
Silicon carbide (SiC) is a synthetic compound which is commercially produced by heating a mixture of metallurgical coke and high-purity silica sand to 2,400° C in an electrical resistance furnace. A method to produce SiC was first discovered in this country by E. G. Acheson in 1891 while studying the reaction of carbon with other materials. The first patent on the manufacture of SiC was issued to him in 1893. The principal SiC producers are Canada, France, Germany, Italy, The Netherlands, Norway, Switzerland, and the United States.
The manufacturing of SiC requires a considerable amount of electrical energy. Some estimates indicate that to produce 1 lb of the material the necessary energy requirement is 3.5 to 5 kW.h of electricity. This energy requirement represents over 90 pct of the production costs. The price of minus-8 -plus 220- mesh abrasive-grade SiC was approximately $1,000/st in January 1986. There are no set prices, and in most cases negotiations between consumers and producers are required to establish a price.
The appearance of SiC varies according to its impurity content. SiC abrasives usually range from light green (plus 99.5 pct SiC) to black (97 to 98 pct SiC) in color. As impurity content increases (95 to 97 pct SiC), the color usually becomes a black-gray. The green variety is usually harder, while the black variety is tougher.
Approximately 30,000 tons of SiC are used annually in the domestic dimension stone industry. Fine SiC (minus 120- mesh) can be used as a polishing agent for marble and granite. Coarse SiC (plus 120-mesh) is used as grain in wire sawing. The wire saw is a machine designed to cut stone considered too large to be cut by circular saws or similar equipment. Hence, wire saws are particularly used in the granite dimension stone industry.
A wire saw can be described as similar to a band saw, except that a twisted wire 3/16 to ¼ in in diameter acts as the band, while SiC particles suspended in water are dragged between the wire and the stone to do the actual cutting. The SiC particle sizes most commonly used for wire sawing are mesh sizes minus 30 plus 60, minus 48 plus 70, minus 48 plus 100, minus 60 plus 100, and minus 60 plus 120. Coarse SiC (plus 120-mesh) can be reclaimed by either a cyclone or gravity means and recycled. Minus 120-mesh SiC is usually discarded as waste.
A flotation method for recovering SiC utilizing fuel oil or creosote as the collector was patented by Watson and Glasser in 1966. The Bureau of Mines investigated the flotation of SiC using oleic acid as the collector in 1975. This investigation was initiated to develop improved flotation methods to process waste SiC sludge containing both coarse and fine material.
Description of Samples
Four samples of waste SiC were obtained for research. Samples were obtained from one granite operation each in Massachusetts and New Hampshire and two granite operations in Georgia. SiC was a major constituent in each sample, comprising 30 to 75 pct of the materials present. Further description of each sample follows.
Sample A
Sample A contained approximately 55 pct SiC. Other constituents in the sample were quartz, plagioclase, orthoclase, and mica. Minor amounts of kaolinite also
were present. Over 95 pct of the SiC was present as particles coarser than 10 µm diam.
Sample B
Sample B contained approximately 30 pct SiC. Other constituents in the sample were quartz, plagioclase, orthoclase, and mica. Approximately 81 pct of the SiC in the sample was coarser than 10 µm diam.
Sample C
Sample C contained approximately 38 pct SiC. Other constituents in the sample were quartz, plagioclase, orthoclase, and mica. Approximately 88 pct of the SiC was coarser than 10 µm diam.
