
Table of Contents
We investigated the role of imported natural flake graphites in dolomite-carbon refractories used in steelmaking processes and evaluated carbon fibers as a potential substitute. Varying quantities (1.5-30 pct) of natural flake graphite and carbon fibers were added to test samples. The effect of the additions on modulus of rupture (75°-2,750° F), deformation under load (2,750° F), and air-slag-metal resistance (3,000° F) was studied.
Carbon purity of natural flake graphite additions did not influence hot strength, deformation under load, or air-slag-metal resistance. When the quantity of 90-pct-carbon graphite addition varied between 0 and 30 wt pct, hot strength was highest, deformation under load lowest, and air-slag-metal wear the least at 10 wt pct. As test temperature increased from 500° to 2,750° F, the hot strength difference became less.
Carbon fiber additions were limited to 1.5 pct in dolomite-carbon brick. At this level, physical properties were generally comparable to those obtained with natural flake graphite, but were below values obtained with 10-pct-flake graphite additions. Carbon fibers are not considered a satisfactory substitute for natural flake graphite.
Continuous casting of steel combined with increased operating temperatures and demands for longer refractory life have focused attention on carbon-containing refractories. Carbon, in the form of natural flake graphite, imparts a high degree of oxidation resistance, reduces the level of wettability by slag, and increases the thermal conductivity of the refractory. The natural flake graphite used in refractories is totally imported. Graphite-based refractories have become integrated into the basic oxygen furnace (BOF), the electric arc furnace (EAF), and transfer ladles, as well as pouring tubes and nozzles. The carbon-based refractories typically contain MgO, Al2O3, or dolomite bonded by pitch or resin with up to 30-wt-pct natural flake graphite. In addition to the natural flake graphite, refractory oxide, and pitch, metallic additions are often made to enhance brick high-temperature properties.
The need to develop a substitute material for natural flake graphite has been recognized, yet fundamental high-temperature engineering data such as are available on magnesia-carbon systems do not exist for dolomite-carbon refractories, making it difficult or impossible to predict or compare behavior. A previous Bureau report detailed the effects of up to 30-pct natural flake graphite additions with graphite carbon purities varying from 85 to 100 pct. Oxidation resistance, hot strength, and deformation under load were evaluated on samples up to 2,750° F, indicating that a 10-wt-pct addition of natural flake graphite was optimum. High-temperature air-slag-metal resistance, a critical refractory property, was not determined for these samples. This air-slag-metal resistance measurement simulates the amount of erosion occurring in the slagline area of a steelmaking furnace during operation.
This report discusses the results of a study on the substitution of three different carbon fibers for natural flake graphite at a 1.5-pct level. The effect of carbon fiber and natural flake graphite additions on hot modulus of rupture (MOR) (up to 2,750° F), deformation under load (up to 2,750° F), and air-slag-metal resistance (3,000° F) was studied. Because the high-temperature air-slag-metal resistance is critical for refractory performance, this report also discusses erosion research conducted on dolomite-carbon samples with natural flake graphite additions up to 30 wt pct and with different carbon purity levels (85 to 100) of natural flake graphite. Previously reported research on the density, hot MOR, and creep of 10-wt-pct additions of graphite containing samples is repeated in this report for comparison purposes.
Raw Materials and Sample Description
All dolomite-carbon refractories evaluated in this research were manufactured from dead-burned dolomite, resin, natural flake graphite, and carbon fibers. Dolomite grain chemistry and density are listed in table 1. The particle size distribution of the dolomite grain was the same as is utilized in a commercial product.
Four grades of natural flake graphite, ranging in carbon content from 85 to 95 pct, were chosen for this study [the same materials were used in the earlier study]. Three of these graphites are referred to as 85, 90, or 95 grades. All were products from Madagascar and were similar in particle size distribution. The particle size distribution, ash chemistry, and pyrometric cone equivalent (PCE) test results of the graphites are listed in table 2. The fourth graphite, refractory grade (RG), is a high-purity, high boron ash content material manufactured by Superior Graphite Co., treated with an oxidation inhibitor to improve high-temperature properties.
