
- To participate in the 911Metallurgist Forums, be sure to JOIN & LOGIN
- Use Add New Topic to ask a New Question/Discussion about Grinding.
- OR Select a Topic that Interests you.
- Use Add Reply = to Reply/Participate in a Topic/Discussion (most frequent).
Using Add Reply allows you to Attach Images or PDF files and provide a more complete input. - Use Add Comment = to comment on someone else’s Reply in an already active Topic/Discussion.
Minimum thickness for rubber liner in ball mill (7 replies and 1 comment)
Hi Ibrahim, thanks for the photo. A great help for us to help you.
A few more details to allow those familiar with ball mill rubber lining to better guide you:
- What is the current wearlife of your liners?
- Do you change all at once or do to lifter only at halflife & lifter/plate later?
- What is you ball size?
- On your 1000 HP motor, what is the typical power draw you operate at?
- Lastly, please confirm the centerline to centerline distance of each lifter bar?
Use the Social Share Bar on the Left. Tell everyone you can about https://www.911metallurgist.com/metallurgy/ It's FREE & GOOD.
Hi David,
-My question is also about wearlife of the liner...I want to know when I should change them because this is the first time we run with this ball mill.
-The idea is to do all at once because we need a long shutdown.
-The ball size is 80mm
-The typical power is 620kw (about 830HP).
-The centerline distance of the lifter bar is about 450mm.
Many thanks
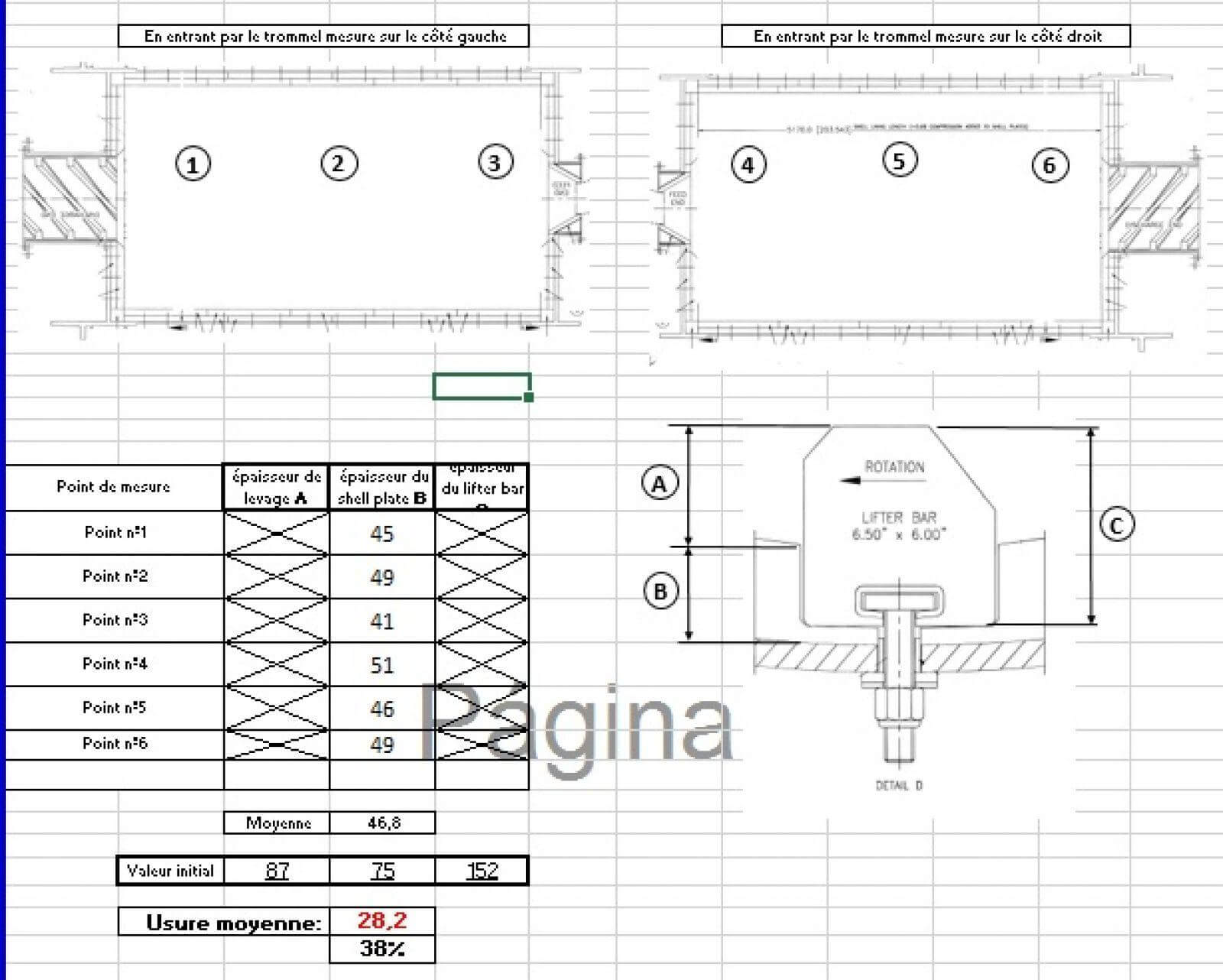
How long have you being operating on this shell? Have you measured the plate thickness before at other times or is this the first time? Did you survey the mill shell plate at various places? The 45 mm you tell us about; where is this at in the mill? Is 45 mm the thinnest spot you found? The wear rate and plate thickness will vary from feed to discharge end of the ball mill.
