Table of Contents
Screening during the production of high-grade lump ore for blast furnace burden, particularly from recently developed ore deposits in Australia, South America, and Africa, has resulted in large tonnages of fine iron ore. Certain owners have decided to stockpile these fines until some later date; however, others have either sold these fines “as is” for agglomeration at the steel plant or have established their own pelletizing plants to produce a premium quality agglomerate.
Design Considerations for Selecting a Grinding System
Most dry iron ore grinding installations utilizing the standard type rod or ball mill are grinding high-grade natural ores that do not require beneficiation. Most of these ores occur in the weathered state which results in difficulty in the thickening and filtering stages when wet grinding is applied. Some of these materials can be wet ground and filtered; however, generally the resulting filter cake moisture is above that usable for green ball formation. Thus, this filter cake would require partial drying to a suitable moisture level for the subsequent balling operation. However, the partial drying operation and subsequent material handling steps often produce random
When dry grinding is selected the moisture required for pelletizing must be provided either by wetting the ore and mixing prior to balling or by adding all the moisture in the balling device. To date only the balling disc has operated with a dry feed.
Based on power consumed per ton of final product, generally the power consumption in the actual grinding process is 25-30% higher with dry grinding. The power required for dewatering and handling a wet-ground product can easily exceed the power savings in the wet grinding operation.
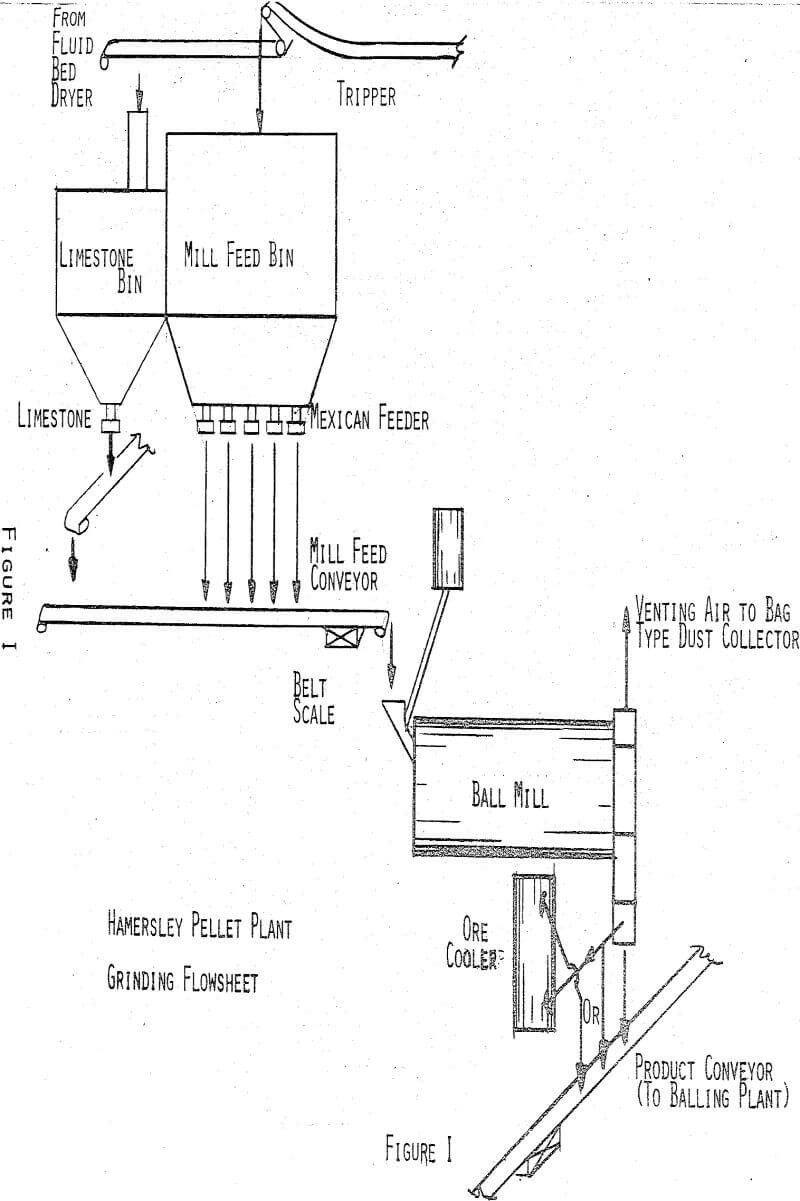
When the ground ore temperature is high and prewetting is not employed, it is desirable to employ ore coolers to bring the ore temperature down to a less sensitive range. Several types of coolers could be used for this purpose: including, 1) an indirect, water-cooled rotary drum, 2) the vertical cement type cooler, or 3) water-cooled cyclones for closed-circuit operations.