Three different types of carbon fibers were used in this study and are listed in table 3 along with their tensile properties, density, fiber diameter, and length. These carbon fibers are referred to as polyacrylonitrile (PAN), PAN-sized, and pitch. The PAN-sized fibers have a water soluble size (binder) added to the fibers, causing them to clump together, versus the loose individual fibers of the PAN and pitch types. Figure 1 shows the difference between the carbon fibers and a natural flake graphite (90-grade) .
Three sets of mixes were prepared: one with 10-wt-pct additions of different graphite grades (85, 90, 95, and RG) added to dead-burned dolomite grain; another with a 90-grade graphite added in increments of 0, 5, 10, 15, 20, and 30 wt pct; and a third with 1.5 pct additions of carbon fibers (PAN, PAN-sized, and pitch) and a 90-grade graphite (table 4). The mix listed in table 4 as 95 plus 1 pct ball clay (95 + 1) contains 1 pct ball clay (chemistry listed in table 1) in addition to 10 wt pct of the 95-grade graphite.
Four percent of a thermosetting resin was used as a binder in all samples. Compositions were mixed in 150-lb batches in a high-speed countercurrent mixer. Brick of 6-by 9- by 3.5-in dimensions were pressed at 20,000 psi and cured on a commercial schedule. During pressing of samples containing carbon fibers, rebound or spring back occurred with quantities greater than 1.5 pct, causing low densities and internal laminations. Because of this rebound, carbon fiber additions higher than 1.5 wt pct were not used. A dolomite-carbon sample containing 1.5 pct of a 90-grade graphite was made for comparison.
Test Equipment and Procedure
