A very important factor in froth flotation is the use of surface-active chemicals to form a froth in which minerals or coals are retained, thus allowing for valuable component enrichment. Despite the importance of frothers, surprisingly little systematic scientific work has been performed with the goal of quantifying frother mechanisms and the influence of particle size on frother performance.
In terms of stability, a successful frother must achieve a delicate balance between allowing sufficient thinning of the liquid film between the colliding bubble and particle so that attachment can take place in the time frame of the collision and yet provide sufficient stability of the bubble/particle moiety to allow the weakly adhering or mechanically trapped particles of unwanted materials to escape with the draining liquid. A common feature of most commercial frothers is their heteropolar nature consisting of nonionic polar groups exhibiting hydrophilic character coupled with a hydrophobic non-polar hydrocarbon character.
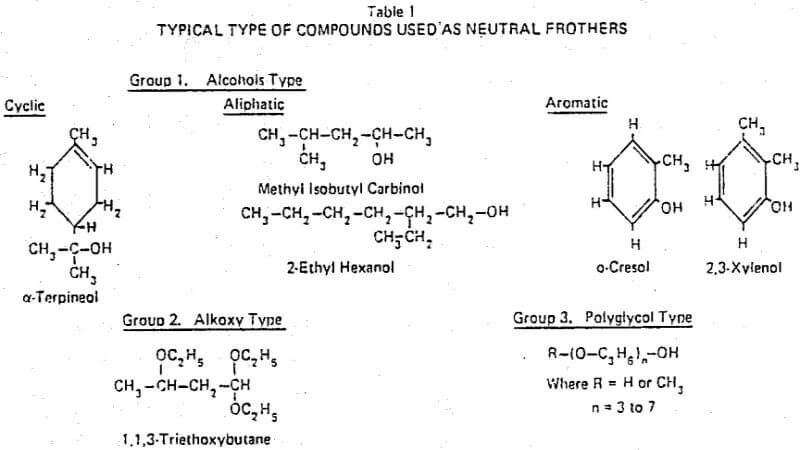
The primary category of frothers used in coal/ sulfide mineral flotation is the nonionic or neutral frothers that do not specifically act as collectors. The three main groups of neutral frothers are alcohols, alkoxy-type materials, and the propylene glycol ethers.
Experimental Procedure
The coal tested was a bituminous Pittsburgh Seam coal., which has been shown in numerous tests by many industry groups to be a good test coal for reagent evaluation and comparisons, as it exhibits very typical (average) coal flotation characteristics. The coal, as received, was passed through a jaw crusher and then screened through a 25 mesh sieve. The coarse portion was passed through a hammer mill.
