
Silica sand low in iron is much in demand for glass, ceramic and pottery use, and for many of these applications clean, white sand is desired. Impurities such as clay slime, iron stain, and heavy minerals including iron oxides, garnet, chromite, zircon, and other accessory minerals must not be present. Chromium, for example, must not be present, even in extremely small amounts, in order for the sand to be acceptable to certain markets. Feldspars and mica are also objectionable. Generally, iron content must be reduced to 0.030% Fe2O3 or less.
&
Silica sand for making glass, pottery and ceramics must meet rigid specifications and generally standard washing schemes are inadequate for meeting these requirements. Sand for the glass industry must contain not more than 0.03% Fe2O3. Concentrating tables will remove free iron particles but iron stained and middling particles escape gravity methods. Flotation has been very successfully applied in the industry for making very low iron glass sand suitable even for optical requirements. “Sub-A” Flotation Machines are extensively used in this industry for they give the selectivity desired and are constructed to withstand the corrosive pulp conditions normally encountered (acid circuits) and also the abrasive action of the coarse, granular, slime free washed sand.
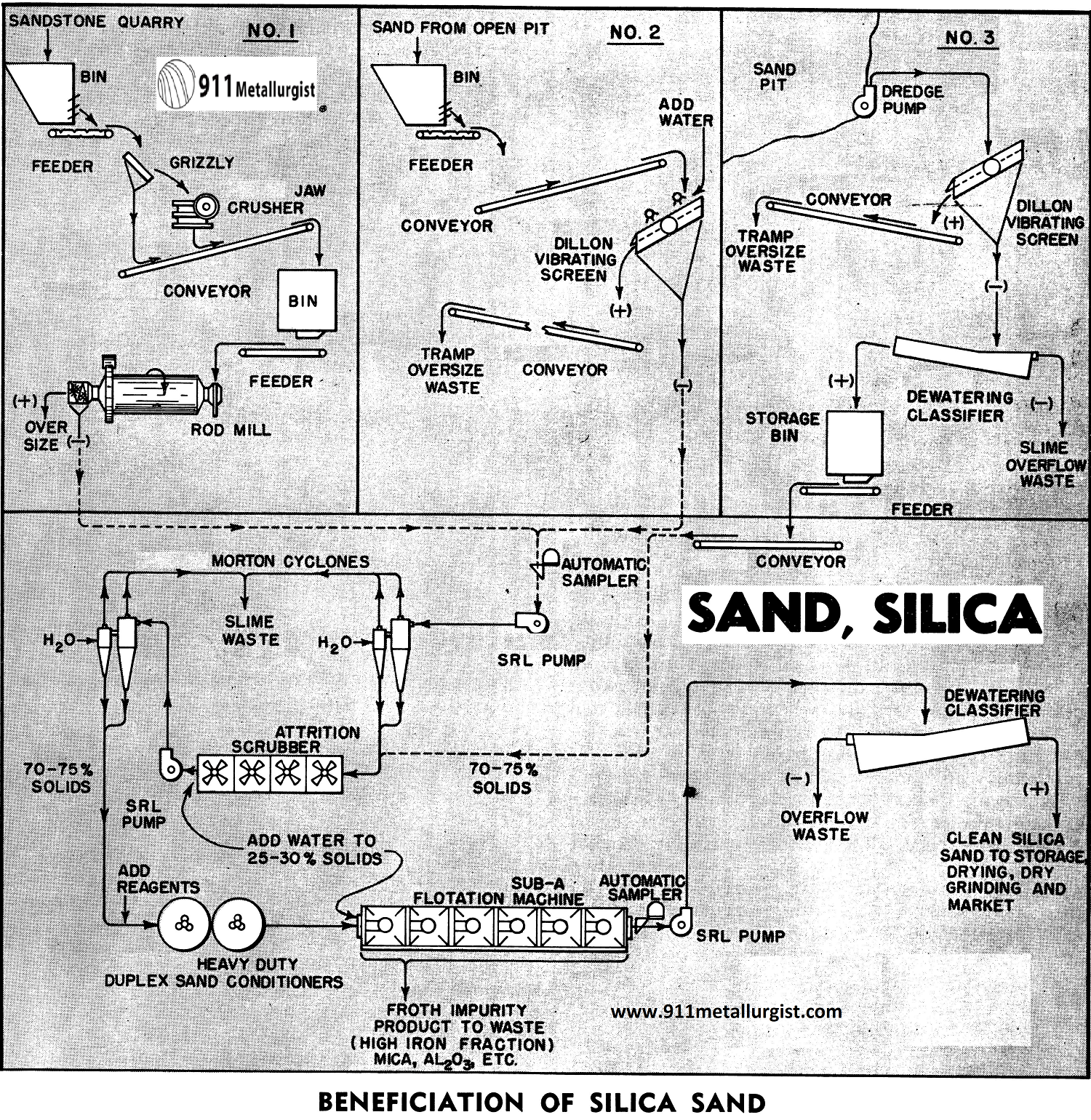
The Silica Sand Flowsheet
The flowsheet illustrates the more common methods of sand beneficiation. Silica may be obtained from sand¬stone, dry sand deposits and wet sand deposits. Special materials handling methods are applicable in each case.
