
The importance of efficient use of power in autogenous grinding circuits has been greatly neglected. It should be the fundamental factor in considering the design of an autogenous plant to grind a particular ore. The steps in the process used to arrive at a power efficient commercial autogenous plant for a particular ore are outlined.
Before starting test work on an unknown ore it is necessary to establish a target on how much power should be used to grind the ore. Two methods are used to establish this target for the power requirements to grind a particular ore at high power efficiency.
The first method used to determine 100% power efficiency is grinding the ore in a 450 mm Aerofall Mill. This mill is operated with a standard ball charge for all ores producing normally a minus 14 mesh product. The 450 mm mill is a replica of the standard Aerofall Mill and is complete with an air classifying system and an automatic feeding system. Once the mill reaches a balanced steady feed rate after a few hours, and this is determined by the mill producing the same amount of product over successive 5-minute intervals, sampling commences and will normally be carried out over a 2-hour period. The feed to the mill is normally 35 to 50 mm in top size and an 80% passing size is determined from the screen structure. Also the 80% passing size is determined from the screening of the product sample: Then with the feed rate, net power consumed and the 80% passing size of the feed and product and using the formula
W1 = W
10/√P80 – 10/√F80
an autogenous work index for a particular ore is determined.
It has been found that the 450 mm mill loses efficiency when the ore becomes harder. In the softer ores (Bond Work Index Under 11) the autogenous work index can be directly related to the power requirements of a commercial autogenous mill. Ores of different hardness have been ground in both the 450 mm mill and test mill of 1.8 m to 2.4 m as well as commercial mills. Consequently the relationship of the autogenous work index to the power actually consumed in a large autogenous mill can be determined. If the power consumed in the 450 mm mill were 100% efficient then the relationship between the 450 mm mill and the commercial mill would be a straight line as shown in graph No. 1 and comparing it with the actual relationship as shown by the curve on the graph. Consequently to obtain the expected net power to be obtained in a large test mill or commercial plant, the autogenous work index obtained from the 450 mm mill work is projected onto the curve and thence across to the Actual Power. This then gives the first power target of the test work for this particular ore.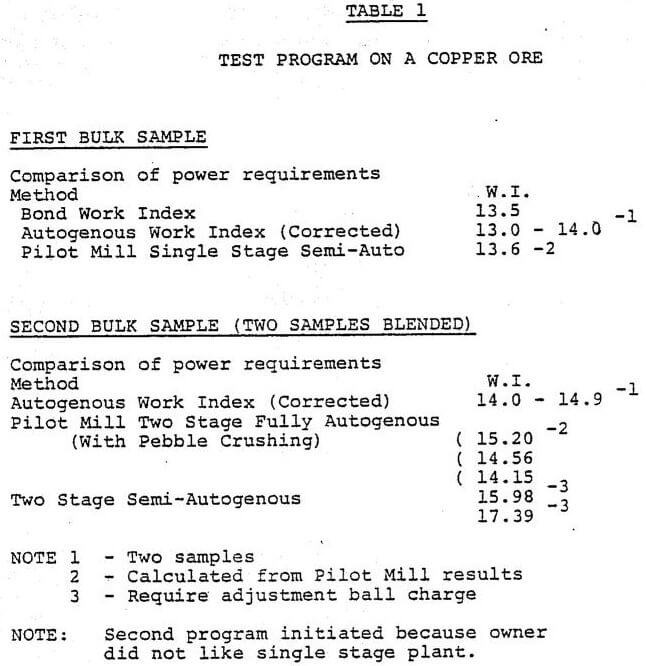
Also from the autogenous work index the type of autogenous grinding can normally be determined if the autogenous work index is below 11 this ore should grind efficiently on a fully autogenous basis.
If above 11 a ball charge or removal of pebbles from the primary mill should be considered as a means of making the mill grind with high power efficiency.
The other power measurement of the ore to be obtained before starting test work is a Bond Work Index at say -100 mesh. It will normally be found that this Index is close to the actual power index obtained from the 450 mm mill work.
So with the two power measurements of the ore we now have a target for the power to be used in the autogenous test mill when grinding at high efficiency. We also know whether the ore should be ground on a fully autogenous or semi-autogenous basis.
After the amount of power to grind the ore has been decided on, then the configuration of the commercial plant must be determined. This selection includes:
- fully or semi-autogenous or pebble removal and/or crushing
- single or two-stage grinding
- number of lines in plant to obtain tonnage.
The decisions reached in this study will then define the size of commercial autogenous mill (power) to be purchased.
Once the power requirements for the commercial autogenous mill are firmed up then comes the question of design of the mill.
Most manufacturers of autogenous mills have certain ideas on how the mill should be designed, but on the question of shell liners and mill length the owner of the proposed mill should take a firm stand on what he requires. Otherwise he may not attain the power efficiency which has been indicated from the test work.
