
- To participate in the 911Metallurgist Forums, be sure to JOIN & LOGIN
- Use Add New Topic to ask a New Question/Discussion about Crushing.
- OR Select a Topic that Interests you.
- Use Add Reply = to Reply/Participate in a Topic/Discussion (most frequent).
Using Add Reply allows you to Attach Images or PDF files and provide a more complete input. - Use Add Comment = to comment on someone else’s Reply in an already active Topic/Discussion.
Expected or Typical "life span" of wear parts of jaw crusher (14 replies)

Hi, this is highly dependant on density of materials being crushed, maintenance schedules, and of course quality of wear parts being used to name but a few of the contributory factors so in my opinion it is VERY difficult to standardise life span on any crushing plant.
Take jaw plate as example, some jaw plate is MN13, some is Mn18%. different stone of MOH is different including how many working hour the crusher does everyday.
The standard can only be determined through the material being crushed, as the abrasive nature will be the main variable in determining wear. For example basalt is generally very low wear, granite is very high.
Sometimes few meter in quarry means different crushability and abrasivity.
Historical data is very much available for various materials and there various "A typical" wear rate hours in specific regions of countries which can be used as a guideline. Ask people doing that job what wear rate they are in fact experiencing on the product you want knowledge on.
Silica content in aggregates is a huge factor. The higher the content - the more abrasive the material. Crushing wet material (for example when keeping the dust levels lower) also contributes to higher wear situations. Without mentioning the obvious factors such as tonnage or throughput as mentioned in previous comments from others, different wear alloys - manganese versus chrome/moly/manganese, different grades of hard-facing or other hardened steels all contribute. One of the factors people often forget is actual operator habits. The same crusher can wear at different rates depending on % feed into the crusher as well as rotation or operating speed set by the operator.
Not exactly, you have a number of factors that really make it application specific:
- Abrasion factor
- Hardness or workability index
- Type of machine - autoginous vs. shoe and anvil
- Feed size and desired specification will drive recirculation rate
At the end of the day you need to do rigorous testing to determine your best cost scenario including cost of parts and cost of downtime changing, etc.
Many great comments offered to which I completely agree. Feed characteristics I believe is your number one factor. Abrasiveness and hardness are important factors but so are the amount of fines allowed to enter the crusher. This will also effect wear part life. The other factor is of course water. If you are using dust suppression it can have a big effect on wear life. Other factors mentioned like crusher speed and your reduction ratios all have an impact on wear life. The key to wear life is to get the best bang for your buck. If you can optimize your crusher to its best production efficiency you can then justify wear cost as your cost per ton goes down the more efficient you get. You can’t change your materials natural characteristics but you can buy wear parts with the correct composition best suited for your specific application.
I agree to all of the comments that the main factor that effects the life span of the crusher liners is the abrasiveness and hardness of stone and addition to this choke feeding to the crusher can helps a lots to prolonged the life of the liners especially to the cone crusher and the VSI.
I believe feed consistency is a major contributor to limit excessive wear on jaw liners. The above factors also play a major role knowing your Abrasion factors & working index, etc.
Only true way to estimate it correctly is historical data. Besides, it is very simple and reliable way to do it.
Some say "It's all pig iron, the trick is, making sure the price for your finished product far exceeded the cost of production."
It is highly KEY that when folks are suggesting wear life it is a bit of a mugs game. You must compare the wear rates of "that specific material" in that specific quarry or very close to that operation to get HIstorical actual wear rates vs "theoretical wear rates".
That is an excellent point that you make concerning feed consistency as this applies to all types of crushers. We tend to forget sometimes that with all the variables mentioned they simply don’t mean much unless we start with the beginning which is the feed consistency. Anytime you have less then consistent feed rate to your crusher your wear parts life will be dramatically reduced regardless of your choices of wear parts. It’s like I had mentioned earlier your crushers efficiency will determined wear part life. In order to achieve feed consistency you need to begin with sized material so that you can reach maximum consistency and by doing so achieve true attrition crushing. In other words let your rock become a wear part.
In order to choose the correct wear parts you should educate yourself on what your material is made up of. Knowing what your material characteristics are will help you to make the best decisions as to what type of wear parts to purchase. The best way to learn what your material is made of is to have your material tested. Some tests would include;
- crush test. This determines how friable the rock is. A crush test provides you with information as to how much tonnage you can process in a single pass. If the material can be crushed in a single pass the wear parts will only see it once thus prolonging wear part life.
- Burbank Abrasion Test. This test will provide information on how abrasive the material is on steel parts. This helps you determine the best wear part choices.
- Chemical Analysis. This determines the chemical composition of the rock which defines the amount of silica oxide, iron oxide and aluminum oxide present in the material. This test provides information about the percentage of composition which allows us to determine the overall abrasiveness of the material which further supports the Burbank test.
- A Compression Test. This test determines the psi of the rock. In other words how much energy is required to break the rock? This test is especially targeted for cones and jaws and helps to determine what the acceptable close side setting and reduction ratios can be.
We have had good success in gathering data relating to the CSS over the last year at one minesite. This has provided data for trending mantle life. http://www.crushervision.com working in a manganese casting foundry,which supply the Metso and Sandvik parts.
About the life span,it decided by some factors:
+ material you crushed.
+ your crusher parts quality.
There are some standards which we use:
+ as impact crusher parts-----blow bar, the standard are the HRC and Molybdenum content.
+ concave and mantle, we use the X-ray and material anlysis.
You guys made very good points, thanks a lot.