SANDSTONE DEPOSITS
The silica bearing sandstone must be mined or quarried much in the manner for handling hard rock. The mined ore is reduced by a Jaw Crusher to about 1″ size for the average small tonnage operation. For larger scale operations two-stage crushing is advisable.
The crushed ore is reduced to natural sand grain size by Rod Milling. Generally, one pass treatment through the Rod Mill is sufficient. Grinding is done wet at dilutions in excess of normal grinding practice. A Spiral Screen fitted to the mill discharge removes the plus 20 mesh oversize which either goes to waste or is conveyed back to the mill feed for retreatment.
OPEN SAND PIT (Dry)
Sand from such deposits is generally loaded into trucks and transported dry to the mill receiving bin. It is then fed on to a vibrating screen with sufficient water to wash the sand through the 20 mesh stainless screen cloth. Water sprays further wash the oversize which goes to waste or for other use. The minus 20 mesh is the product going to further treatment.
OPEN SAND PIT (Wet)
If the sand deposit is below the water table and generally wet, it is best to mine it hydraulically. Dredge pump methods are widely used for such deposits.
PRIMARY CLASSIFICATION
The sand and water slurry for one of the three fore-mentioned methods is classified or dewatered. This may be conveniently done by cyclones or by mechanical dewatering classifiers such as the drag, screw, or rake classifiers.
ATTRITION SCRUBBING
From classification the sand, at 70 to 75% solids, is introduced into a Attrition Scrubber for removal of surface stain from the sand grains. This is done by actual rubbing of the wet sand grains, one against another, in an intensely agitated high density pulp. Most of the work is done among the sand grains — not against the rotating propellers.
For this service rubber covered turbine type propellers of special design and pitch are used. Peripheral speed is relatively low, but it is necessary to introduce sufficient power to keep the entire mass in violent movement without any lost motion or splash. The degree of surface filming and iron oxide stain will determine the retention time required in the Scrubber.

SECONDARY CLASSIFICATION
The scrubbed sand from the Attrition Machine is diluted with water to 25-30% solids and pumped to a second set of cyclones for further desliming and removal of slimes released in the scrubber. In some cases the sand at this point is down to the required iron oxide specifications by scrubbing only. In this case, the cyclone or classifier sand product becomes final product.
Some of the more difficult to treat sand may require two stage attrition scrubbing with classification and slime removal between stages.
CONDITIONING AND FLOTATION
Deslimed sand containing mica, feldspar, and iron bearing heavy minerals can be successfully cleaned to specifications by “Sub-A” Flotation. Generally this is done in an acid pulp circuit. Conditioning with H2SO4 and iron promoting reagents is most effective at high density, 70-75% solids. To minimize conditioning and assure proper reagentizing a two-stage Heavy Duty Open Conditioner with Rubber Covered Turbine Propellers is used. This unit has two tanks and mechanisms driven from one motor.
The conditioned pulp is diluted with water to 25-30% solids and fed to a “Sub-A” Flotation Machine especially designed for handling the abrasive, slime free sand. Acid proof construction in most cases is necessary as the pulps may be corrosive from the presence of sulfuric acid. A pH of 2.5-3.0 is common. Wood construction with molded rubber and 304 or 316 stainless steel are the usual materials of construction. In the flotation step the impurity minerals are floated off in a froth product which is diverted to waste. The clean, contaminent-free silica sand discharges from the end of the machine.