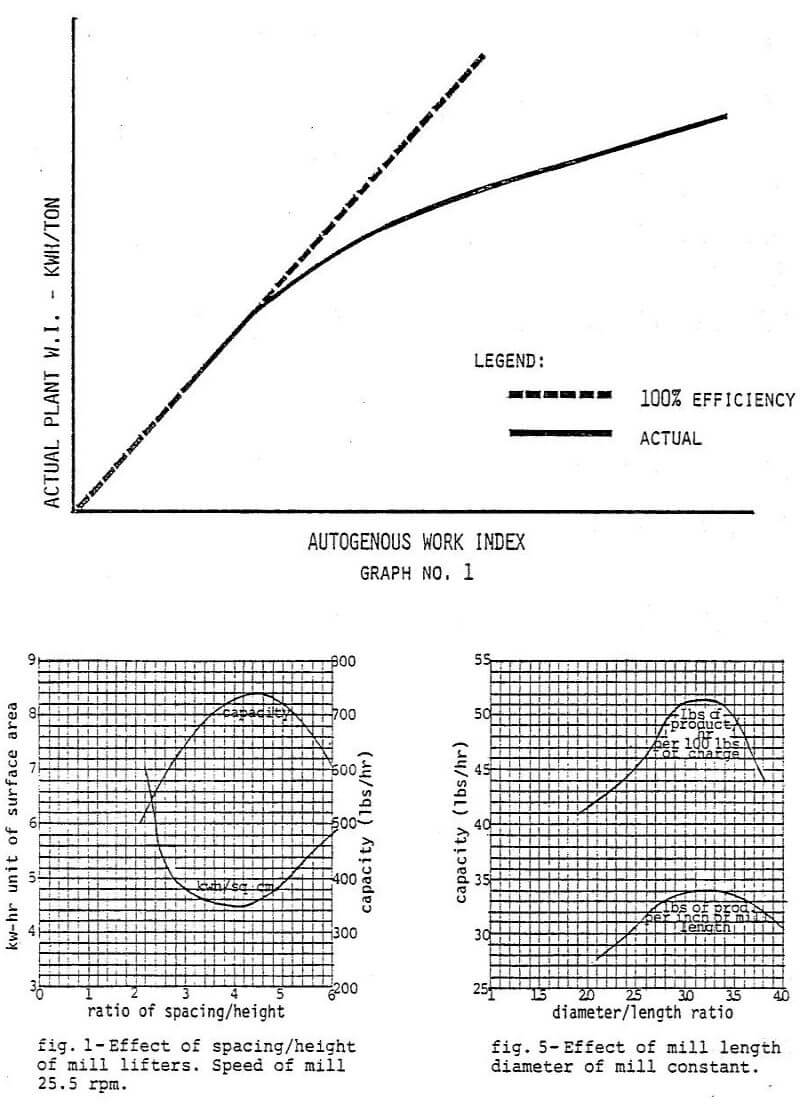
The fundamental liners in the wet autogenous mill are the shell lifters. All the power from the shell must be put into the charge if it is to be properly used for grinding. There is some small segment of the power imparted to the charge from the end lifters but that is small compared to that transmitted by the shell lifters.
However, it does clearly indicate that the amount of mill product produced by the mill increases to a maximum at or near the diameter-length ratio of 3 to 1. Normally, as the material is moved through the mill faster and classified, you would expect a higher power efficiency from this type of mill.
The results of this work are shown in the diagram FIG. 5 – Effect of mill length with diameter of mill constant.
Therefore the two fundamentals in assuring the high power efficiency obtained in the pilot plant can also be obtained in the commercial plant are
- Proper shell liner design
- Proper length to diameter ratio.
If this procedure is followed you will have a commercial autogenous grinding plant which operates at high power efficiency and can be built for minimum capital dollars.
Autogenous Grinding Efficiency
It has been determined that work indices obtained from standard Bond Grindability Tests cannot be used to determine the power required for grinding in primary autogenous and partial autogenous grinding circuits. However, calculating work indices from operating data is satisfactory for evaluating the performance of such circuits. When compared with the work indices obtained from corresponding grindability and impact tests, the performance of primary autogenous and partial autogenous circuits can be rated.
Table IV is a copy of a one month computer runoff sheet on which daily operating data and the work indices calculated from the operating data for an autogenous mill are tabulated. This is a typical sheet showing what can be done. The feed size is generally not used in this calculation for primary autogenous and partial autogenous mills, in that the feed (10 ÷ √F) factor becomes insignificant because of the large size of the feed.
