
- To participate in the 911Metallurgist Forums, be sure to JOIN & LOGIN
- Use Add New Topic to ask a New Question/Discussion about Grinding.
- OR Select a Topic that Interests you.
- Use Add Reply = to Reply/Participate in a Topic/Discussion (most frequent).
Using Add Reply allows you to Attach Images or PDF files and provide a more complete input. - Use Add Comment = to comment on someone else’s Reply in an already active Topic/Discussion.
High recirculating loads in Ball Mill Circuits (25 replies and 2 comments)

A related paper at http://www.metcomtech.com/cse/CSE-MiningEngineeringMag.pdf
I believe this to be the result of the inefficient nature of cyclones.
Screens have proved that circulating loads can be reduced to 100%.
Unfortunately most cyclones will report high percentages of fines back to the ball mill resulting in high recirculating loads. Applying a more efficient separation technology, circulating loads are not only reduced, but in many cases where multiple mills are installed, are idled.
I have extracted the following interpretation of Figure 1:
"With a CLR of 160% the circuit is close to 2.0 times more productive (efficient) than open circuit (0% CLR). Increasing the circulating load to 500% brings that value up to 2.6 times, for a further relative productivity increase of 30% (2.6/2.0 =1.30)."
By keep on increasing the circulating load, typically you reach a point where the mill is overfilled and milling efficiency decreases. thus, there is an optimum circulating load.
Figure 1 does not show this effect. Not sure if this is experimental or simulated data.
The reason for keeping the circulating load high is to keep the retention time low. The whole concept of Rob McIvor's method is "separate the fines soon after they are created". Running a low circulating load means you are running a high retention time, and a "fine" particle created at the "front" of the mill must be delivered to the end of the mill, and during the journey it is likely to be overground -- this is the inefficiency David is referring to.
I understand fully the need to run at higher circulating load.
I expect the mill capacity to decrease at some point as the circulating load increases.
Thus, I wanted to know from the link provided if data represented in Figure 1 are experimental or simulated?
A course at CMP this year showed the same chart as Figure 1, but listed the credit as "Principles of Mineral Dressing", A.M. Gaudin, 1939. I don't have that reference, but hopefully somebody has an old text in their library.
Actually Figure one comes from Gaudin’s 1939 “Principles of Mineral Dressing", where he refers to the work done by E.W. Davis who ran the test in a pilot mill at the Minnesota School of Mines in 1925. Davis manipulated the CLR in his pilot mill to demonstrate that as the circulating load increases the production rate of new fines also increases.
I had one of Davis paper:
Davis, E.W., (1919), Fine crushing in ball-mills, Trans. AIME, Vol. LXI, 250-295
It was one of the first paper to derive an equation of mill power (if I remember correctly).
I'll try to find more on these experimental results.
Data of mill capacity at different circulating load with corrections taking into account the variation of filling level are discussed in Austin book: Process Engineering of Size reduction.
Today, there are grinding circuits operating with low circulating loads due to more efficient classifier closing the circuit. Therefore, benefiting from a higher mill new feed rate and stable operational cautions on downstream process, since overground of the valuable minerals is drastically minimized. Therefore mill operators now have a choice on how they want to maximize the plant operation.
Guys, for you might enjoy using:
http://www.911metallurgist.com/blog/circulating_load_calculation_formula
and
http://www.911metallurgist.com/blog/ball-mill-circulating-load-formula
as well as reviewing http://www.911metallurgist.com/blog/ball-mill-circulating-load
Prof. Alban Lynch expressed an opinion on the use of hydrocyclones in closed grinding circuits: "the way they are used now is an absolute nonsense, with circulating loads in some cases of well above 200%. The future is high frequency screens". This has led, unsurprisingly to a few comments on the use of hydrocyclones and screens in milling circuits.
Prof. Lynch has been in touch this morning by email, and asks me to publish this short technical note, which he entitles Classification – the enigma in mineral processing.
An enigma is defined as a puzzling or inexplicable occurrence. The description fits the present position of wet classifiers well. We need to grind increasing amounts of low grade, harder ores to meet the demand for metals so the expenditure on mills and understanding breakage is high. Classifiers can limit circuit productivity by 10% or more yet there seems to be relatively little expenditure on ensuring that size separation in classifiers is accurate and efficient. Knowing the past is the starting point for doing better so I will briefly review the story of cyclones and size separation.
