larger plants automatic feeding can be used. Water is added with the feed. The pounding action of the balls within the mill liberates the metallics from waste. The coarse and fine metallics are not ground or appreciably reduced in size but are clean and discharge thru the special Grate slots out of the mill and over an integral trommel. The trommel screen removes the coarse metallics and the fines pass thru to the Wilfley Table.
Since the waste material is ground to a slime these fines quickly pass off the table to waste. The heavier metallics separate out on the table and move forward to the concentrate zone to be collected. Such concentrates are about 98% pure suitable for direct melting in a crucible. Operation is continuous. One man may operate such a plant.
Extract Gold and Valuable Metals from Scrap
Earlier we published a typical flowsheet for gravity reclamation of scrap metal from waste products. This covered the normal scrap metals encountered in industry. Many such plants are in operation returning valuable metal to industry for re-use.
In recent years production of valuable metals and alloys by smelting and electric furnace methods of various forms have enhanced the necessity of special metal reclamation methods. In most of these processes the tie-up of valuable metal is appreciable. Consequently it is necessary to process these slag products by physical means which generally involves crushing, grinding, and gravity concentration.
The flowsheet presented was developed for recovery of uranium metal from magnesium metal and a magnesium fluoride slag. By this process it was possible to release appreciable valuable metal which was tied up in the slag and not recoverable in the initial production process. Its recovery in this manner was at a much lower cost than by chemical extraction methods. The same general scheme applies to other metals and alloys tied up in slags and industrial wastes.
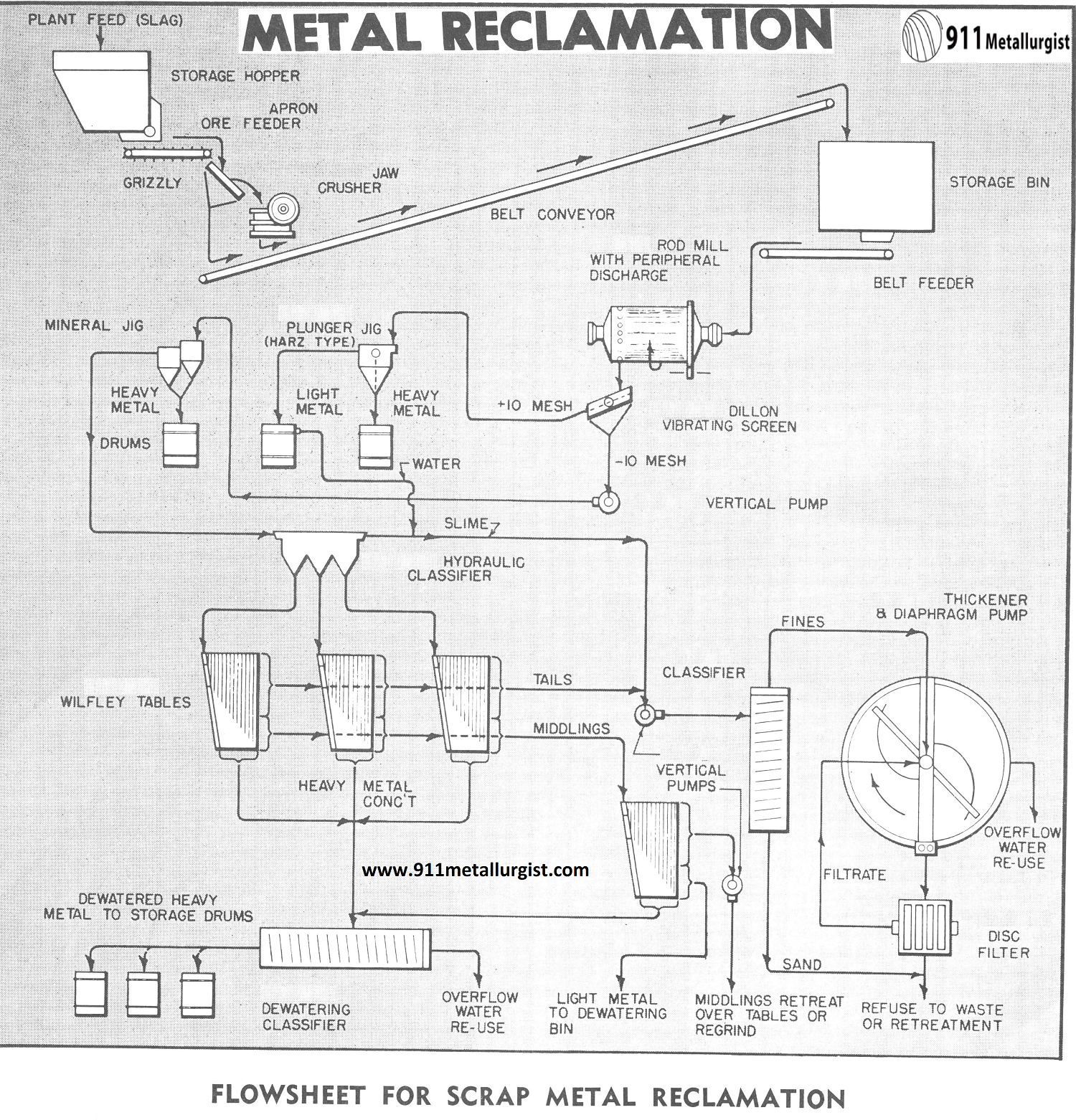
Scrap Metal Recycling Equipment and Flowsheet
Crushing eScrap for Gold
In the flowsheet shown the slag is crushed in a “Type J” all steel Jaw Crusher to about minus 2 inches. A rugged crusher is required for this service. In some cases it may be desirable to use a hammer mill for the initial size reduction.