Bassarear and Horst, in their paper on evaluating plant performance illustrate how work index data can be used to evaluate process performance and modifications. They particularly discussed the semi-autogenous-ball mill grinding circuits at Cyprus Pima and the use of computer based controls. The simplified grindability test procedure employed for the Pima ore types was developed to give work index as defined by Bond and includes periodic checking with standard Bond Grindability tests. Tests such as this can be used for specific ores where there is not a wide variation in specific gravity and in breakage patterns.
For secondary autogenous grinding (pebble milling) Bond Grindability Tests can be used to determine grinding power to this add the power required to wear the ore media from media size to mill feed size. Mill performance can be measured using the same procedure for evaluating ball mill performance in a rod mill-ball mill circuit.
Intermediate Autogenous Grinding
Autogenous grinding, defined as grinding with like material, while quite an old art has recently been revitalized. Two phases of autogenous grinding, primary and secondary, have been the subject of recent papers, technical articles and discussions. The purpose of this paper is to discuss a third phase of autogenous grinding — Intermediate Autogenous Grinding — comparing it to and indicating advantages over the other two phases.
Autogenous grinding can also be called “Rock Grinding” that is, grinding using ore or rock from the same deposit as the mill feed as grinding media contrasted with using as grinding media steel rods, steel or iron balls, natural or manufactured iron, free pebbles, or other shapes and materials foreign to the mill feed.
Grinding ore of rod mill product size with selected coarser ore used as grinding media is called “Secondary Autogenous Grinding.” The feed for many secondary autogenous mills is either rod mill or roll crusher product. The media size ore is screened out of the material flow in the crushing section of a plant. An iron ore concentrator in this country feeds the product from a primary autogenous mill to a Secondary Autogenous mill for further grinding. Ore of the proper size for grinding media is removed from the primary autogenous mill through specially designed grates. Historically, secondary autogenous grinding, which is also at times called pebble milling, dates back to the early 1900’s with installations in South Africa and Central America. A bulletin published by Allis-Chalmers in about 1917 covering pebble mills refers to the possibility of using ore instead of flint pebbles as grinding media. Since the early 1950’s there have been a number of installations made in Canada using secondary autogenous grinding. In addition to the Iron ore concentrator referred to in this country a large copper ore concentrator recently put into operation twelve secondary autogenous mills.
Intermediate autogenous grinding as used in this paper applies to the stage of autogenous grinding where the mill feed is ore crushed to rod mill feed size. As in secondary autogenous grinding the ore used for grinding media is sized and removed from the ore stream in the crushing plant. The total mill feed consists of crushed ore with a regulated amount of media. A new copper ore concentrator in the Southwest will use intermediate autogenous grinding.
Why use autogenous grinding? The answer most frequently given is to reduce operating cost. The cost reductions come primarily from lower steel consumption. In a few cases the product from autogenous grinding improves concentration results.
In a conventional crushing and grinding circuit, disregarding power, rod and ball wear is the highest single item of cost. Rod mill and ball mill liner wear at from 1/3 to ¼ of the media cost is next followed by wear on the crushing surface in crushers at a considerably lower cost. It is from these items that most of the savings credited to autogenous grinding occur. Since liner wear in autogenous mills is generally higher than in rod and ball mills the savings in autogenous grinding can be referred to as a percentage of the cost rod and ball wear.
The three phases of autogenous grinding are compared, resulting in the following conclusions :
- While there are some installations where ores are suited for primary autogenous grinding, provisions have to be made in other installations for the addition of either large balls to the mill or for some other means to assist the comminution process to control critical size buildup.
- The crushing action in a primary autogenous mill is generally inefficient since it is an uncontrolled mixture of impact and abrasion.
- Secondary autogenous grinding has been successfully applied for many years, but requires the use of a rod mill, a fine crushing stage, or a primary autogenous mill for feed preparation.
- Generally for successful autogenous grinding, there needs to be a definite division between media and mill feed with a ratio established between media and feed as to difference in size and feed rate to the mill. The same basic principles of grinding media sizing to feed size as used for rod and ball milling should apply to autogenous grinding.
- Intermediate autogenous grinding eliminates both rod milling and ball milling while still utilizing sized media for sized feed. Cost saving by elimination of rod and ball milling is approximately 65-70% of the cost of ball and rod wear.
- Intermediate autogenous grinding can use power as efficiently as rod and ball milling.
- Intermediate autogenous grinding can be applied to any ore or rock provided the material in the size fraction to be used as media is suitable.
- Intermediate autogenous grinding has the advantages of secondary autogenous grinding plus the elimination of the rod mill stage of mill feed preparation. It has few of the problems connected with primary autogenous grinding.
- In considering autogenous grinding, a study of and testing of the ore for suitability as grinding media is a definite requirement.
- Autogenous grinding mills are more sensitive to changes in grinding characteristics and other factors affecting milling than rod and ball mills. While not an absolute must, automation of autogenous grinding circuits is definitely recommended to minimize operating problems.