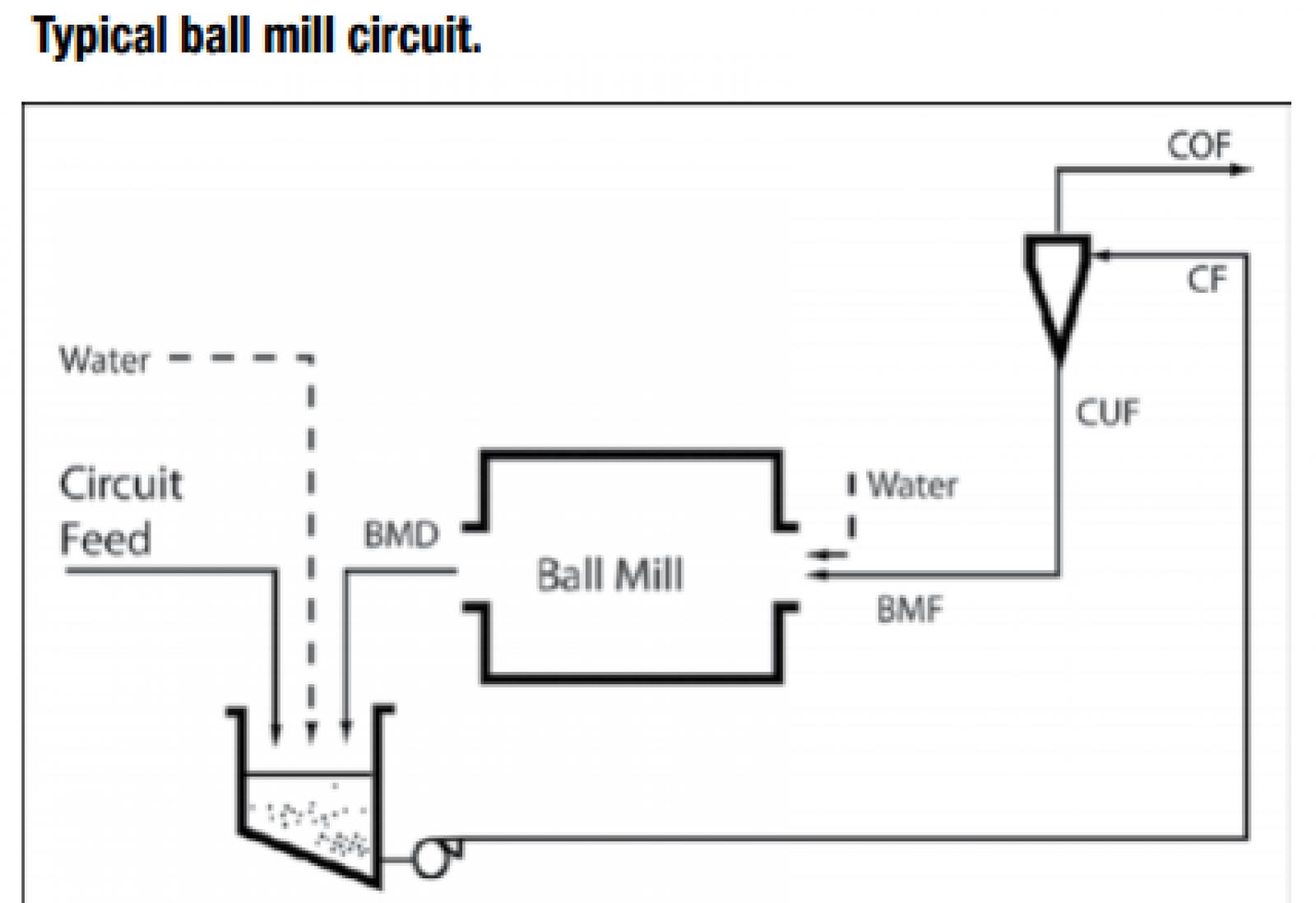
Cyclone classifiers have been used in dry and wet grinding circuits for decades. The hydro-cyclones used in wet circuits are small, inexpensive, easy to operate, and handle changes in throughput without difficulty. Their disadvantage is that their separation characteristics are poor and they can produce recycling loads up to 400% although the particles which require regrinding may comprise only a small fraction of this. These high loads limit the capacity of mills to grind new feed and reduce the sharpness of the split, both of which may be costly. The problem occurs in both dry and wet processes and the different approaches used in the cement and ore industries to operating centrifugal separators will be discussed.