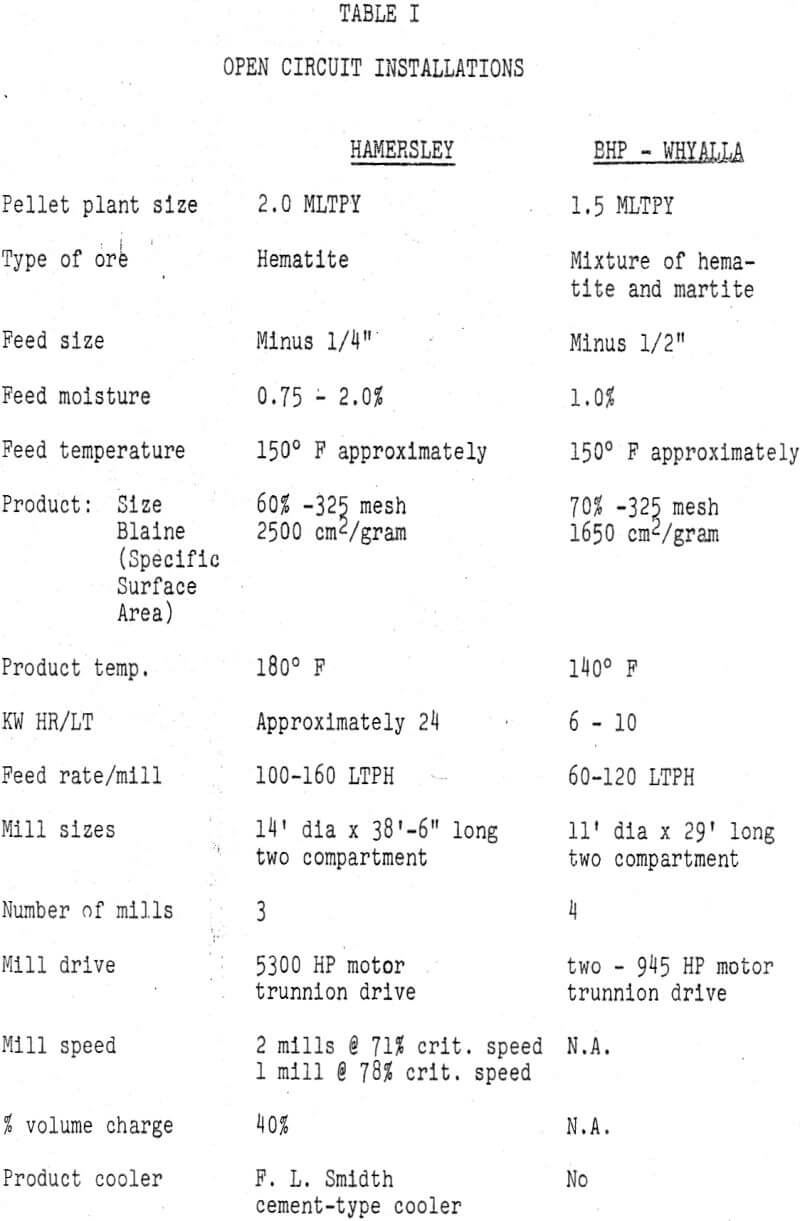
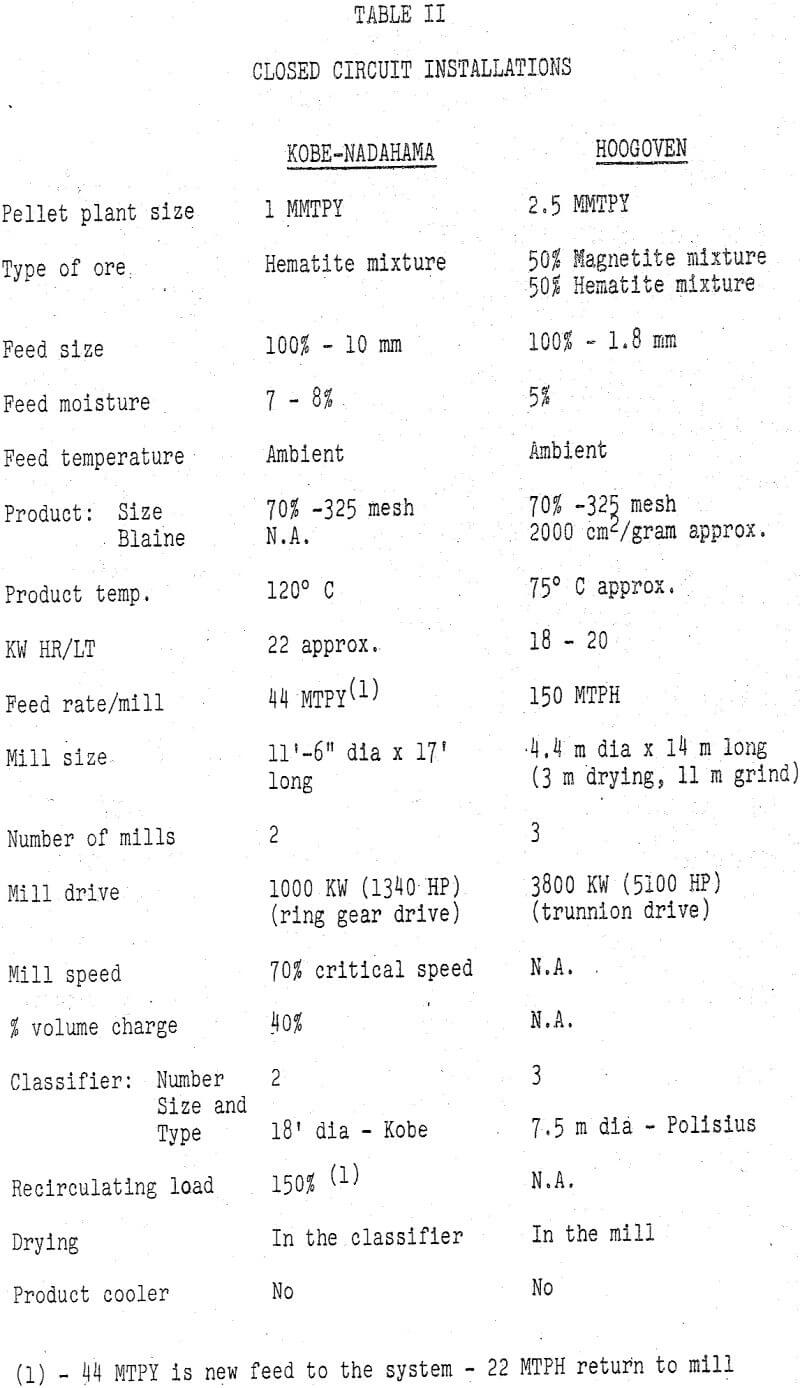
Open vs. Closed Circuit Dry Grinding
The Hamersley pellet plant flowsheet consists of: three variable speed conveyors which feed nominal minus ¼ inch ore to three 14′-0″ diameter x 38′ x 6″ long, grate discharge ball mills. The mill discharge, which is the final product, is discharged through an airslide system either to a cement-type vertical ore cooler and then to the product conveyor or directly onto the product conveyor through a cooler by-pass system. The grinding circuit was designed to handle variations of ore grindability that amounted to a 50% deviation in Bond work index for various possible feed materials.
As the pelletizing procedures have become more refined and the quality tolerances tightened, the treatment of ore preparation has become more and more important. As a result, more attention has been given to the control of size distribution specifically top size and surface area particularly when several ores are blended to provide the plant feed. In open circuit grinding, the size distribution and the specific surface of the product is controlled primarily by varying the feed rate, depending on the nature of the ore, and thus control is somewhat limited. The installation of a classifier in a closed circuit with a grinding mill offers additional control by the adjustment of the classifier.
A trend toward pelletizing iron ore at the steel plant site may be developing. This evolution would probably result in utilizing various blends of ore feed which could have wide variations in their grindabillty.
Effect on Pellet Quality
Good pellet quality depends on a large number of variables many of which are inherent in the ore. Two of the most important properties of the material being pelletized are surface area and size distribution.
Grinding requirements for pellet feed are dictated by balling and the desired fired product quality. The grinding required for balling and to produce an acceptable product quality is essentially the same in the case of either magnetite or specular hematite concentrates. The specific surface area, as measured by Blaine permeability testing, required to produce an acceptable product is normally in the range of 