Coked bulk density was determined on dolomite-carbon test samples after pressing, curing, and coking of the resin. Samples were coked by heating in a N2 atmosphere according to ASTM schedule C-607.
The room-temperature cured and coked MOR strengths were measured following ASTM C-133 on dolomite-carbon samples containing 10-wt-pct additions of graphite (85, 90, 95, 95 + 1, and RG grades); on samples with a 90-grade graphite added in quantities of 0 to 30 pct; and on samples with 1.5-wt-pct additions of 90-grade natural flake graphite and PAN, PAN-sized, and pitch fibers.
Hot MOR strengths from 500° to 2,750° F were measured using ASTM C-583. The testing was conducted in a sealed SiC element furnace (fig. 2) flushed with 2 L/min of dry N2 gas. Samples 1.25 by 1.25 by 9 in were cut from the 9- by 6- by 3.5-in brick and strength was measured with the pressed surface of the sample in contact with the MOR rod. Five samples were evaluated at each temperature. Lampblack was spread on and around the samples to prevent sample oxidation. Oxygen levels less than 0.01 pct were routinely measured in the furnace. Sample strength was measured after a 1-h hold at test temperature.
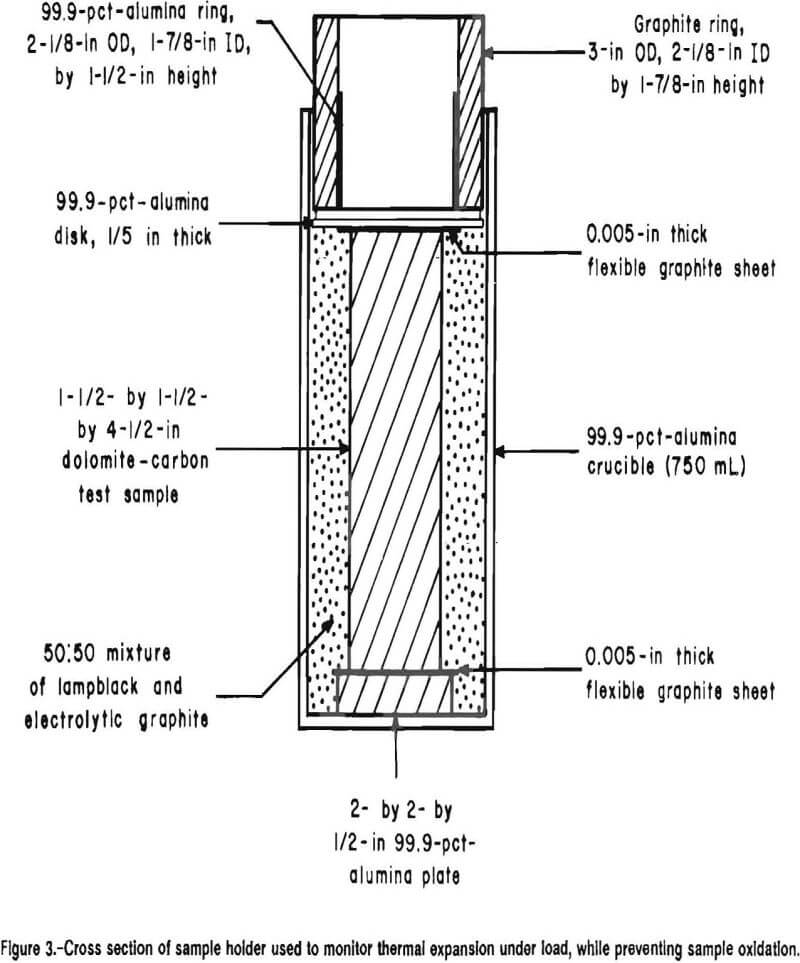
Thermal expansion under load tests were conducted according to ASTM C-832 at loads of 50, 100, and 150 psi on dolomite-carbon test samples. Samples 1.5- by 1.5- by 4.5-in were cut from 9- by 6- by 4.5-in brick, with the pressed 4.5-in height taken as the sample height. Samples were placed in a high-alumina crucible (fig. 3) surrounded by a loosely packed 50:50 mixture of lampblack and electrolytic graphite to prevent sample oxidation. A 0.005-in-thick flexible graphite sheet was placed between the alumina load transfer ram and the dolomite-carbon sample to prevent high-temperature reactions. The furnace can monitor six thermal expansion under load samples simultaneously (fig. 4).