Surely there is a limit to the particle size one can use high frequency screens for? In dry applications I would guess the limit is around 200-300 microns if you have a dry enough product, but I would be very interested to know what you guys think is the smallest one can practically screen at in dry and wet applications.
At least part of the preference for hydrocyclones lies in the high throughput of modern concentrators. When you are processing 200 ktpd and grinding to a P80 of 200-300 microns with 200-400 % recirculating load in a grinding section, it would require a lot of screen area and there are related wear and maintainability concerns.
Looking at mineral processing over the last century once could critically see much of the development in comminution, flotation, solid-liquid separation as being a case where the application as technology (including equipment sizing, flowsheet designs and other developments) has lead science, i.e., the practice of engineering where much depends on people-/team-related work. For us to ignore this aspect re pioneering and application is missing a major component of how mineral processing adds value (both from knowledge and economic perspectives).
Thanks again to Dr. Lynch for the pioneering in this arena and demonstrating industrial operations are important sites for research work & that it is possible to do meaningful work at industrial operations.
I see a combination of screens and cyclones required for optimal performance. The simplicity and high capacity of a cyclone make it ideal for large scale operations, however we must scalp gravel out of the feed to a cyclone to avoid spigot blockages which could have disastrous consequences, placing a screen ahead of the cyclone to scalp out gravel from a cyclone feed is an ideal situation.
But the biggest advantage of a cyclone (if designed correctly) is its ability to reject coarse gangue, thereby increasing throughput and reducing grinding costs. Don't grind what you don't need to grind!
I think you will find that Prof. Lynch was referring to cyclones in closed grinding circuits, where the underflow is fed back into the mill, rather than being used to reject coarse gangue. By rejecting coarse gangue are you confusing hydrocyclones with dense medium cyclones?
Agreed that cyclones are low capital and minimum space occupied machine in Concentrators.
1. Worked in pb-zn concentrator with mcnally mills in combination of krebs 15 hydro cyclones, tried with 62.5 mm spigots and varied with vortex finders dia ( 145 to 160 mm) and slurry densities. The results were 14 -17% under cut size material reporting to HC underflow and there upon generating fines and eating up grinding rate of circuit.
2. worked for commissioning of chalcopyrite flotation plant at Mosabani and upon detailing the tailing found that the below 15 micron particle are having copper value three times the average copper value.
This plant was also having mcnally mills in combination with screw classifier.
Post to these observation want to know the quantum of advantages of inducing a wet screen (may be derrick depends suitability in accordance with cut size) underneath hydrocyclone to divert below cut size material from hydrocyclone underflow to the flotation section. This will have reduced volume also.
Request to share results if there are installation in industry of this sort please.
There has been much analysis and discussion in the past of the relationship between classification efficiency and grinding circuit performance (e.g., see list of articles by Hukki below). The challenge remains -- finding effective solutions. Some of the alternatives identified and investigated include use of two-stage cyclone classification, use of screens, combining screens and cyclones, etc. Unfortunately, solutions for dealing with the high throughput operations remain. It is great to see the activity in this area & will be even better to see development of solutions which are acceptable from both capital and operating cost and operational considerations.
Hukki, R.T. and Eklund, H., The relationship between sharpness of classification and circulating load in closed grinding circuits, Trans. SME, vol. 235, Sept., 1965, 265-268.
