Table of Contents
The Island Copper concentrator was designed to process 30,000 t/d of copper ore containing 0.52% Cu and 0.017% Mo with payable gold, silver, and rhenium values. Separate copper and molybdenum flotation concentrates are produced and currently sold to customers in Asia, Europe and the North America.
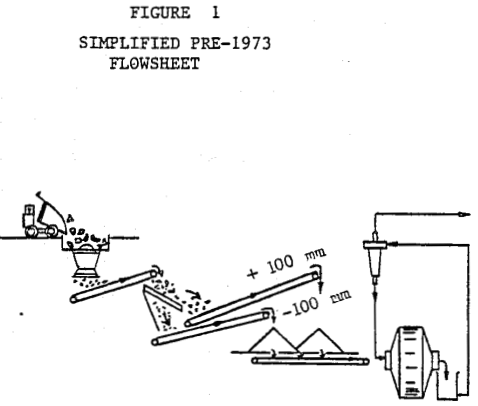
The comminution circuit as originally installed comprised single stage crushing followed by single stage, closed circuit, autogenous grinding. An average ore Work Index of 18.9 and a circuit product size of 70% -74 micrometers were established through pilot plant testing as suitable for design purposes. A 90% mill availability was assumed in scale up calculations.
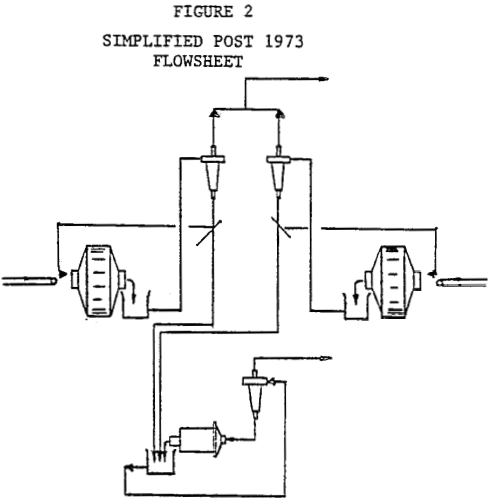
In response to performance below design capacity, the mills were converted to semi-autogenous operation within six months of start-up. (Mill structural specifications had been written to provide for this possibility). Modifications to the flowsheet were also studied at that time, culminating in a decision to install secondary grinding capacity sufficient to ensure that the design throughput was achieved.
Crushing Circuit
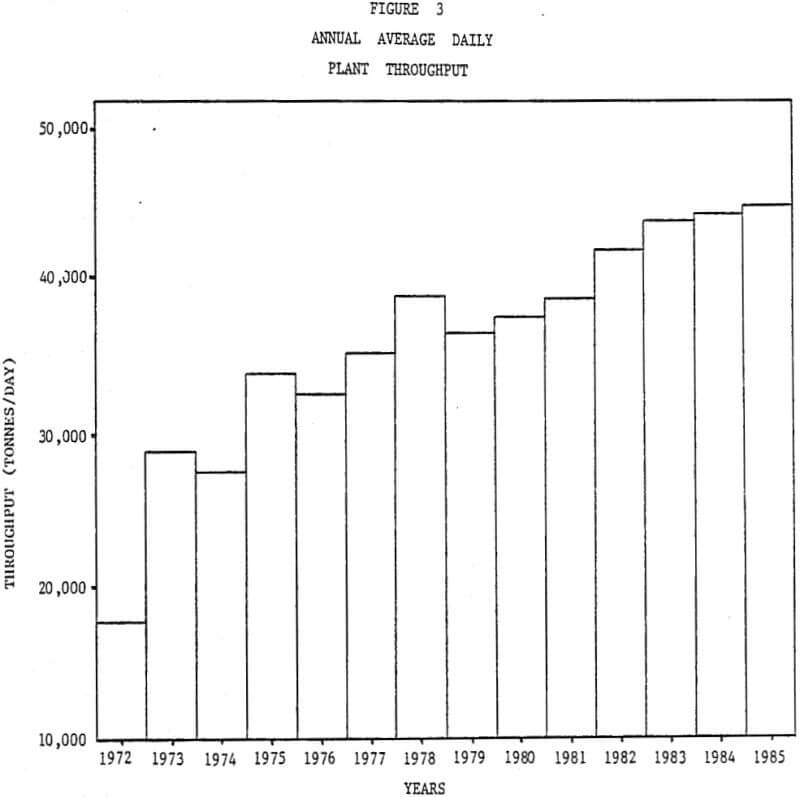
The original crushing circuit was designed to operate at a nominal rate of 2,800 tonnes/operating hour (t/h), 24 hours per day, with one shift per week scheduled for preventative maintenance. In the long term, operating to this schedule, the circuit capacity proved sufficient to match concentrator throughput as it was increased to 38,000 t/d. This corresponded to actual crushing rates typically between 2,400 and 2,700 t/h. In the short term, particularly during wet winter months when processing ore with a relatively high clay content, crushing circuit capacity would become a process constraint due to material build up at system transfer points. The major areas of concern in the circuit were the transfer chutes and grizzlies located in the screening plant. Severe grizzly screen blinding would tend to overload the coarse tripper conveyor drive, limiting circuit throughput to the maximum capacity of this drive which was approximately 1,800 t/h.