Samples were heated under load to 2,750° F, held at temperature for 2 h, and cooled to room temperature. The three variables investigated were (1) thermal expansion versus temperature under load during heating to 2,750° F, (2) sample deformation versus time during the 2 h hold (creep) at 2,750° F, and (3) overall sample deformation after heating and cooling.
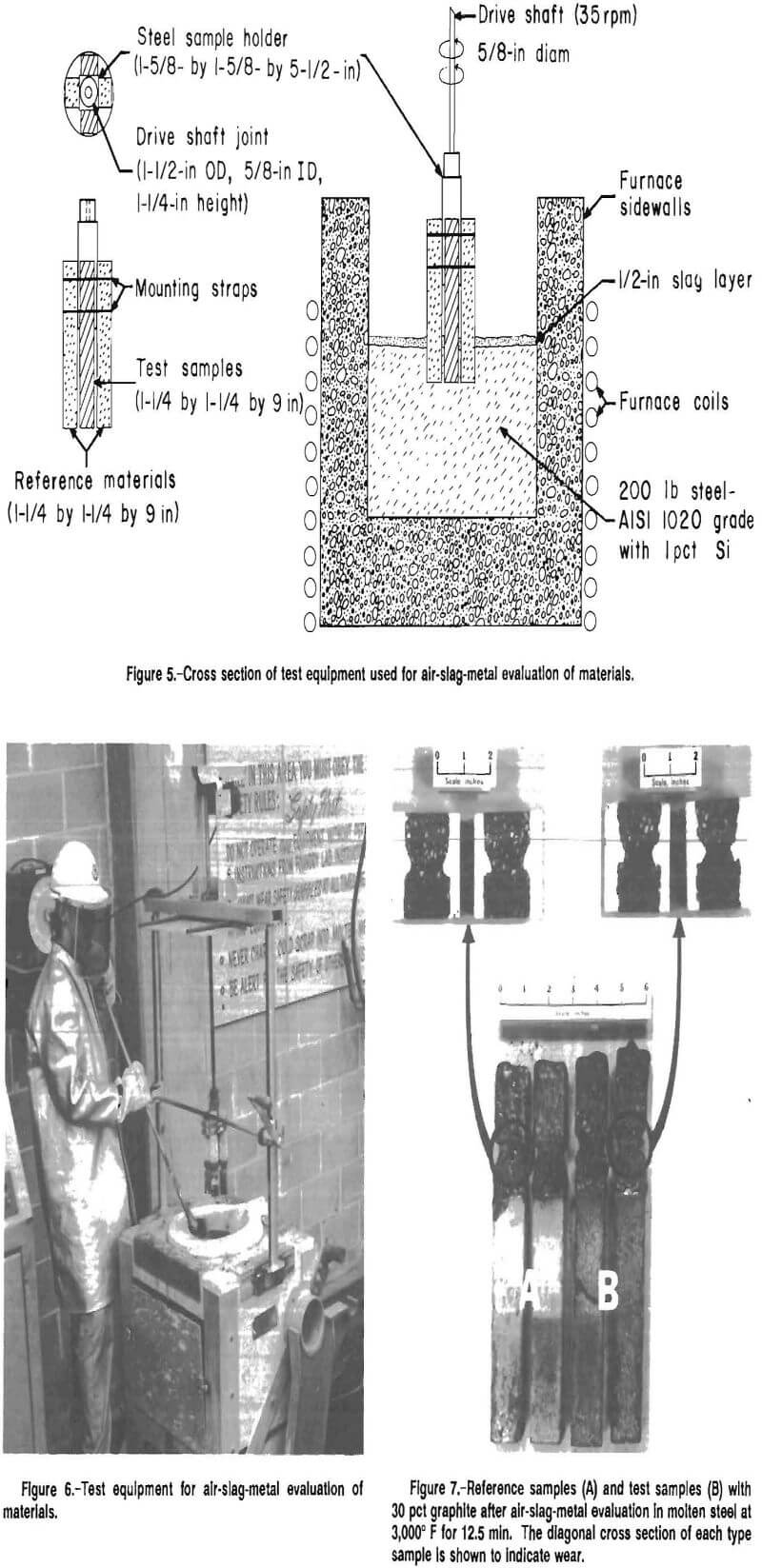
Air-slag-metal resistance was measured on dolomite- carbon samples in the temperature range of 2,960° to 3,000° F using an AISI 1020 (low carbon) grade of steel and an aggressive acid slag (table 5). About 1 pct of Si metal was maintained in the steel to deoxidize the metal.
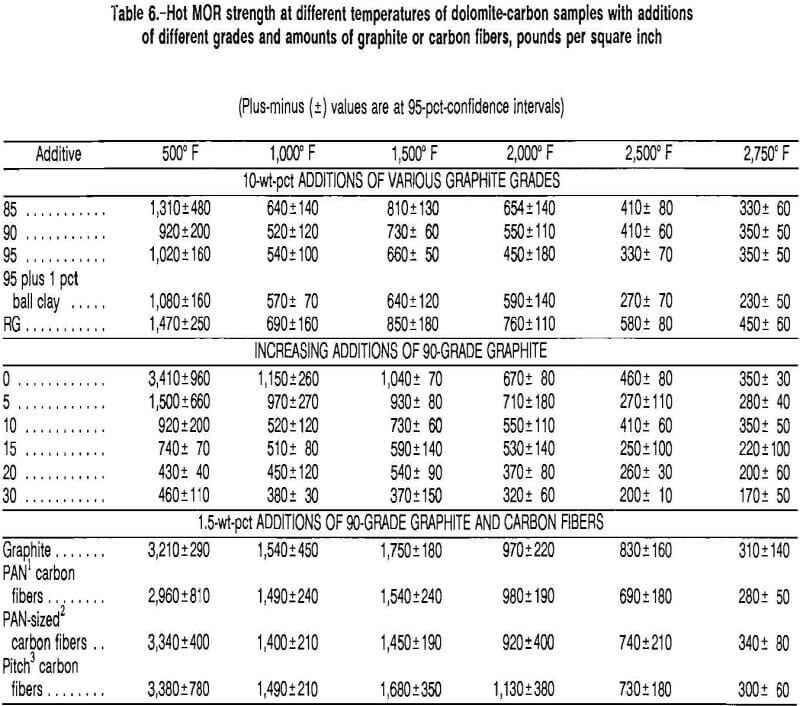
Two coked test samples and two coked reference materials of a commercial dolomite-carbon brick (9 by 1.25 by 1.25 in) were mounted opposite each other on a steel holder (fig. 5). The steel and slag mixture was maintained at test temperature in an induction furnace (figs. 5-6). The samples were allowed to preheat over the induction furnace for 5 min before being immersed into 0.5 in of slag and 2 in of steel (2.5 in total). Samples were rotated at 35 rpm for 12.5 min in the air-slag-metal before being withdrawn. A small wear area developed at the air-slag-metal interface (fig. 7). After the samples were cooled, they were removed from the holder, mounted in plaster, and bisected on a diagonal of the 1.25-in sides. The area removed from the samples was measured within 1 in above and below the cut area. A wear index was obtained by dividing the eroded area of the test material by the eroded area of the standard.

