Table of Contents
The variables involved in a complex process like flotation can be classified as follows:
a. Disturbance variables – which are undesired properties of the process input which affect the value of the process output but which are not subject to adjustment. They are the result of changes in the properties of the feed, like changes in head grade, flow rate, fineness of grind, etc.
b. Manipulated variables (sometimes referred to as process variables or control variables) – which are those that are adjusted – reagent addition, aeration, pulp level – in order to compensate for the disturbances in the properties of feed.
c. Performance variables (sometimes referred to as controlled variables) – which are those whose values measure the performance of the process. They are properties of the process output such as grade and recovery.
Collector
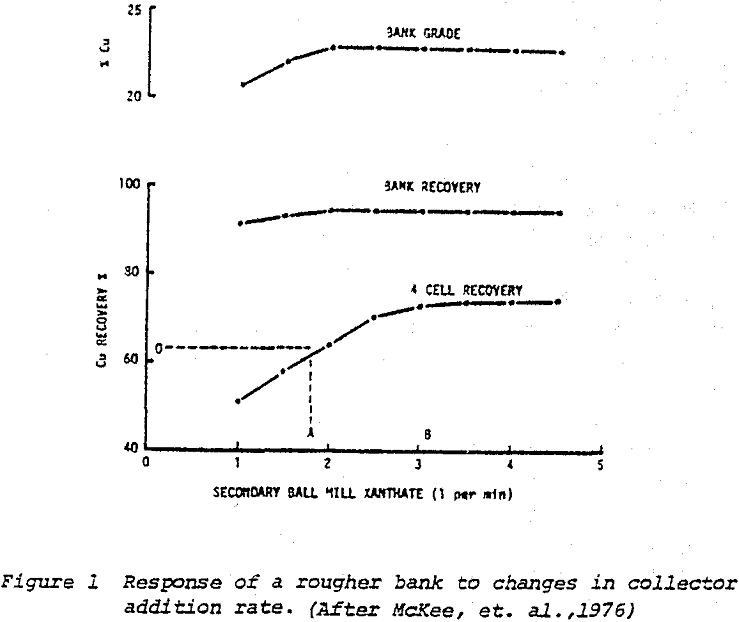
The function of collector in flotation is to change the surfaces of the normally non-floatable valuable minerals into hydrophobic surfaces, thus making them capable of adhering to air bubbles. A plateau response relationship has been observed to exist between the rate of recovery of the valuable minerals and collector addition rate.
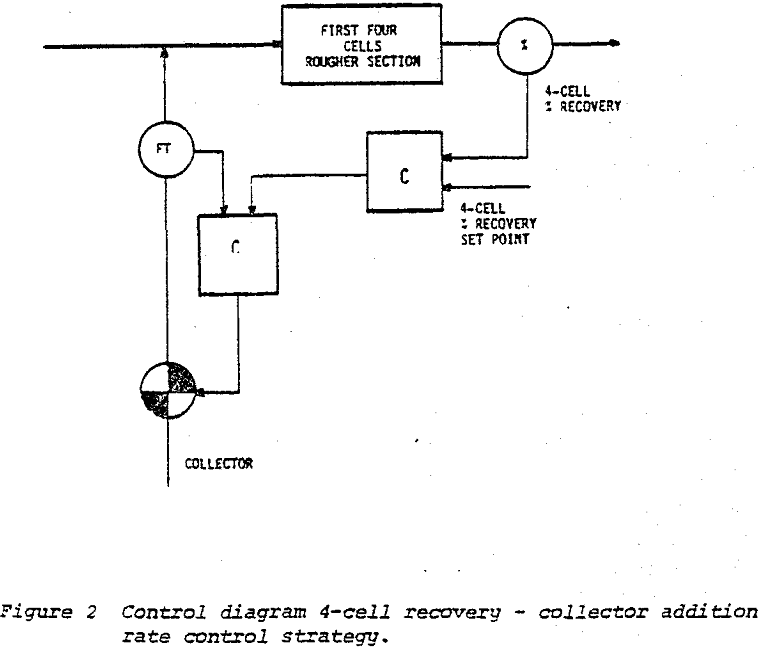
The collector addition rate at which recovery starts to plateau depends on the location at which it is measured. For example, at the copper concentrator of Mount Isa Mines, where recovery was measured for the whole rougher section and for the first four cells of the rougher section, it was observed that the plateau for the rougher section came at rate A, while for the first four cells at a much higher rate B. Moreover it was noted that over the region around rate A, the recovery of the first four cells was linear with collector addition rate.
Frother
The function of frother is to provide stable bubbles in the froth to enable them to carry the attached minerals until they overflow into the concentrate launder. The stability of the froth depends on the amount of frother added to the system. At low frother addition rate, the frother tends to collapse easily and the transfer rate of materials from the froth to the concentrate launder is low. If frother addition rate is increased, the froth becomes more stable and the transfer rate from froth to launder increases.
If the concentrate mass flow rate cannot be measured effectively, a concentrate grade – frother addition rate control loop may be used. Frother addition is adjusted depending on the deviation of the concentrate grade from the set point.
Depressant
In copper sulphide flotation the ore may consist of a copper sulphide, a non-valuable sulphide and a non-sulphide gangue mineral. Many of the collectors used in sulphide flotation are not completely selective as they tend to render hydrophobic the sulphide gangue minerals also. To overcome this, depressants which absorb on the surface of the non-valuable sulphides are added.
Sodium cyanide is a commonly used depressant of non-valuable sulphides in copper sulphide flotation. The optimum quantity of cyanide needed to depress the sulphide gangue is proportional to the amount of the undesirable material.
Froth Height
Flotation is a two-stage process involving the levitation of particles and water from the pulp to the froth phase, and their subsequent transfer to the concentrate launder. Not all of the materials that report to the froth phase eventually proceed to the concentrate launder; some drain back to the pulp. The drainage rate of the particles from the froth depends mainly on the type, size, and specific gravity of the particles. The residence time however depends on the height of the froth column.
Like aeration, the effect of varying froth height is confined to the area where the change has been made. Its control application can therefore vary depending on the control objective for the section it is intended to be used. If the objective is to maintain the concentrate grade constant froth height may be used as the principal control variable.
If a constant flow rate of the concentrate is desired, it is not advisable to control froth height as the principal variable because frequent adjustment of the froth height induces fluctuations in the concentrate flow rate.
The recovery mechanisms which govern the flotation rates of both hydrophobic and hydrophilic minerals are affected by changes in the air addition rate to the cell.