FINAL DESLIMING
The flotation tailing product at 25 to 30% solids contains the clean silica sand. A SRL Pump delivers it to a Dewatering Classifier for final dewatering. A mechanical classifier is generally preferable for this step as the sand can be dewatered down to 15 to 20% moisture content for belt conveying to stock pile or drainage bins. In some cases the sand is pumped directly to drainage bins but in such cases it would be preferable to place a cyclone in the circuit to eliminate the bulk of the water. Sand filters of top feed or horizontal pan design may also be used for more complete water removal on a continuous basis.
DRYING AND DRY GRINDING
In plants where silica flour is to be produced, drying is often necessary. Drying is done in rotary, oil or gas fired dryers.
Dry grinding to minus 100 or minus 200 mesh is done in Mills with silica or ceramic lining and using flint pebbles or high density ceramic or porcelain balls. This avoids any iron contamination from the grinding media.
In some cases it may be necessary to place high intensity magnetic separators in the circuit ahead of the grinding mill to remove last traces of iron which may escape removal in the wet treatment scrubbing and flotation steps. Iron scale and foreign iron particles are also removed by the magnetic separator.
Summary of the Silica Sand Processing Plant Equipment
In general most silica sands can be beneficiated to acceptable specifications by the flowsheet illustrated. Reagent cost for flotation is low, being in the order of 5 to 10 cents per ton of sand treated. If feldspars and mica must also be removed, reagent costs may approach a maximum of 50 cents per ton.
Laboratory test work is advisable to determine the exact treatment steps necessary. Often, attrition scrubbing and desliming will produce very low iron silica sand suitable for the glass trade. Complete batch and pilot plant test facilities are available to test your sand and determine the exact size of equipment required and the most economical reagent combinations.
Silica sand for making glass, pottery and ceramics must meet rigid specifications and generally standard washing schemes are inadequate for meeting these requirements. Sand for the glass industry must contain not more than 0.03% Fe2O3. Concentrating tables will remove free iron particles but iron stained and middling particles escape gravity methods. Flotation has been very successfully applied in the industry for making very low iron glass sand suitable even for optical requirements.
“Sub-A” Flotation Machines are extensively used in this industry for they give the selectivity desired and are constructed to withstand the corrosive pulp conditions normally encountered (acid circuits) and also the abrasive action of the coarse, granular, slime free washed sand.