The new in-pit crusher/conveyor system was designed to discharge to the existing crusher circuit downstream of the screening plant, thus removing this process constraint from the flowsheet. The in-pit system comprises an apron feeder and 54 – 74 Kobe gyratory crusher mounted in a Krupp semi-portable crusher station, discharging to a series of movable and fixed conveyors which feed the stockpile trippers. The system was designed to deliver ore to the concentrator at a rate of 3,600 t/h, operating on the same schedule as the old system. This design rate was achieved shortly after start-up.
Grinding Mills
Preventative maintenance of the mills primarily comprises scheduled routine inspection of all mechanical drive and bearing components, cleaning of drive motors, lubrication oil filter and pump changes and protective instrumentation calibration.
As several drive gear failures have occurred at Island Copper, a gear washing and inspection program has been developed for early detection of incipient gear failures. All mill gears are currently inspected at a maximum of six month intervals. Initially, gear washing was a time consuming task which was undertaken post mill shut down. However, a solvent and hot water wash technique has now been developed for application prior to mill shut down. It has reduced post shut down cleaning time to less than fifty percent of what it was previously. Since mill relining is not normally possible when washing the gear because the mill requires continuous inching, the revised washing procedure has reduced the duration of PM shut downs when both gear inspection and relining tasks are scheduled.
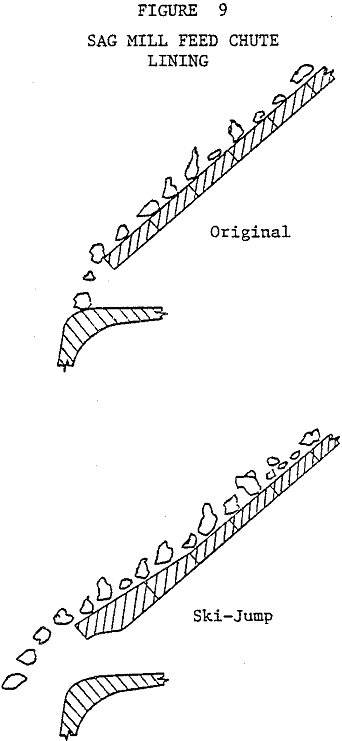
Trommel Screens: The original screens were 2.4 m long and were 1.90 m in diameter at the mill discharge trunnions tapered to 1.85 m at the outer ends. They are tapered to aid oversize return to the mills and were originally fabricated using 10 mm opening, wire woven screen cloth.