Sample D
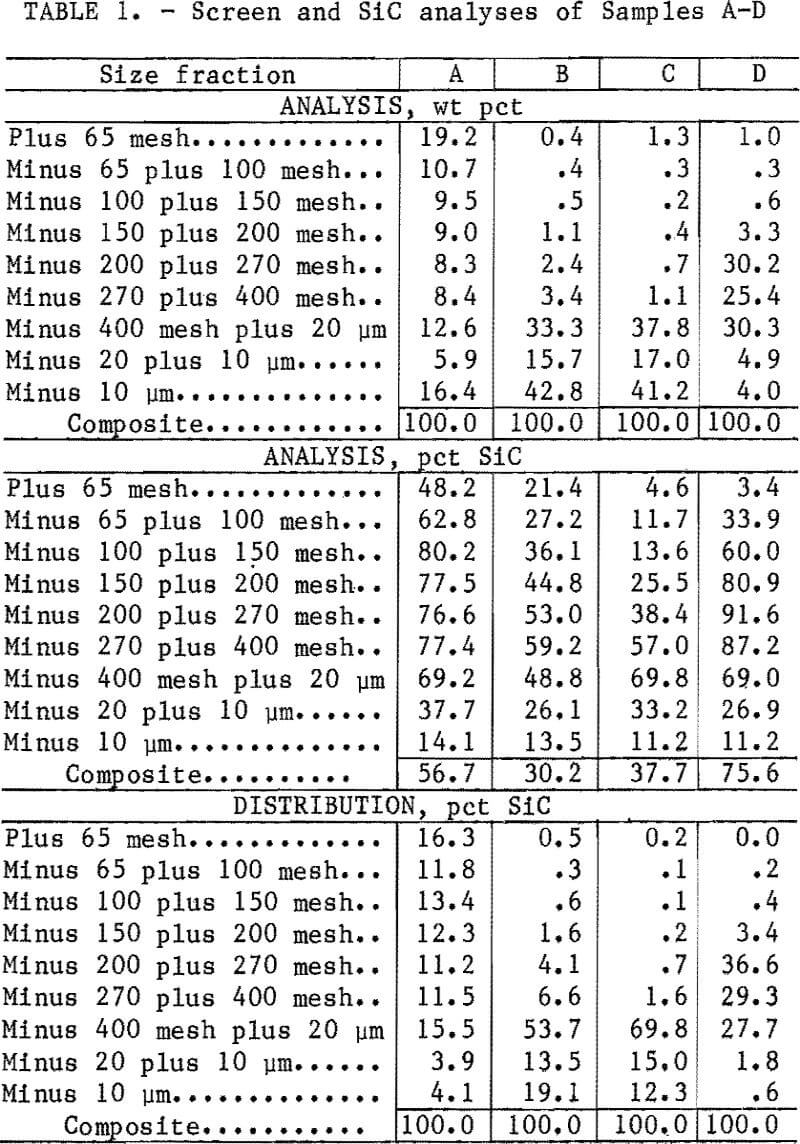
Sample D was a cyclone underflow product containing approximately 75 pct SiC. Other constituents present were quartz, plagioclase, orthoclase, and mica. Over 99 pct of the SiC was coarser than 10 µm diam. Screen analyses of the four samples are shown in table 1.
Beneficiation Studies
Froth flotation was extensively explored as a method to recover the SiC in the samples. Prior to flotation, the samples were attrition-scrubbed at approximately 70 pct solids to break up any aggregated materials and to clean the mineral surfaces. Preliminary studies showed 10 µm to be the minimum particle that would reasonably respond to flotation; therefore, all samples were deslimed at this size. Optimum results for
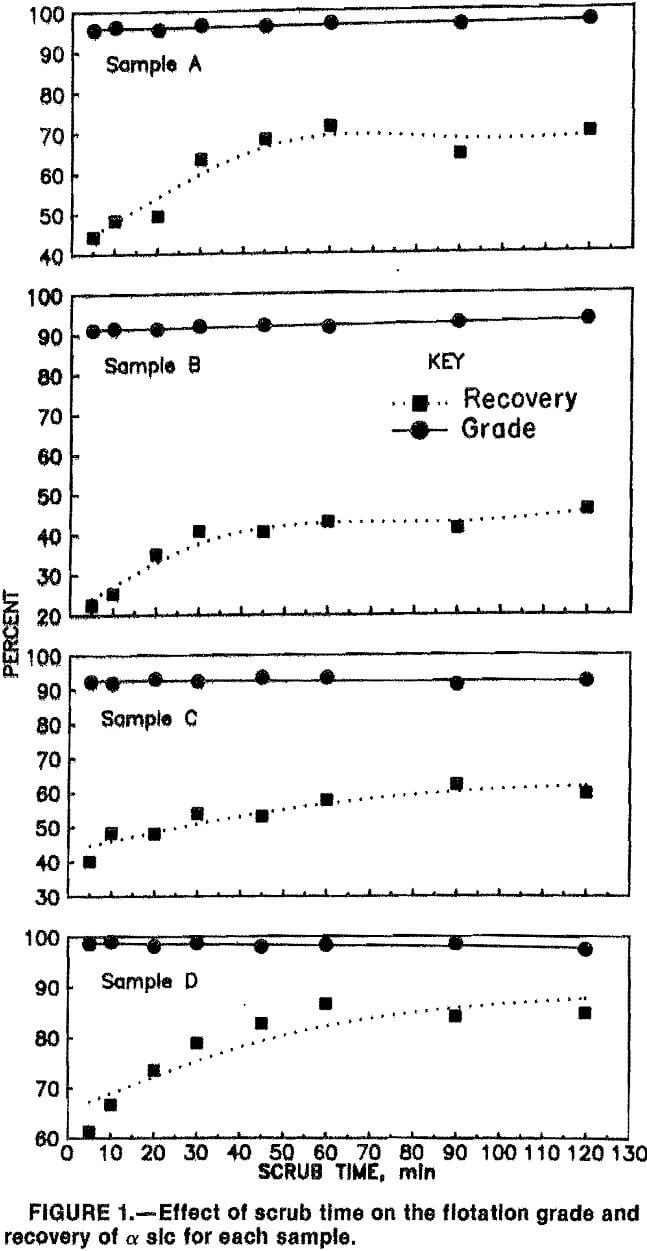
each sample were obtained by conditioning for 4 min at 40 pct solids using 2.0 lb of creosote per short ton of flotation feed as a collector, in combination with 3.0 lb/st kerosene as an extender. Pine oil at a rate