Table of Contents
Although hydraulic mining was introduced in the United States before the turn of the century, it has not gained the degree of acceptance found in other countries such as Russia, China, Germany and Canada. The hydraulic mining research program, which was initiated in 1958 by the Bureau of Mines and the subsequent research by other government agencies, industry and universities, has provided much of the basic technology required to spur the development of these methods into a viable extraction alternative.
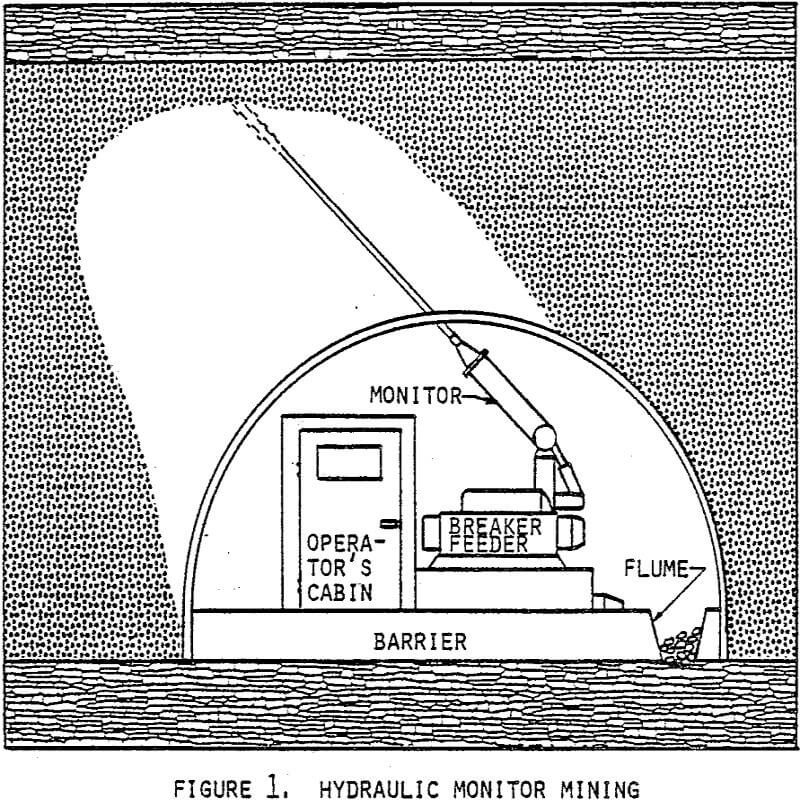
Hydraulic Monitor Mining
Since 1958, the Bureau of Mines, the Department of Energy and other government agencies have funded more than a dozen programs to investigate the potential of hydraulic monitor mining. The coal particles are washed from the face to a trough for fluming to a collection point. Oversized particles are directed through a breaker and then into the troughs.
In the first full scale production operation, Storm King is planning to mine from two parallel seams, 6.6m thick by 13 m wide. The annual production per panel is predicted to be one million tonnes. Capital expenditures are predicted to be one-half that required for a similar conventional mine.
In the People’s Republic of China coal production is 640 million tonnes per year with only about 1½ percent being mined by hydraulic methods. The largest hydraulic mine at Lu-Cja-To in the Tang-Shan province produces 9000 tonnes per day. This mine uses blasting to fracture the coal and low pressure (4200 kPa) monitors to wash the coal down steel-lined flumes.
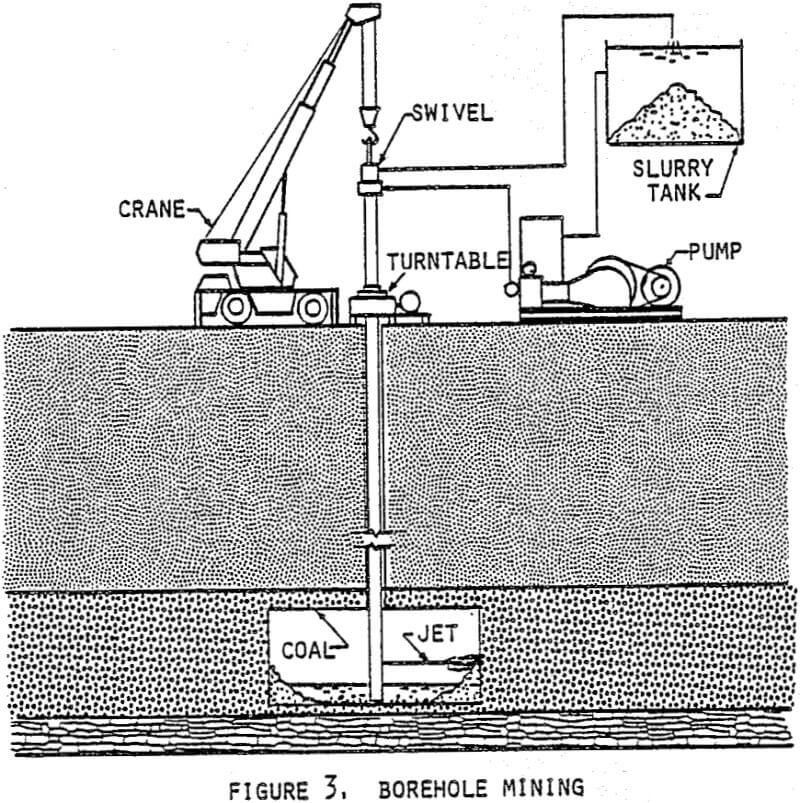
Hydraulic Borehole Mining
From 1975 to 1982 the U.S. Bureau of Mines and the Department of Energy funded a program to develop a manless mining technique that accessed the coal seam through a 400 mm borehole driven from the surface. A high pressure water jet issued from the mining tool, hit the coal with sufficient force to cause it to fragment, then washed it from the mineral face to a sump area. An ejector pump at the bottom of the mining tool took the coal slurry from the sump and pumped it to the surface for further processing.
