For more than fifty years Walter Kidde & Company, Inc. has engaged in the development and manufacturing of both fire suppression and detection equipment. Our initial work for the mining industry centered around dry chemical extinguishing equipment for mine haulage cars. To fulfill this need, Kidde engineered and developed a manually activated dry chemical system to provide protection for the wheel wells, cable reels, and motor compartments on various pieces of underground mining equipment.
Continuous Strip detection has been in use for a number of years in aerospace applications. It has proven flexible and reliable for the rapid detection of overheat conditions and fires in engines of over half the aircraft flying today.
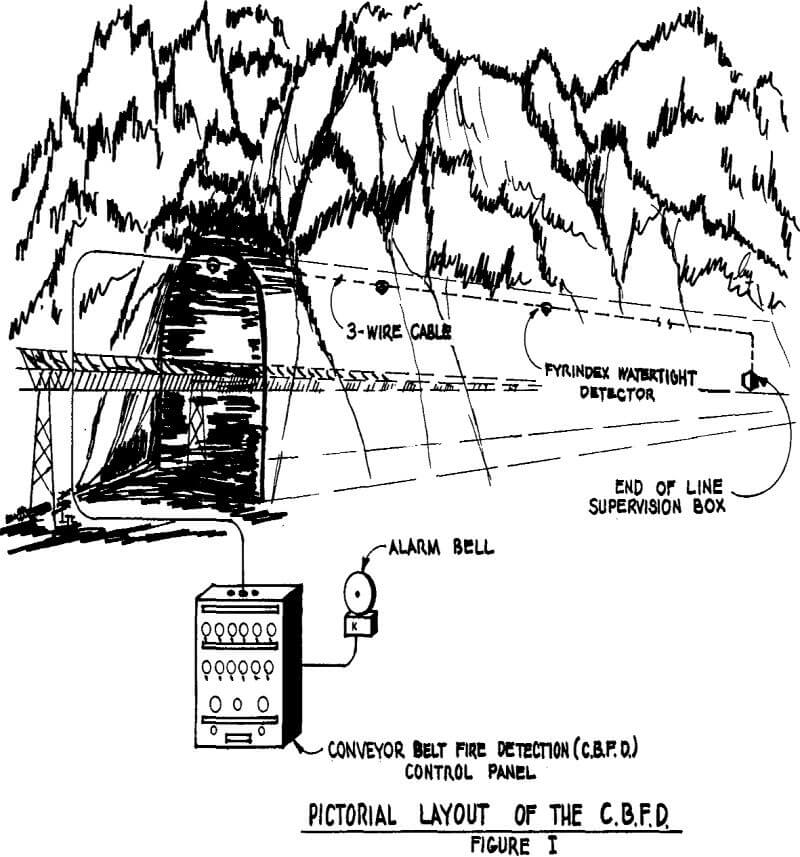
An integral part of the conveyor belt head protection system is the control panel utilizing our comprehensive knowledge of fire alarm control logic. This panel contains supervision circuits which sound trouble signals upon detecting a break in the Continuous Strip; breaks in the wiring to the remote electrical extinguishing activators or to the alarm bell; or loss of primary power. A separate control module provides the adjustable alarm temperature setting of the “Strip”. Also contained in the panel box is a standby battery to keep the entire fire detection and suppression system operative during a temporary loss of primary power.
Extensive testing and evaluation finally determined that electronic tone-transmitting type components developed for other communication applications could be adapted for zoned fire alarm information transmission. This ability to transmit multiple, frequency-differentiated signals through a single cable is an important feature of Kidde’s new CBFD (Conveyor Belt Fire Detection) System.
Special considerations had to be made at each stage in the development of the CBFD System. The selection of a detector was the first consideration in view of heat flow patterns, cost factors, and new requirements in detector housings that were much different from prior mine systems. A strong emphasis was placed on the maintenance factor since our final system could involve networks of detection covering many miles.
The next step was development of a signal system to accomplish remote monitoring through a maximum of three wires in a single cable spread over great lengths. As a part of background information, most fire alarm circuits presently in use require a pair of wires for each zone and indication of status at a control panel.
When either an alarm or a trouble indication is received at the control panel, a penetrating bell rings. There are respective switches for each zone to silence these two audible signals and when this done, a light remains on showing the silence switch is on. Should an additional alarm be received from a different zone the bell will sound again to warn of the second alarm. The position of all switches were designed so that improper settings will result in either audible or visual response to the operator.
Each mining operation has different requirements for conveyor belt fire detection protection depending on the variety and necessary mobility of the belt network.