of 0.15 lb/st was used as a frother at a natural pH of 9.0. Scrubbing for 5 min and desliming at 10 µm, followed by a rougher and two cleaner flotation stages of 4 min each, using the above reagent scheme, produced acceptable-grade concentrates from each sample. Grades obtained on samples A, B, C, and D were 95.5, 91.1, 92.3, and 98.6 pct, respectively. Attendant recoveries were somewhat low at 44.3, 22.5, 40.2, and 61.3 pct. Increasing scrub time had a marked effect on flotation recovery while affecting grade very little. To determine optimum scrub time, identical tests were conducted on samples scrubbed for 5, 10, 20, 30, 45, 60, 90, and 120 min. On each sample, recovery increased with increasing scrub time. Table 2 gives the .grade and recovery of each sample as a function of scrub time. Figure 1 illustrates these results. Table 3 gives the material balances for the
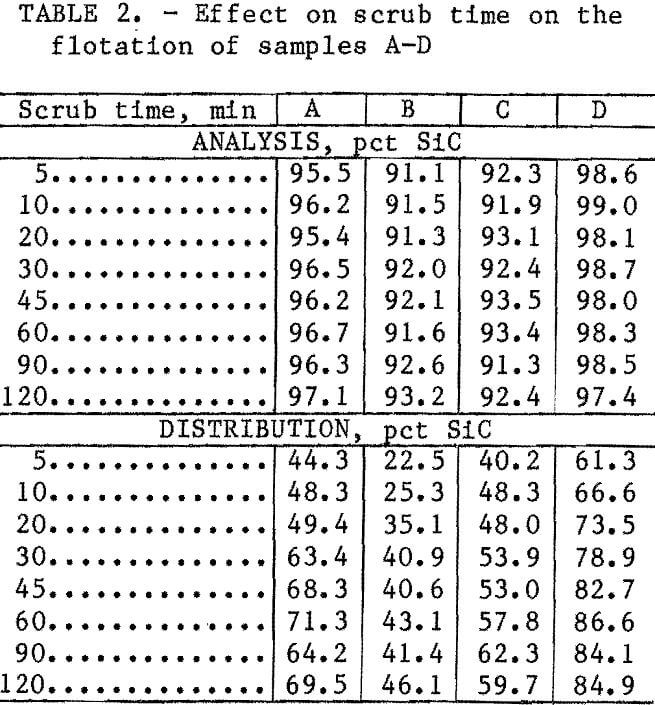
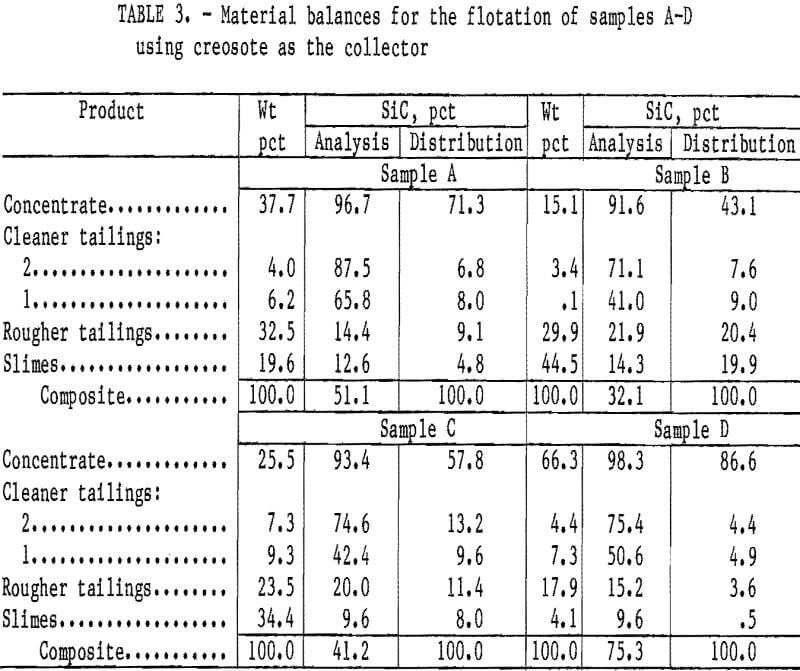
flotation of each sample following a 60-min scrub.
