
- To participate in the 911Metallurgist Forums, be sure to JOIN & LOGIN
- Use Add New Topic to ask a New Question/Discussion about Geology and Geometallurgy.
- OR Select a Topic that Interests you.
- Use Add Reply = to Reply/Participate in a Topic/Discussion (most frequent).
Using Add Reply allows you to Attach Images or PDF files and provide a more complete input. - Use Add Comment = to comment on someone else’s Reply in an already active Topic/Discussion.
Ore Blending (5 replies)
The unfortunate answer is to prepare blends that look like what the plant will see, which means doing at least some variability sampling. If the plant could possibly see 100% of ore One, then 100% of ore Two the next week, then you need to test them separately and find a circuit that works for both. If the mine promises that you always get a 45%/55% split of ore One/Two, then you can test that blend – if you believe them (hint - don't!).
I worked on a variability program for conceptual design of a Cu/Mo porphyry that involved 150 variability samples (batch-tests, 40% only rougher, 60% rougher & cleaners). The variability samples were chosen so that the ore grade proportions in the 150 samples matched the histogram of the grade proportions of the orebody. That means that if 10% of the orebody is 1%-2%Cu, then 15 samples (10%) where 1%-2%Cu, 23% of the orebody was 0.75%-1%Cu, then 35 samples (23%) had that grade range, and so on.
Once the variability suite was done, the results were analysed and the results were grouped into four or five domains – these samples had high Cu grade & recovery; these were medium-grade & poor recovery; and so on. From these domains, composites were created by mixing the remaining sample of each domain, then the composites were subjected to locked cycle testing and reagent optimization.
Cost of the program was about $5M in drilling to get the proper samples (there was a separate comminution program collected from the same drill core) and about $3M in laboratory work. This program intended to interpolate flotation recovery into the mine block model, thus the results of the150 samples got passed to the geostatistican. We could have done the conceptual design with fewer, larger samples (the five domains), but we wouldn't have known what the domains were without the variability work. You might be able to guess the correct number of domains and what controls the domains (e.g. alteration & lithology) and skip the variability program.
The best way to handle this is by using the weighted average. Given the grades and tonnage of the two samples, you can work out the ratio which will enable you get the grade you want.
Hi Charlie,
somewhere there is a set of design parameters for the process plant, as to the maximum metal it can recover. As he says the liberation rate and capacity of the mill dictate the maximum mineral feed. Exceed this and you will lose precious metals to tailings. You should do some laboratory test-work to see what the natural extraction rate is, and then feed the ideal mix to the mill. However, life is not quite that easy, you also need to know the rock hardness across the ore types as this can also lead to overfeeding the mill. Ask for advice from the mill senior staff, they've probably already done these tests several times.
Ultimately it comes down to the lowest cost or highest value of product (operating profit) consistent with sustainable mine life. This is something you as the Metallurgist have to work out with the Mining Engineers and Geologists and accountants.
It pretty much has to be a joint effort as each group has their own areas of expertise that often don't overlap very much. The Geologists know what's there, the Mining Engineers know how to get it out of the ground and in what order it will be mined, and the Metallurgists hopefully know how it will process in the plant.
Current economics play a part too. Nobody will admit it but everyone high-grades the pit in poor economic times just to survive, possibly at the expense of long term sustainability.

Are you trying to process "average" quality for process stability, tonnage, etc or are you blending to a target metal throughput or recovery? Take into account tonnes available of each component, grade, mineralogy, process amenability, possibly even hardness - as you don't want different parts of the process working ineffectively. Blending may not be the answer if you have material present that is uneconomic to process, e.g. low grade due to dilution. Maybe upgrade the low grade material first separately using sorting, etc. Use real time on belt elemental and moisture analysis to control blend performance - it is done routinely in cement plants in raw mix applications, copper ore feed to a leach circuit with a metal throughput constraint, and for iron and manganese ores - all in real time.
Usually the blending is done of R.O.M. based on chemical properties. If the subsequent operation is mineral processing (based on physical properties/surface properties) I feel blending does not serve any purpose .When these particles enter the process, each particle is "on its own" and would respond according to its size/shape/specific gravity/surface property. It does not look for its partner with whom we did blending to get an average.
I think https://www.911metallurgist.com/profile/Alex+Doll is the advise you should review carefully.
About ore blending & stockpiles:
Since the function of the stockpile is to act as an ore reservoir rather than as an ore processor, the action of forming a stockpile should have as little effect as possible on the material. Several undesirable effects are produced by discharging the material from too great a height above the stockpile. The most obvious is the fracture of larger lumps. It could be argued that this is beneficial when the process involves ore crushing; however, it is generally advisable to reduce the ore in a more controlled and predictable manner.