Since the very earliest tests of the borehole system, it has been obvious that a second generation tool should have independent movement of the jet cutting nozzle. In the original configuration, the distance between the cutting nozzle and the tool inlet was fixed. Therefore, as the cutting nozzle was moved up and down to ream the borehole cavity, the slurry inlet was often moved away from its optimum location or even completely above the cavity water level. This resulted in a significant loss in average mining rate, especially for minerals whose production was limited by the slurry pumping rate.
A commercial borehole system for mining uranium sands was developed by Flow Industries for Rocky Mountain Energy Company. The mining system consisted of a mining trailer which carried and controlled the mining tool and a pump trailer which supplied high pressure water and received the slurry. This unit was equipped with an independent movement of the cutting jet, however, the inlet crusher was not required since it was intended for the mining of unconsolidated uranium sands.
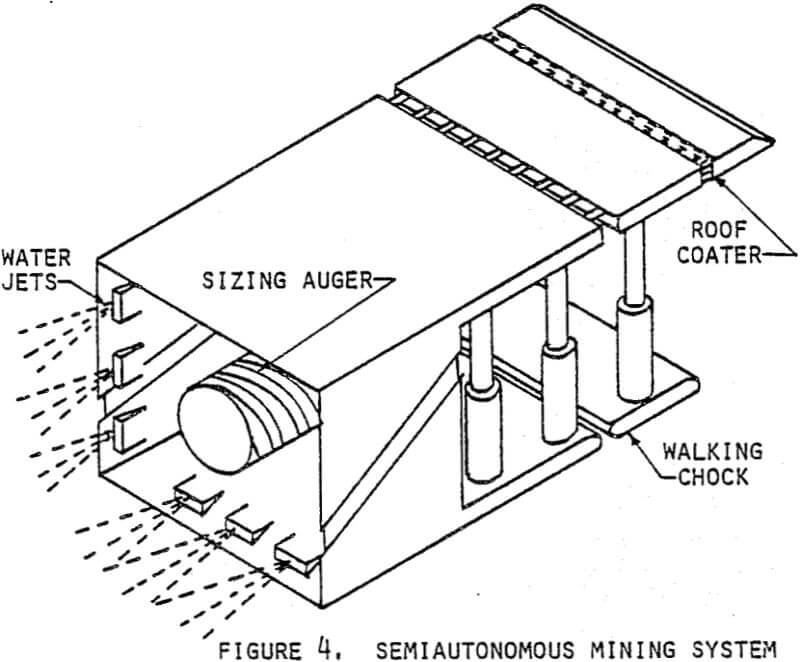
Semiautonomous Mining System
In 1981 the Department of Energy awarded the Jet Propulsion Laboratory (JPL) a contract to design a coal mining system that would integrate a number of the most promising innovations that have been developed for mining systems in recent years. The innovations chosen were the following:
- Water jet cutting
- Automated roof bolter
- Walking chock supports
- Coal slurry transport
- Auger feeder-breaker
- Concrete extruder for roof coating
The mining system would be made up of a number of modules shown in Figure 4 depending on the width of the entry. High pressure water jets would cut the coal from the face and wash the particles into an auger feeder-breaker that would size the particles to form a coarse slurry, which would be pumped to the surface.
Jet Structure Studies
In water jet cutting, the mineral to be fragmented is displaced from the nozzle. Thus, the high speed jet leaving the nozzle must interact with the surrounding air and arrive at the mineral face in a configuration that will produce locally destructive forces. When a conventional jet impinges on a surface, fracture is believed to be caused by one or more of the following mechanisms: a stagnation pressure that exceeds the strength of the material, the water hammer pressure, an internal pressurization of fissures and pores, or the erosional drag effect.
Research has shown that when a continuous jet is directed onto a mineral surface, the erosion rate is highest during the first second after initial impact. Attempts have been made to extend this higher cutting rate by periodically interrupting the jet. Shuttering mechanisms and water cannons have been used with some degree of success, but excessive noise, jet break-up, reload time, and nozzle wear remain as unresolved problems.