The flotation machine used was a Galigher Agitair 3 in 1. The 3000 cc cell was used and was fitted with a single blade mechanized froth removal paddle that revolved at 10 rpm. The pulp level was maintained by means of a constant level device that introduced water as the pulp level fell. A 200 g sample of coal was conditioned in 2800 cc of D.I. water for 6 min. with the agitator revolving at 900 rpm.
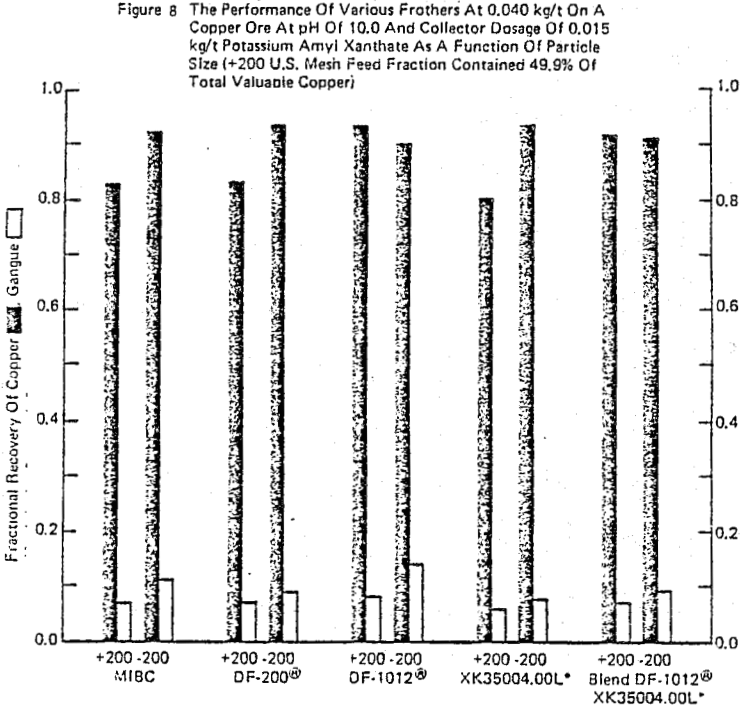
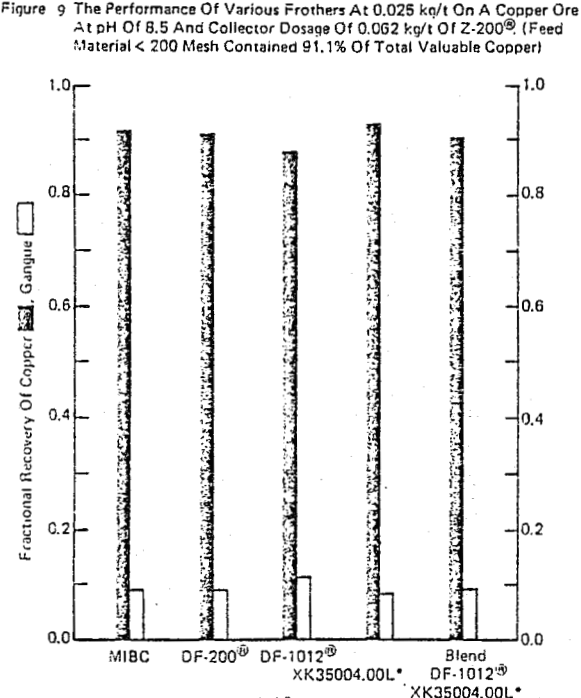
For the copper sulfide flotation experiments, a 500-g quantity of copper ore (chalcopyrite, previously packaged) was placed in a rod mill with 257 g of deionized water. A quantity of lime was also added to the rod mill, based on the desired pH for the subsequent flotation. The rod mill was then rotated at 60 rpm for a total of 360 revolutions. The ground slurry was transferred to a 1500 ml cell of an Agitair Flotation machine. The float cell was agitated at 1150 rpm and the pH was adjusted to 10.2 by the addition of further lime, if necessary.
Results and Discussion
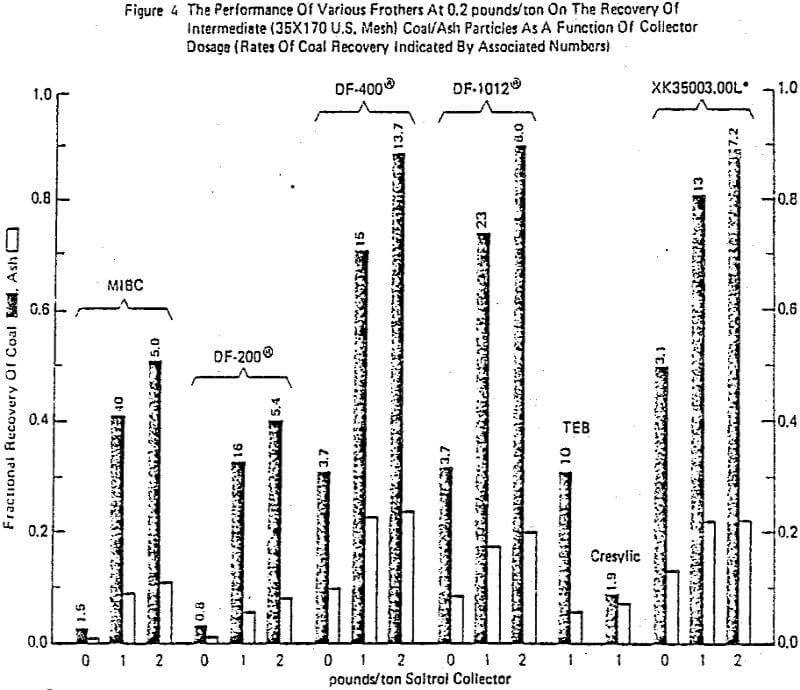
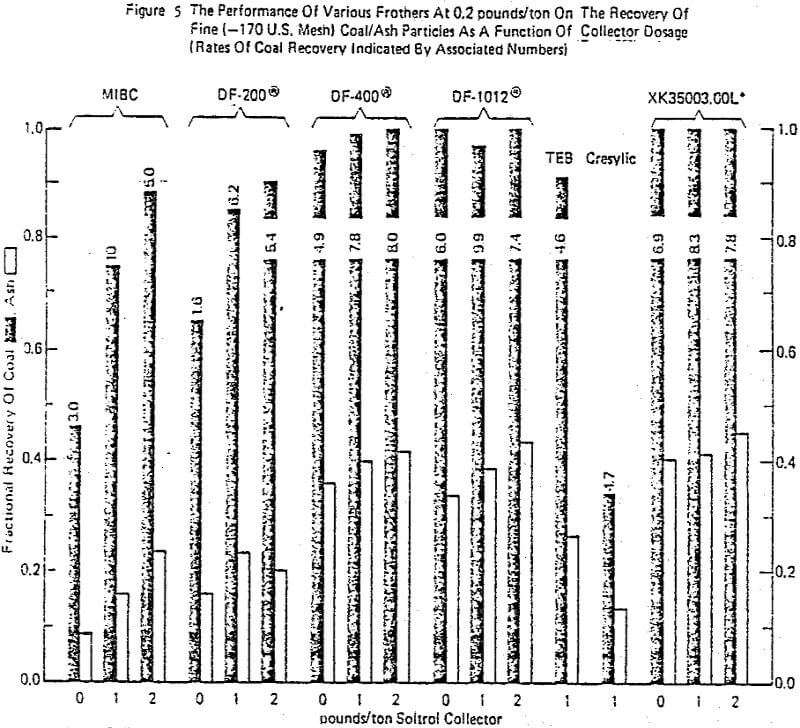
Following the experimental procedures out¬lined in the previous section, an extensive series of flotation tests have been run by the authors on various coals and sulfide ores, carefully controlling frother type, dosage, particle size, etc. While there has been testing reported on particle size/frother interactions in coal and mineral flotation.