1400 – 1600 cm²/gram for magnetite and 1600-1800 cm²/gram for specular hematite. The grinding requirement for unhydrated or hydrated and earthy hematites is governed by the fired product quality specifications. A minimum of 2200 cm²/gram Blaine specific surface area is generally necessary. Pellet quality, however, improves somewhat with finer grind on almost any material. In addition to the obvious economic considerations, the pelletizing feed should not be ground finer than is actually necessary , since finer grinds generally require slower drying and preheating steps in the pelletizing process. In any case, the presence of a coarse fraction in the feed (+65 mesh) is generally detrimental to balling as well as to product quality, particularly the tumble index, and therefore, must be kept to a minimum.
Both of the above ground products resulted in similarly acceptable balling and fired pellet quality.
Operating Considerations
It is generally accepted that the grinding efficiency of a wet mill will begin to decrease at critical speeds higher than 72%. In addition, the media consumption will normally increase rapidly at the higher speeds. One of the three Hamersley grinding mills was installed initially with a high speed pinion and gearing in the reducer to provide a mill speed of 16.3 RPM (78% of critical). This mill speed was selected primarily to provide an additional operating flexibility in order to maintain production with the wide variety of feed grindabilities which were anticipated. A secondary purpose in the installation of a high critical speed mill was to provide definite capacity, product size structure and economic data from this mill.
At approximately 1.7% moisture in the feeds respective grinding capacities for mills operating at 71% and 78% of critical speed were found to be 97 and 107 LTPH, respectively. The power requirement per ton of feed was essentially the same and no trend was observed within this speed range which indicated: that the high speed mill was less efficient.
The grinding media consumption was higher with the higher speed mills? At a critical speed of about 71%, the mill consumed about 0.73 lbs of media/ton of product and about 1.05 lbs/ton when the mill was operating at about 78% critical speed.