Results and Discussion
Bulk Density and Retained Carbon
The cured bulk density of the dolomite-carbon brick with 10-wt-pct additions of different graphite grades is listed in table 4 and averaged about 2.91 g/cm³. Retained carbon for these samples averaged between 9 and 10 pct.
The cured bulk densities of samples containing increasing amounts (0 to 30 pct) of a 90-grade graphite are also listed in table 4. As the quantity of natural flake graphite increased from no addition to 30-wt-pct addition, the cured bulk density decreased (2.96 g/cm³ to 2.72 g/cm³) and the retained carbon increased (2.3 to 24 pct carbon).
The densities and retained carbon of the dolomite carbon brick with 1.5-wt-pct additions of graphite and carbon fibers are listed in table 4. Cured bulk density values averaged about 3.0 g/cm³ and retained carbon about 2.5 pct. The cured bulk density value of 3.0 g/cm³ is slightly higher than the value of 2.96 g/cm³ for no graphite addition. The retained carbon value of about 2.5 pct does fall between values of 2.3 and 6.3 pct, respectively, for 0- and 5-pct additions of 90-grade graphite.
Mor
Room-temperature cured and coked MOR data are listed in table 4 for dolomite-carbon samples containing varying amounts and grades of natural flake graphite and carbon fibers. A large decrease in strength was noted in all coked MOR strengths versus the cured sample strengths. The cured MOR strengths ranged between 2,200 and 3,000 psi for the different graphite grades (85, 90, 95, 95 + 1, and RG) at a 10-pct addition level. The 1.5-pct additions of graphite and carbon fibers (90-grade, PAN, PAN-sized, and pitch) had higher cured and coked strengths than the 10-pct additions of different graphite grades. This corresponds to the general trend of decreasing strengths with increasing quantities of 90-grade natural flake graphite additions (0 to 30 pct). The room-temperature cured MOR strengths ranged from a high of 4,230 psi for no graphite additions, to a low of 1,130 psi for the 30-pct additions and the coked strengths decreased from 590 to 230 psi.