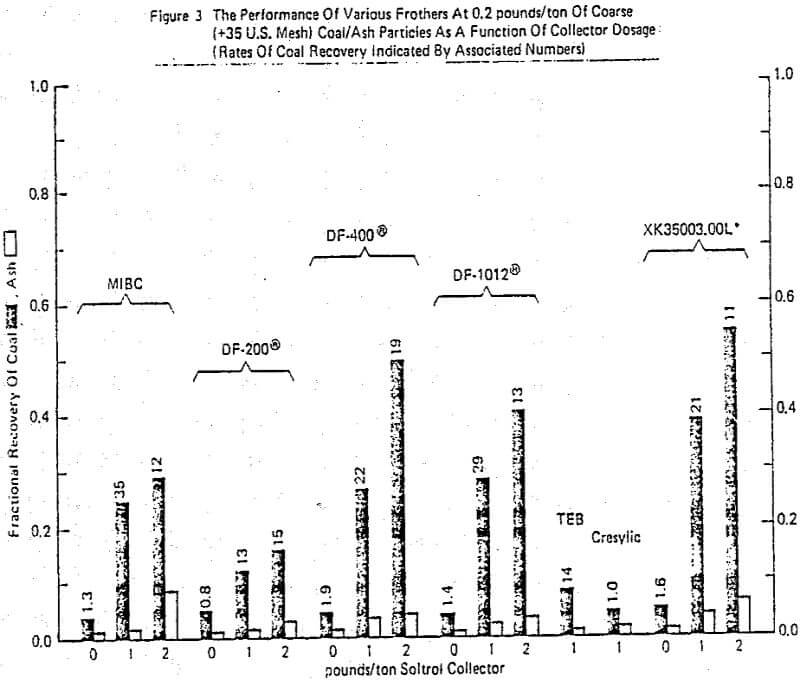
Several conclusions are obvious. The first is that increasing the recovery of coarse coal with any frother by increasing collector addition also increases ash recovery in roughly similar proportions. The second is the superiority of the higher molecular weight Dowfroth frothers and XK 35003.00L in floating coarse particles with the performance of MIBC, Dowfroth 200, TEB, and cresylic being rather poor.
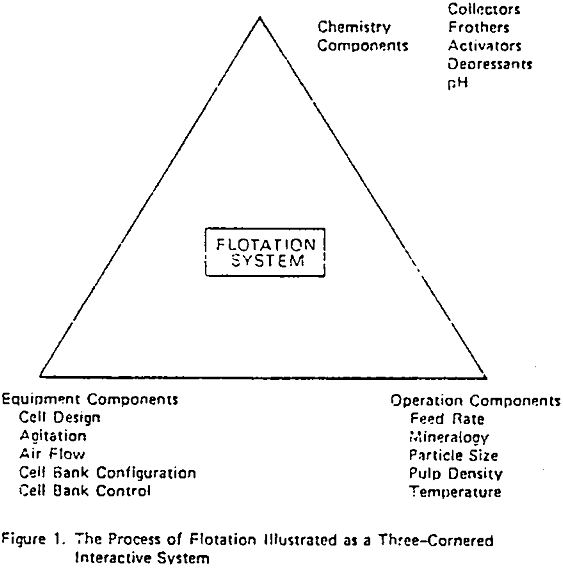
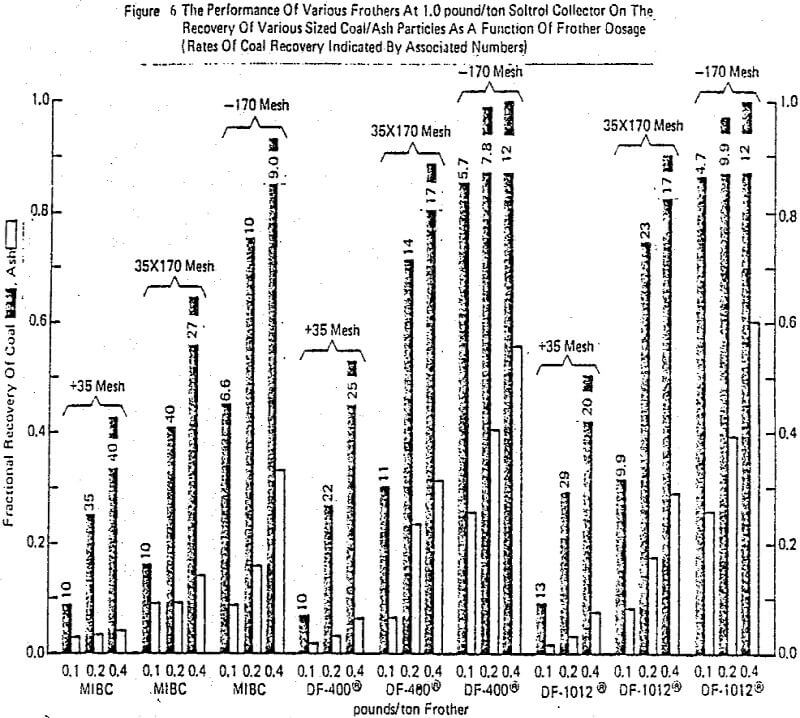
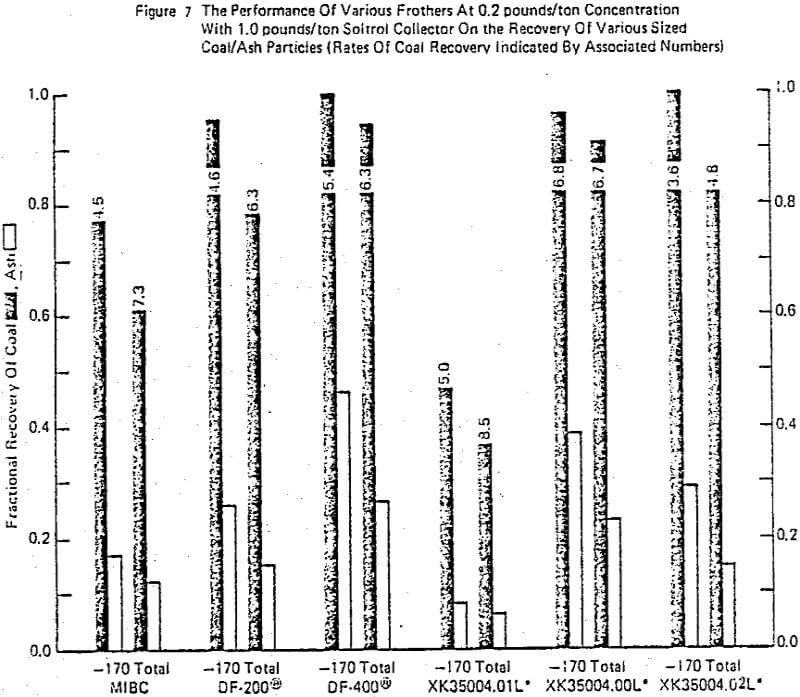
Frother performance is clearly linked to collector level and to the predominate size range of feed particles being fed to flotation. Even with the same coal run on the same equipment, moderate changes in grind and/or collector concentration can greatly influence flotation performance.
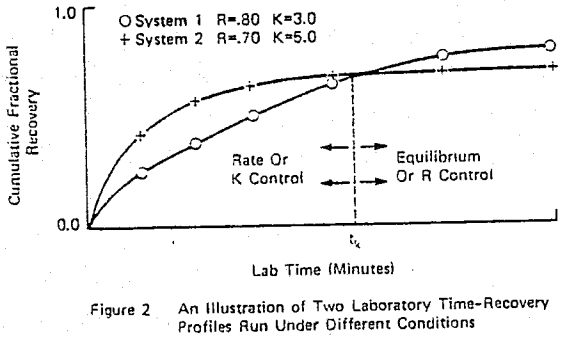
In this paper, some general performance characteristics of existing commercial and some new experimental frothers were presented as a function of particle size. While a complete scientific explanation of frother (and froth) behavior is not yet available, extensive flotation cell experience has led to the identification of a variety of frother types possessing a wide range of both recovery and selectivity characteristics as a function of particle size. The value of evaluating frothers based on appropriate time-recovery information and the performance trade-offs involved with the various factors of the flotation “system” were emphasized. In general, the importance of proper frother selection and dosage is underestimated in many industrial scale mineral/coal flotation systems.