Crushing may be done at separate locations and the crushed product delivered to the gravity plant in sealed drums or containers. In this case the crushing section is eliminated from the plant and provisions made for elevating and emptying the drums into the feed storage hopper.
Grinding and Sizing
The crushed slag from the storage bin is delivered to a peripheral discharge Rod Mill for size reduction. In case a belt conveyor is not permissible, an enclosed screw or vibrating feeder should be used for introducing the feed into its drum feeder or inclined spout feeder.
Grinding is generally done wet with 3″ diameter High Carbon Steel grinding rods. The peripheral discharge permits discharging metal out of the mill and eliminates a build-up due to its high specific gravity. Slugs of metal up to several inches in size can readily pass out through the large peripheral openings. This eliminates the necessity of periodically stopping the mill and manually removing the heavy metal build-up in the grinding media.
The discharge from the Rod Mill passes by gravity over a Vibrating Screen located below the mill. If coarse metallics are anticipated, a two deck screen should be used to remove the clean tramp over¬size metal. The screen is provided with sprays and a discharge hopper adequately sealed for handling a wet pulp slurry. On the flowsheet shown 10 mesh was fine enough to liberate the metallics from the slag, and this was accomplished by one pass through the rod mill.
No oversize was returned to the mill for regrinding. In the event this was necessary, a middling could have been taken from the concentration tables, and returned to the mill by means of a pump and a settling cone or cyclone.
Recover Gold by Jigging
The plus 10 mesh products in the case shown is substantially all clean, light metal (magnesium) and heavy metallics (specific gravity of 19). This material separates beautifully in a Plunger Jig, improved harz type, due to the flake-like character of the magnesium after rod milling. Minus 10 mesh pulp passes to a Mineral Jig via a Vertical Centrifugal pump. A substantial portion of the heavy metallics is caught in pure form in the hutches of the jig and discharged periodically into storage drums.
Classification and Tabling for Gold
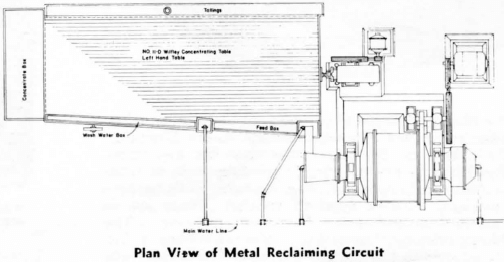
The Jig tailing is delivered to a Hydraulic Classifier to size and distribute the solids to Wilfley Tables. These tables recover the metallics which are cleaned up and separated into heavy and light fractions. The heavy metal concentrate is dewatered and transferred to drums for storage and shipment.
In some cases where the granular slag is heavier than the light metal, it is necessary to cut the light metal fraction from the table at a point between the sand and slime fractions. This offers no problem once conditions are established and if a uniform feed rate is maintained.
Thickening, Filtering and Water Reclamation
Table tailings and all water overflowing the dewatering units plus the floor clean-up are collected and pumped to a Dewatering Classifier. This classifier removes the coarse sand and any tramp oversize at 75 to 80% solids. The overflow from the classifier containing the bulk of the water and the fine sand plus slime is thickened in a Spiral Rake Thickener. A Adjustable Stroke Diaphragm Pump removes the thickened pulp from the thickener underflow and delivers it by gravity to a Disc Filter. Filter cake is combined with classifier sands and discarded to waste or stockpiled for possible further treatment.
Where coarse solids are treated it is highly desirable to have a classifier or dewatering unit ahead of the thickener. Coarse solids and particularly floor washings which often contain tramp oversize overloads a thickener and causes a continual source of trouble in pipe lines and in the filter.
PRINTED CIRCUIT BOARD RECYCLING METHODS
While the flowsheet as described covers a special application, the basic treatment process will apply in most cases with minor modifications. Plants have been installed where crushing to only 1″ was sufficient to liberate the metallics. Laboratory tests are generally advisable before selecting a flowsheet and establishing the type and size of equipment.