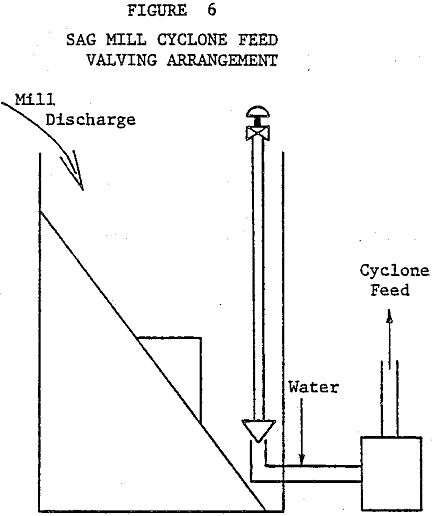
From the trommel screens pulp passes to the cyclone feed sumps. These sumps were originally a simple cylindrical design, 5.5m diameter x 5.5m high. On occasion, the design allowed coarse mill discharge to build up and slough into the pump intakes, leading to unscheduled mill shut downs.
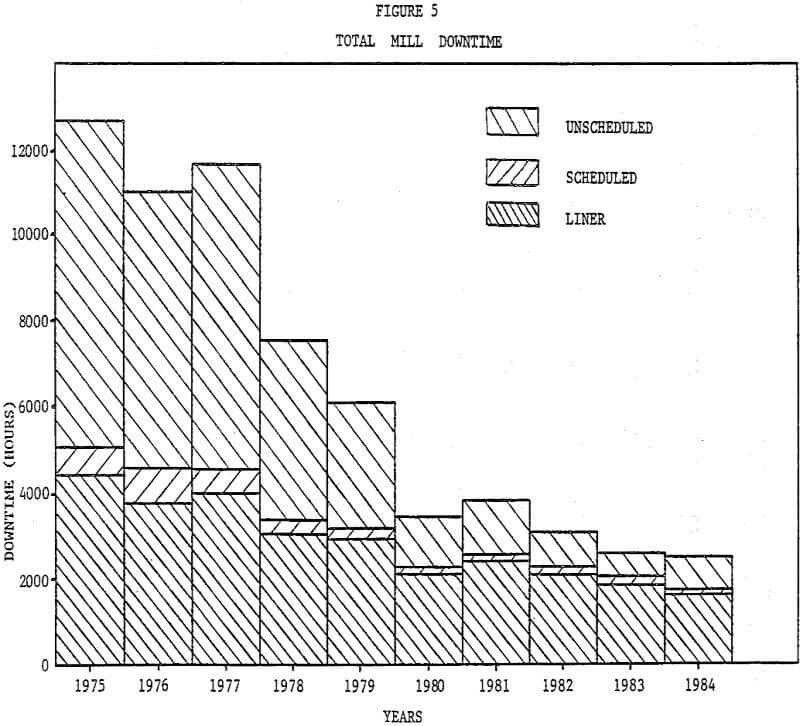
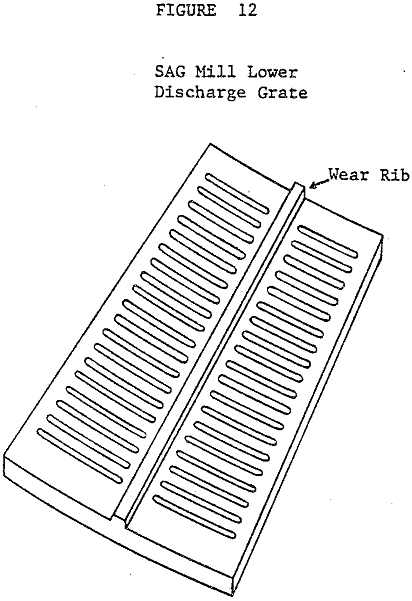
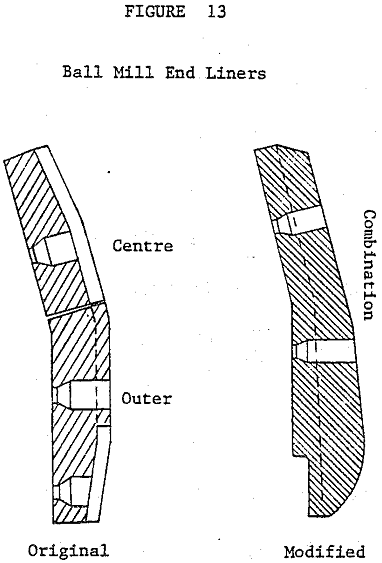
The original grates were designed with a flat wear surface. To increase grate wear life while maintaining the same slot open area, a 32 mm x 32 mm lift section was added. This relatively simple, low cost modification increased part life by 35% (from 5000 to 7000 hours).