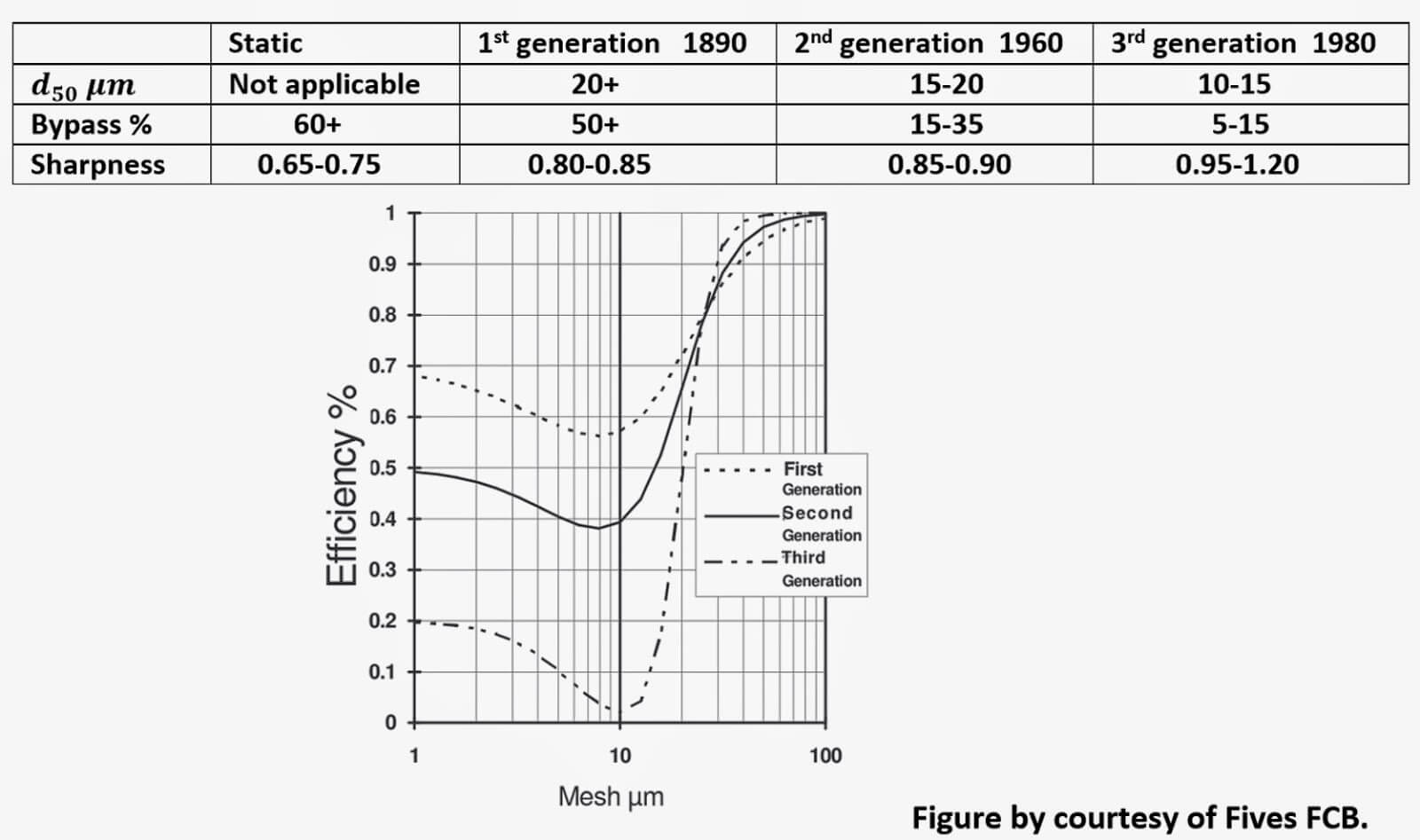
This article presents a simple arithmetic derivation for the relationship between sharpness of classification and circulating load, as well as world-wide industrial data which are compatible with the derived equation. It is shown that the sharpness of classification decreases with increasing circulating load. Based on the evidence available a comparison is presented between the performance of the present-day hydraulic classifiers.
Hukki, R.T., An analysis of mill and classifier performance in a closed grinding circuit, Trans. SME, vol. 238, Sept., 1967, 233-239.
The purpose of this paper is to present an analysis of the unit operation of grinding and the circulating load, of the unit operation of classification and the circulating load, and of the two superimposed into one operation to clarify the overall trend of events relating the circulating load to the capacity of the closed circuit grinding system, to the specific surface area of the final fine product, and to the energy consumption in the closed circuit grinding process.