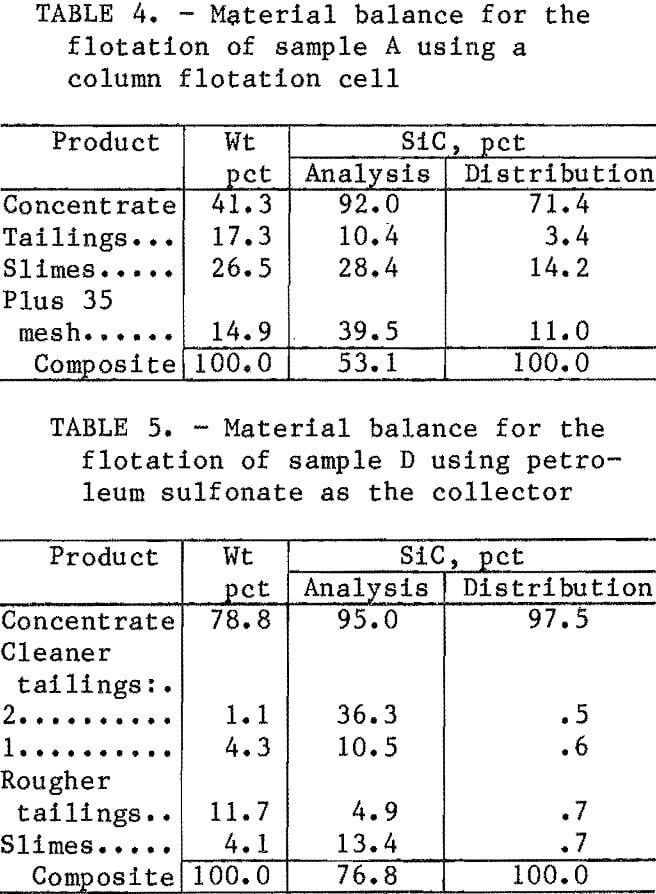
Single-stage flotation of sample A was attempted using a column flotation cell measuring 3 in in diameter and 18 ft in height. Prior to scrubbing, the plus 35-mesh material was removed from the sample. The sample was then scrubbed for 60 min and deslimed at 10 µm. Conditioning time was 4 min at 40 pct solids using 2.0 lb of creosote plus 3.0 lb of kerosene per short ton of flotation feed. The sample was floated for 5 min at a natural pH of 9.0. The resulting concentrate contained 92.0 pct SiC with a recovery of 71.4 pct. Table 4 gives the material balance for this test.
Flotation of SiC using petroleum sulfonate in an acid circuit also produced an acceptable concentrate from one of the waste granite products (sample D). The sample required scrubbing for 60 min prior to desliming for successful flotation. H2SO4 was used to lower the pH to 2.5. HF at a rate of 0.5 lb/st was used for silica depression, and 2.5 lb/st petroleum sulfonate was used as the collector. The sample was conditioned at 40 pct solids for 5 min. A rougher and two cleaner stages of 4 min each were used. The resultant concentrate contained 95.0 pct SiC with a recovery of 97.5 pct. Table 5 gives the material balance for this test.
Conclusions
Two flotation methods proved successful in recovering SiC from waste granite wire sawing sludge. Use of creosote as a collector in an alkaline circuit produced concentrates containing 91.6 to 98.3 pct SiC with recoveries of 43.1 to 86.6 pct.
Use of petroleum sulfonate as a collector in an acid circuit produced a concentrate containing 95.0 pct SiC with a recovery of 97.5 pct, from one of the waste granite products (sample D).
The Bureau of Mines conducted laboratory beneficiation tests on four samples of waste granite sludge to devise a method of recovering silicon carbide (SiC). Froth flotation using creosote as a collector in an alkaline circuit resulted in concentrates containing over 91 pct SiC from each of the samples. Recoveries ranged from 43.1 to 86.6 pct. Single- stage flotation of sample A using a column flotation cell produced a concentrate containing 92.0 pct SiC with a recovery of 71.4 pct. Flotation using petroleum sulfonate as a collector in an acid circuit resulted in a concentrate containing 95 pct SiC from one of the waste granite products with a recovery of 97.5 pct.