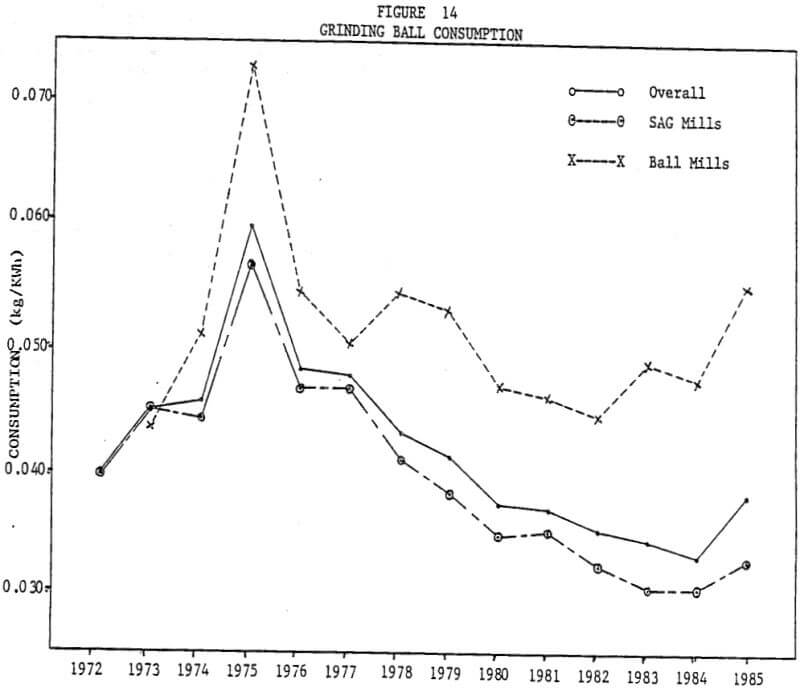
It demonstrates that media consumption has been progressively decreased. Factors contributing include refinement of ball charging methods, extensive testing of different sizes and types of balls and improvements in the quality of media purchased from suppliers.
Following the decision to add grinding balls to the autogenous mills, testing commenced to determine optimum make-up ball sizes, material compositions and percent of volume ball charge levels. Testing has been on-going. Ball sizes tested to date, alone and in combination, range from 38 to 128 mm diameter. Charge volumes have been varied from zero to ten percent, and a large range of cast and forged ball compositions from different suppliers have been tested.
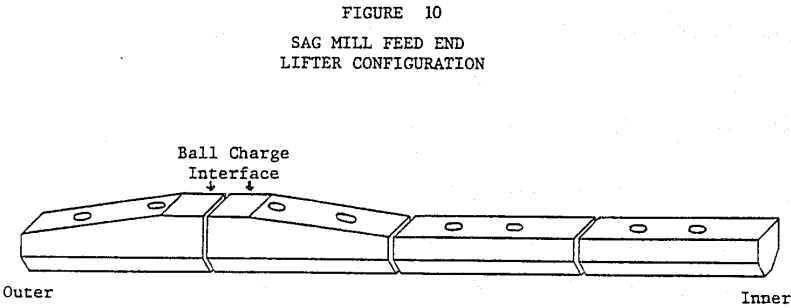
The ratio of 75 to 100 mm balls added to the primary mills is varied in response to sustained deliveries of either very hard, or very soft ore. The ratio of 100 mm balls is increased in the former case, and decreased in the later. Note that changes in grinding ball consumption rates observed are generally not measurable with ratio change, indicating that wear rates of the 75 and 100 mm balls used in this application are almost identical. Cast and high chromium content balls have been tested extensively in the primary mills, but have yet to be found cost competitive with standard forged balls. Cast 75 mm balls are competitive in the secondary mills, however, and are currently the standard used. A 50:50 mix of 75 and 100 mm balls is being tested in one secondary mill. After approximately one year of testing, a significant improvement in throughput, or reduction in ball consumption, has yet to be established.