At the same time in Russia they have also considered aggregate shape. Quarry may have a lot of aggregate for very good price but clients (mainly - road contractors, interested in volcanic rock material) refuse to buy it due to poor shape. Some cone crushers (for example, from your brother company - Telsmith) can produce very good product, most crushers - not. The plant owner had to pay extra to get better shape - either additional passing through VSI, or bigger recirculation to get optimal feed in crushing chamber. First variant gives additional cost, second - less lifetime of wear parts per ton of product.
Long time ago I was involved in EBRD (European Bank of Reconstruction and Development) investment project in Belarus. It was about refurbishing road from Poland border to Russian border. Project was sophisticated with comprehensive feasibility study. It should be three crushing plants as well.
I don't remember expert names (or company names) involved in the study. But I remember a few figures they operated with. For limestone aggregate cost of wear/spare parts was 3-7% of new plant cost per 2000 hours, for medium abrasive granite - 5-10%, for high abrasive material - 7-15%. If material is harder than standard - plus one percent for low abrasive rock, two - for medium and three for high. For equipment older than 6000 hours spare/wear parts cost got 1-3% higher for every 2000 hours. Experts made choice of this figures mainly depends on equipment specs and their knowledge.
I remember it was stressed that these figures are more or less valid for crushing plants made by first class European manufactures according to European specifications. It was 1995-1996 and I don't now if these figures are still valid because nowdays it looks like everything made outside of China should be considered as infringing goods :)). I mean that prices and specs which are much more important may differ.
And finally: "Mining is art and science of extracting useful minerals from the surface of the Earth".
Art - first, science - second.
I say too many dependencies, right answer NO.
The best advice I can a parts supplier is to start keeping track of ALL of your sales and which machines your parts are being used in, where they are operating, and what they are crushing.
Gather information from your customers on their wear life, don't be afraid to visit them directly and keep your own notes on performance (as long as they allow).
Then once enough time has passed you can review your log and get a pretty good idea of what you will face if you sell similar parts in similar applications.
Advice for end users, CHOOSE THE RIGHT SUPPLIER!!
You can keep all the log books in the world but if you use low quality manganese and chrome alloys from cut rate foundries, you are only wasting your time and throwing your companies money in the GARBAGE! Look for suppliers that aren't necessarily the cheapest but that aren't slamming you over the head either. AND, LAST BUT NOT LEAST, be cautious of the OEM! All too often they source materials out from whomever has the best price or parts in stock. You may think because you are buying direct from the OEM that you are getting the BEST product, NOT ALWAYS TRUE!
Here's my personal thought, if your rock is hard Do not use impact crushers or VSI use cone and jaws I realize what foundries have good days and bad. The problem I have with most sales guys, in the industry is they sell the wrong machine into the wrong application. Make sure the mag is right for the app, if your buying direct keep the foundry responsible for the mag.
Best would to record what is happening in your crushers have it all documented and drawn out. From there you can start redesigning your mantels, bowl liners, jaws, blow bars and start playing with you material specs to improve your lifetime on them.
There is no standard but big companies have software to estimate life time. Shortly higher manganese increase life time but to increase manganese you need to increase carbon which make liner brittle. And I must disagree about VSI thing.
The rate of consumption of wear parts is as stated by several others driven by material being crushed, wear part quality and by site crushing practices. As a manufacture of crushing equipment we have some typical guidelines and we can test for part consumption in VSI crushers. But experience tells me that in most cases the utilization of wear parts is heavily dependent on proper feeding of the equipment. Under feeding or gap feeding causes issues that are portrayed by utilizing a small portion of the available wear material in a part such as a jaw plate or a cone liner.
An audit of the operation is often the best way to increase wear component longevity.
Wear is material loss on surface by means of several different mechanisms. The two main wearing mechanisms in crusher cavity are:
• Abrasive wear
• Fatigue wear
The main wearing mechanism in crusher cavity is abrasive wearing. Fatigue wear is also present as wear part are subjected to multiple compression or impact loads.
Abrasive wear (or abrasion) Crushers typically compress the feed material between the fixed and movable wear parts. Besides the breakage of the feed material, this is also wearing material away from the wear part. Wearing micromechanisms are:
• Microploughing
• Microcutting
• Microcracking
• Microfatigue
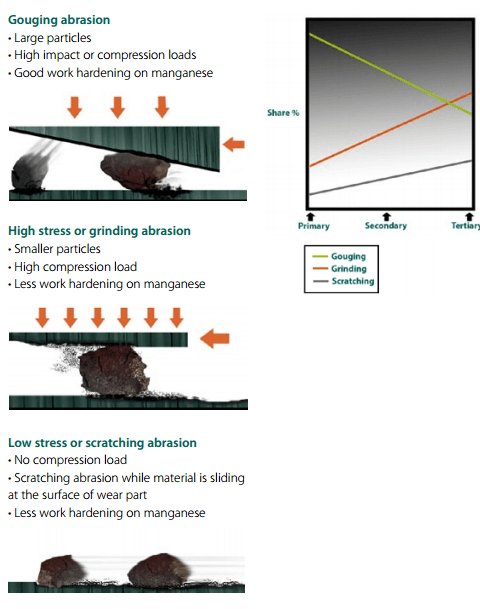
During the crushing cycle, gouging or high stress abrasion is present depending on the particle size of feed material. Between the crushing cycles when particles of feed material are sliding against wear parts, low stress abrasion is present.
Is there any standards or guidelines to determine the expected or typical "life span" of all wearlife of parts of jaw crusher, cone crushers or VSI crushing plant. Any help on what wear & tear can do to liners and other crusher parts is highly appreciate.