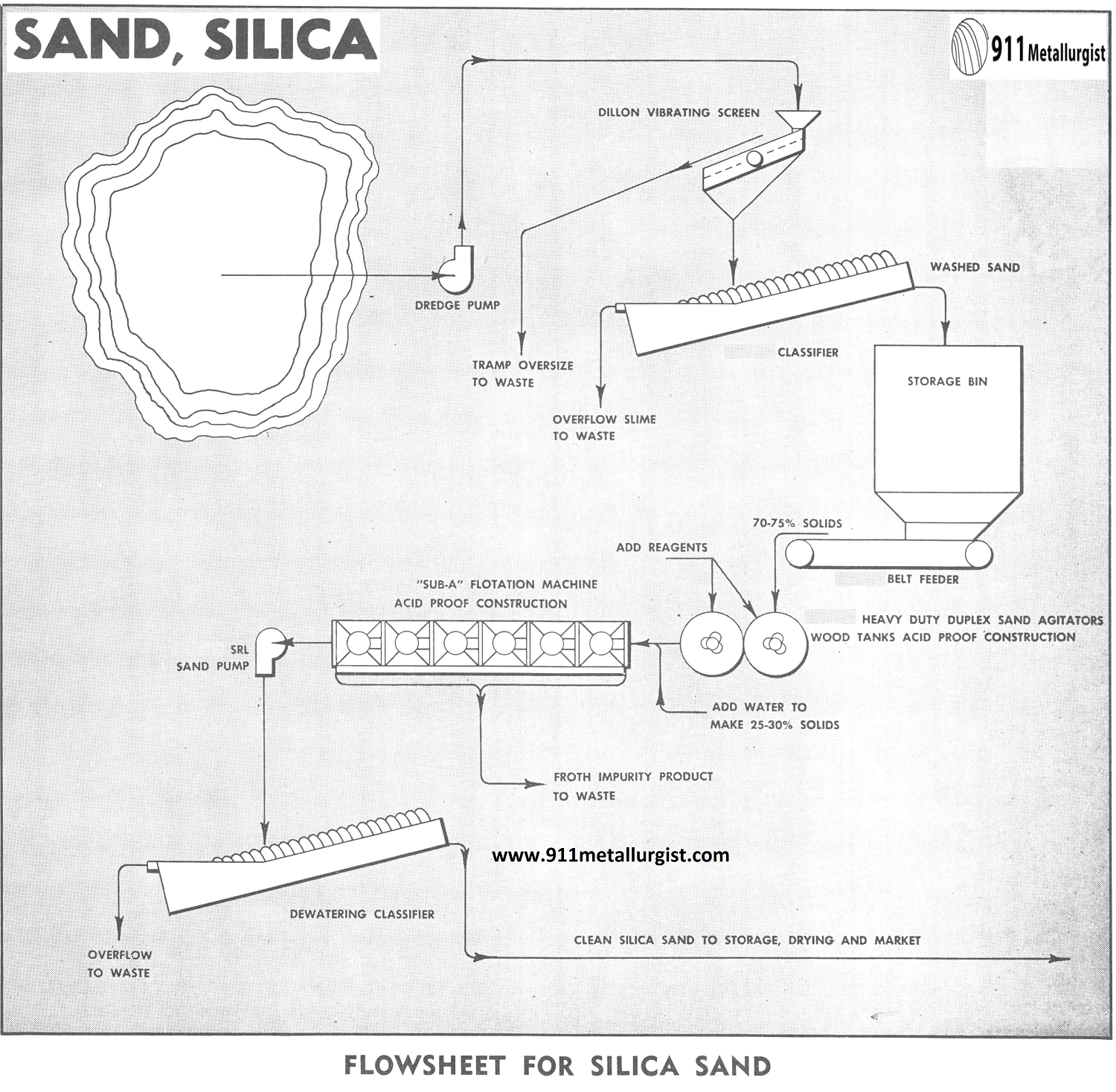
A Flowsheet for Beneficiation of Silica Sand
The flowsheet illustrated is typical for production of glass sand by flotation. Generally large tonnages are treated, for example, 30 to 60 tons per hour. Most sand deposits can be handled by means of a dredge and the sand pumped to the treatment plant. Sandstone deposits are also being treated and may require elaborate mining methods, aerial tramways, crushers, and wet grinding. Rod Mills with grate discharges serve for wet grinding to reduce the crushed sandstone to the particle size before the sand grains were cemented together in the deposit. Rod milling is replacing the older conventional grinding systems such as edge runner wet mills or Chilean type mills.
Sand Washing and Desliming
Silica sand pumped from the pit is passed over a screen, either stationary, revolving or vibrating type, to remove tramp oversize. The screen undersize is washed and dewatered generally in a spiral type classifier. Sometimes cone, centrifugal and rake type classifiers may also be used for this service. To clean the sand grains it may be necessary to thoroughly scrub the sand in a heavy-duty sand scrubber similar to the Heavy-duty Agitator used for foundry sand scrubbing. This unit is placed ahead of the washing and dewatering step when required. The overflow from the classifier containing the excess water and slimes is considered a waste product. Thickening of the wastes for water reclamation and tailings disposal in some areas may be necessary.
The washed and dewatered sand from the spiral-type classifier is conveyed to a storage bin ahead of the flotation section. It is very important to provide a steady feed to flotation as dilution, reagents and time control determines the efficiency of the process.
Feeding wet sand out of a storage bin at a uniform rate presents a materials handling problem. In some cases the sand can be uniformly fed by means of a belt or vibrating-type feeder. Vibrators on the storage bin may also be necessary to insure uniform movement of the sand to the feeder. In some cases the wet sand is removed from the bin by hydraulic means and pumped to a spiral-type classifier for further dewatering before being conveyed to the next step in the flowsheet.
Conditioning
Conditioning of the sand with reagents is the most critical step in the process. Generally, for greater efficiency, it is necessary to condition at maximum density. It is for this reason the sand must be delivered to the agitators or conditioners with a minimum amount of moisture. High density conditioning at 70 to 75% solids is usually necessary for efficient reagentizing of the impurity minerals so they will float readily when introduced into the flotation machine.