You appear to have just 50 mm of effective lift left for those 80mm balls. What F80 do you feed the mill at?
Once the charge starts to spill, rubber will melt away fast. Do you have your replacement liners at minesite already?
Is this an overflow ball mill?
Please review all my questions and try answer them all for best support. Thanks
https://www.911metallurgist.com/blog/mill-liner-profiler-tool
Use the Social Share Bar on the Left. Tell everyone you can about https://www.911metallurgist.com/metallurgy/ It's FREE & GOOD.
Ok. Good job on data acquisition. About F80, I was asking what size materials do you feed your mill with?
Now, your rubber shell is already at half life. My views are you can run as long as you do not have exposed shell. Running and operating efficiently as different topics. You may 'run' while operate inefficiently if the charge slips excessively. As far as just running, my formula has been:
Time@which shell is exposed - enough time to plan an organized shutdown + 5 mm safety margin = Terminal Plate Thickness.
I do not think you have more than 3 months (maybe less) left to your shell plate before it perforates.
Your thinnest area, as expected, is at the feed-end with 41mm. That's 7mm/month while the shell had good lifters. 15mm on the plate is red alert. This leaves you 26mm to operate with = around 3 months assuming linear a wear rate, which it is not.
You need to order new liners now and monitor the mill for hole formation.
Looking at the whole picture, you may want to increase your lifter bar height a little (not now) on the next order (in 9 months) by maybe 15-25mm to increase your life another 3 or so months.
Holing of the shell plate will take place in the middle of the liner (red arrow below), not near the lifter-bar. Looking at the photo, we can see the valley... 2 months?

You should get in the habit of profiling your liners monthly from now on. Do this from birth to cradle.

I'd love you read what others think/suggest on this topic.
Use the Social Share Bar on the Left. Tell everyone you can about https://www.911metallurgist.com/metallurgy/ It's FREE & GOOD.
Dear Ibrahim, your answer is actually very easy, what David say is most valid. However, you see, what I do for a living and have done so since 1980 is to design , manufacture and these days monitor the wear reliability of liners. You see the most critical factor when selecting the lifer height and the rubber thickness is the A: B factor, this concept goes to the very foundation of polymer liner design and started in the 60 with Skega and Trelleborg in Sweden.
You can run your mill with whatever and do whatever there are three things that will be effected and liners are designed to address one or more or all the concerns
when designing a liner you can have a lining that will deliver
- optimum life - this is only ascertained over time
- optimum grinding efficiencies - check the mill power draw
- 1 and 2
now to the very foundation of grinding - why your mill liner supplier has failed to address this with you is beyond me though
anyway - get a tin , empty and 1/4 fill with glass marbles, holding the lid and the bottom between your palms move the cylinder in a circular motion , so the marbles inside will pick up momentum and spin around the outside and stick there --- there you go - NO or less liner thickness = use of a lot of power with no grind - do you want that ? Change the liners , in that case
Ball mills grind with the cascade trajectory with the balls landing on the toe of the kidney and the grind is determined by the size of the area of the three full balls held together, that is why you add a mix of ball sizes , if you send me an email, I will send you a form, if you fill out the form, I will send you when to change out the liners
Hello,
We measured the thickness of sheet plate and lifter bar rubber liner in a ball mil for a gold mine to estimate when we have to change them.
What is the minimum thickness of sheet plate to preserve the drum of the ball mil? And what is the minimum thickness of lifting profil of the lifter bar to have an eficiente grinding?
It is a POLYSIUS ball mil with 3.2m diameter x 5.25m. The rubber supplier is POLYCORP. We grind about 4500t/day of wet product with a 1000 HP motor.
Enclose the drawing of the liner. Thank you in advance for your help.