A more subtle effect of excessive discharge height is segregation of sizes in the stockpile. As material is discharged onto the stockpile cone, there is a tendency for the fines to remain in the center while the larger lumps roll down the sides of the pile. An additional effect is the tendency for lumps to carry further than fines in the discharge stream. This tendency accentuates the segregation problem since the fines are more likely to drop on the center of the cone while the lumps carry beyond.
Excessive discharge height can also lead to serious problems with wind blown dust. Aside from the difficulties this creates with environmental regulatory agencies, it should be remembered that this fine material was liberated from the rock and transported to the stockpile at great cost and therefore should be retained for further processing if possible. The most common means of controlling segregation and dusting when belt conveyors are used to build stockpiles are telescoping chutes, variable discharge heights and dust limiting operational procedures. These items are discussed under Stockpile Building Equipment below.
Although a stockpile system should maintain the homogeneity of the material fed to it, there are times when the feed material itself is nonhomogeneous. An example of this would be in open pit mining of copper ore. At one pit location, the ore may be soft and easy to grind, at another hard and very difficult to grind and at a third the ore may be an intermediate type. In order to provide consistent ore grindability and hence maximize output, it would be desirable to blend these types of ore into one uniform mixture for feeding to the mill lines. Although the three types could be blended by building up successive layers on a stockpile so that, when reclaimed, a more or less uniform mixture is formed, it would be more satisfactory to store the three types in separate stockpiles or separate portions of the same stockpile and reclaim each type simultaneously. This not only provides better blending but also permits variation of the reclaimed mixture by varying the reclaim rate of each individual type of ore. Of course, separate storage and ore blending is possible only if the different types of ore are supplied separately to the stockpiling system and if enough of each type can be stockpiled to last during the period that the other types of ore are being stockpiled.
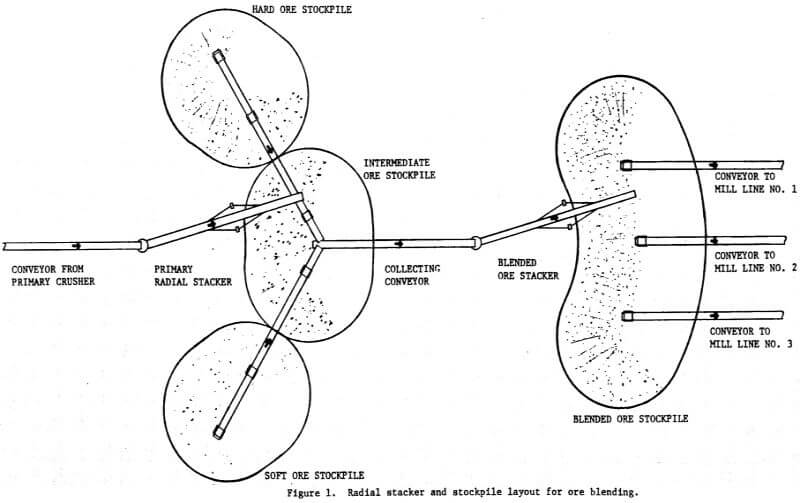 Above it shows a possible stockpiling/blending layout for feeding three mill lines. The primary radial stacker is swung to the appropriate position depending on the type of ore being supplied by the primary crusher. Variable rate feeders under each of the three primary stockpile sections are set to provide the proper mixture to the collecting conveyor.
Above it shows a possible stockpiling/blending layout for feeding three mill lines. The primary radial stacker is swung to the appropriate position depending on the type of ore being supplied by the primary crusher. Variable rate feeders under each of the three primary stockpile sections are set to provide the proper mixture to the collecting conveyor.
The collecting conveyor transports the blended ore to the second radial stacker which discharges the ore onto the blended ore stockpile. Variable rate feeders under the blended ore stockpile discharge onto the mill feed conveyors which transport the ore to the three mill lines. Although the blended ore stockpile can be reduced to a bare minimum or can even be replaced by a small bin, the more generous stockpile provides a larger reserve of ore that is ready to feed to the mill lines if a shutdown of any upstream equipment should occur. The larger stockpile can also store more excess ore if one of the mill lines is down for repairs.
Other situations in which blending would be advantageous:
1) The presence of several grades of ore. Blending here would provide a uniform mineral content which would aid in fine tuning the extraction process to attain maximum output.
2) The presence of an undesirable type of ore that could be processed but which would cause a reduction in overall output if it comprised too large a percentage of the mill feed. In this case the undesirable ore could be blended into the mill feed at a fixed percentage rate which would provide maximum output from the mill.
Hello guys,
does anybody know what variables are needed/ taken into account to establish an optimum ratio for ore blending? I'm blending two different Pb-Zn ROM samples (low and high grade).