The Heavy-duty Duplex Open-type Conditioner previously developed for phosphate, feldspar, ilmenite, and other non-metallic mineral flotation is ideal for this application. A duplex unit is necessary to provide the proper contact time. Circular wood tanks are used to withstand the acid pulp conditions and the conditioner shafts and propellers are rubber covered for both the abrasive and corrosive action of the sand and reagents.
Flotation Reagents
Reagents are added to the conditioners, part to the first and the balance to the second tank of the duplex unit, generally for flotation of impurities from silica sand. These reagents are fuel oil, sulphuric acid, pine oil, and a petroleum sulfonate. This is on the basis that the impurities are primarily oxides. If iron is present in sulphide form, then a xanthate reagent is necessary to properly activate and float it. The pulp is usually regulated with sulfuric acid to give a pH of 2.5-3.0 for best results through flotation.
A low reagent cost is necessary because of the low value of the clean sand product. It is also necessary to select a combination of reagents which will float a minimum amount of sand in the impurity product. It is desirable to keep the weight recovery in the clean sand product over 95%. Fatty acid reagents and some of the amines have a tendency to float too much of the sand along with the impurities and are therefore usually avoided.
Flotation
After proper reagentizing at 70 to 75% solids the pulp is diluted to 25 to 30% solids and introduced into the flotation machine for removal of impurities in the froth product. The pulp is acid, pH 2 .5 to 3.0 and the sand, being granular and slime free, is rapid settling so a definite handling problem is encountered through flotation.
The “Sub-A” Flotation Machine has been very successful for silica sand flotation because it will efficiently handle the fast settling sand and move it along from cell to cell positively. Aeration, agitation and selectivity due to the quiet upper zone can be carefully regulated to produce the desired separation. The machine is constructed with a wood tank and molded rubber wearing parts to withstand the corrosive action of the acid pulp. Molded rubber conical-type impellers are preferred for this service when handling a coarse, granular, abrasive sand.
Flotation contact time for removal of impurities is usually short. A 4, and preferably a 6 cell, machine is advisable. Cell to cell pulp level control is also desirable. A 6 cell No. 24 (43 x 43) “Sub-A” Flotation Machine in most cases is adequate for handling 25 to 30 tons of sand per hour. If the impurities are in sulphide form a standard machine with steel tank and molded rubber parts is adequate provided the pulp is not acid. Otherwise acid proof construction is essential.
Handling of Clean Sand
The flotation tailing product is the clean sand discharging from the end of the flotation machine at 25 to 30% solids and must be dewatered before further processing. Dewatering can be accomplished in a dewatering classifier and then sent to storage or drying. Top feed or horizontal vacuum filters are often used to remove moisture ahead of the dryer. Dry grinding of the sand to meet market requirements for ceramic and pottery use is also a part of the flowsheet in certain cases.
Laboratory Test Results
Typical laboratory test results on a silica sand treated by flotation are as follows:

This particular sand was all minus 20 mesh with only a trace minus 200 mesh and 70% plus 65 mesh. Iron impurity was present as oxide and stained silica grains. The plant which was installed as a result of this test work is consistently making over a 95% weight recovery and a product with not over 0.02% Fe2O3 which at times goes as low as 0.01% Fe2O3.
Silica Sand Washing Process
Market Specifications
Treatment is generally limited to production of high-quality glass-sand by removal of impurities. For best grade, specifications are as follows:
Si02, minimum……………………………………………………..99.8 per cent
Al2O3, maximum…………………………………………………..0.1 percent
Fe2O3, maximum…………………………………………………..0.02 per cent
CaO + MgO, maximum…………………………………………….0.1 percent
For certain markets, a maximum of 0.030 per cent Fe2O3 is acceptable.
Production Problems
Natural silica-sand deposits generally contain impurity minerals such as clay, mica, and iron oxide and heavy iron minerals which are not sufficiently removed by washing and gravity concentration. Flotation is often used to remove these impurity minerals to meet market specifications.
Thorough scrubbing, de-sliming, and high-density agitation with reagents are important prerequisites for impurity removal by flotation.
Reagent Combinations
Anionic-type reagents, such as fatty acids, are used to float some impurities in alkaline pulp. Cationic-type reagents such as amines or amine acetates are also used with inhibitors such as sulphuric or hydrofluoric acids to float certain impurity minerals and depress the silica.
Source: This article is a reproduction of an excerpt of “In the Public Domain” documents held in 911Metallurgy Corp’s private library.