Instrumentation And Process Control
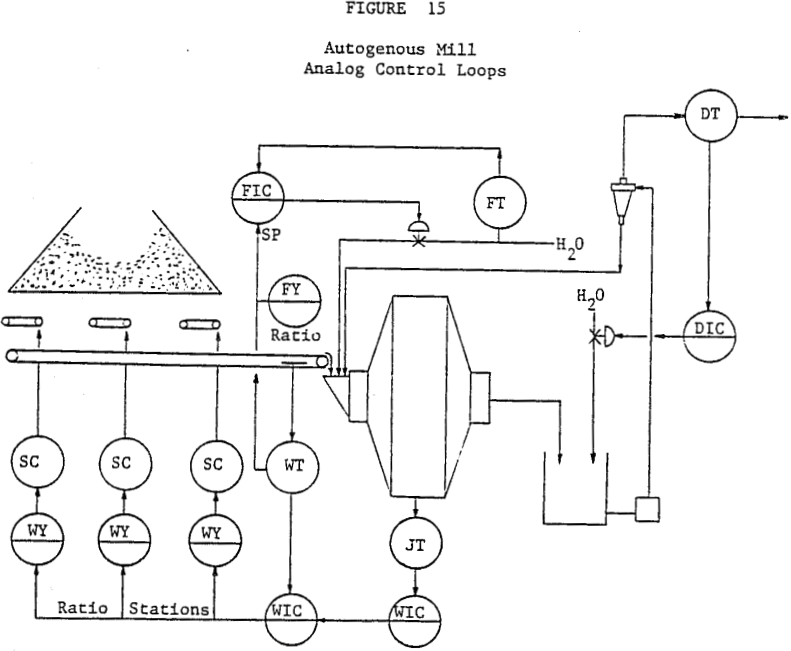
A central control room housing extensive panel mounted instrumentation for process equipment monitoring and control was incorporated into the original concentrator design. Analog instrumentation for automatic control of the autogenous grinding circuit was included, the basic control objective being to maximize the feed rate to each of the six mill lines while maintaining control of cyclone overflow product size.
None of these control loops proved to be effective as initially configured. The mill feed loop did not differentiate between decreasing mill power drawn due to improving ore grindability, and decreasing power drawn due to volumetric mill overload. As a result, the loop would initiate an incorrect control response when volumetric overloading occurred below the power set point, increasing mill feed rate when it should in fact be decreased. The mill feed water loop performed as designed, maintaining the new ore feed rate water addition ratio constant, however, mill pulp density did not remain stable due to the fluctuations in circulating load that occurred as ore grindability changed.
The back pressure developed in the mill hydrostatic bearing lubrication system was found to be a reliable indicator of mill loading. Used in conjunction with the power recording, a remote manual control technique was developed for regulation of mill feed rate and avoidance of overload conditions. A rapid off-line screen analysis technique was developed for determination of cyclone overflow product size, providing timely information for remote manual water addition control.
Mill density was calculated via a circuit material balance model which accounted for circulating load change, and was controlled to set point by regulation of the feed water flowrate. An optimization program was also incorporated which attempted to manipulate the density set point to increase mill throughput using a step search routine.
The mills were already drawing power to the 1.17 service factor rating of the motors (2,800 kWh), operating with 35% by volume ball charges. However, it was now known that installation of cooling fans would permit additional power to be drawn. It was proposed that the secondary mills speed of operation be increased. Calculations indicated a speed increase from 68.7 to 75.3% of critical would be required to take full advantage of the 1.25 motor service factor, equivalent to 3,000 kWh, that installation of the primary mill cooling fans had demonstrated to be practical. Although a conservative estimate of potential performance gain indicated very favourable economic indices, uncertainties as to possible increases in steel consumption and the effect on mechanical drive train components of mill speed increase led to the decision to initially speed up one mill only.