Hukki, R.T. and Allenius, H., A quantitative investigation of the closed grinding circuit, Trans. SME, vol. 241, Dec., 1968, 482-487.
Hukki, R.T., Fundamentals of the closed grinding circuit, e&mj, April, 1979, 102-109.
In a grinding circuit, to reduce the circulating load, the better idea is to replace the cyclone with higher efficiency. Make sure that your cyclone does not separate lower than required liberation. you may be able to replace that with the one of coarser classification, so circulating load decreases and you need lower pump size, however the pump will be variable speed ones.
You have a high circulating load relative to your specific degree of final product size that you want. It comes to look into your efficiency of mill and classifier. Then the pump has to be bigger to accommodate both your classifier mass flow at same time maintain fresh feed mass flow, which is your production capacity.
The ball mill has higher circulation load, it generates only 30 -35% of actual fines you require to be called as product. If your product size needed is 100% passing 45 micron, then the ball mill total discharge material will contain normally 30% of 45 micron. The rest is oversize which has to be ground again. When this load is passed to classifier you may get only 20-25% product, the bypass of 5-10% (R45) comes back to mill as rejects. Therefore you see 70/30 = 2.09 times of fresh feed. When the fines generated by mill decrease below say 20% then circulation load is 80/20 = 4.0 times the fresh feed. To get the fines you have to size the pump as per this rule.
Interesting article, however it would make sense to publish some simulation when increasing the circulation load vs. the production increase or the increase of Energy, to therefore asses the optimal trend and mill's efficiency limitations BR.
Already tested in an open circuit? If you have a mill on a pilot scale (continue) may bring a surprise!
The system handles both the mill inefficiency and the classifier inefficiency, and that is represented in an equation that defines the circulating load. As the efficiency of the classifier is a direct function of % circulating load, this can vary enormously and it will not affect too much the final function of grinding (F80, P80, W), but will only increase the pumping and a bigger influence of the hydraulic system over the performance of the mill itself.
The problem is the paradigm of designers, supported by manufacturers that scale hydraulic circuit (pipes, pressures, flow rates) to a point where you are without option.
The best circulating load is one that does not exist and, if any, should be minimal and very steady not to generate "self-disturbances" in the relation of feed / discharge at the milling system.
High circulating load is common in both reverse and direct ball mill grinding circuits. Why? Because the ball mill closed circuit is the last stage before separation. Cyclone overflow should be clean of coarse particles. About the big pump, it’s one of the most important equipment when you are going to increase your capacity. It’s always a limitation unless you have thought of it at the beginning of plant designing.
You have to investigate what cause high circulating load there are several factors that may cause your circulating load to go high.
•Water in the system
•Cyclone pressure
•Charge balls
What is "high" in terms of a re-circulating load? In my experience, from 200-350% re-circulating is "normal" for a closed circuit ball mill (reverse or direct). The selection of the hydro-cyclones, pumps and piping sizes all go hand in hand with mill sizing selection.
Perhaps the most critical thing is selecting the hydro-cyclone vortex finder to ensure the cyclone overflow is clean.
Pump static head and therefore mill elevation and plant layout are absolutely critical, and should be done at the very first design phase. Pump size is largely determined by this and the required throughput (volumetric slurry flow).
Mill filling, media type (hardness, wear rate, composition) liner design, pebble ports, trommel / screen apertures all affect the re-circulating load.
Actually with the re-circulating load of about 250-300%, your operations are fine on the ball mills. You only experience high re-circulating loads if there is a change in the material being treated meaning the Bond work index tends to be higher for the new material. If the new material has a high bond work index then you have to revisit your design criteria as well as the throughput. There is no point to push more then you fail to get your required P80=75um etc.
Why do ball mills have such high circulating loads?
The ball mill grinds. The cyclones separate. But the pump neither grinds nor separates.
So what is the purpose of having such a big pump to maintain high circulating loads in our grinding circuit?
A recent grinding bulletin addresses this question from the perspective of Classification System Efficiency (CSE). Simply put, CSE is an emerging efficiency metric that is equal to the percentage of 'coarse' material in the ball mill, and thus also equal to the percentage of useful ball mill power.
http://www.metcomtech.com/grindingbulletin4.php
https://www.youtube.com/watch?v=NmAoVMCZ5d8