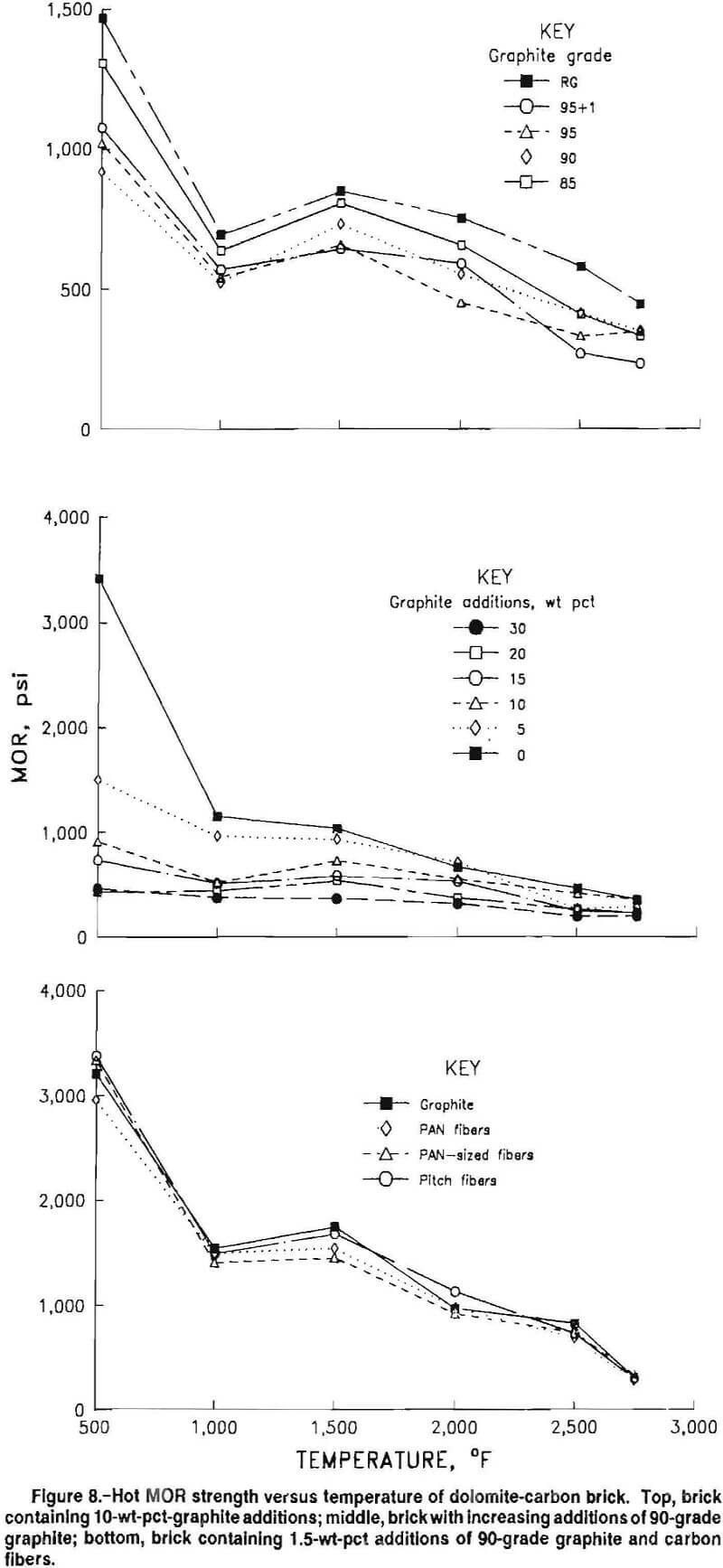
Hot MOR data for dolomite-carbon brick with 10-wt-pct additions of different graphite grades is listed in table 6 and plotted in figure 8. When the test temperature was increased from 500° to 2,750° F, brick strength decreased for all grades. The strength decrease between 500° and 1,500° F is due to the coking of the resin, when a carbon bond is formed between dolomite grains and graphite, resulting in lower strength values.
Statistically significant [Student’s t-test] strength changes at a 95-pct-confidence level were determined. No significant strength differences occurred with 10-wt-pct additions of 85-, 90-, and 95-grade graphites through 2,500° F. At 2,500° F and above, a 10-wt-pct addition of RG graphite resulted in a significant strength increase while the 95 + 1 grade resulted in a strength decrease.
The RG-graphite (high B2O3 ash content) addition had the highest hot strength at all temperatures evaluated and the highest coked MOR strength (table 4) for 10-wt-pct-graphite additions. Hot strength may be increased by the low (0.8 pct) ash content of the RG graphite compared to others used, although no effect of ash on strength was noted for samples containing the 85, 90, or 95 grades.
Hot MOR data for samples with increasing additions of a 90-grade graphite are listed in table 6 and plotted in figure 8. The trend observed with coked and cured strengths (table 4) decreasing as the amount of graphite additions increased is also observed in hot MOR strengths through 2,000° F. At the test temperatures of 2,500° and 2,750° F, the strength values for the 0- and 10-wt-pct additions were statistically higher than the other graphite additions.
The microstructure of a magnesia-carbon refractory has been shown to have a continuous carbon matrix at graphite levels greater than 10 pct. At less than 10-pct-graphite additions, a significant number of periclase (MgO) grain contacts occur. The optimum hot MOR strength at 10-wt-pct-graphite additions may be a result of this matrix transition. The decrease in strength, at all test temperatures, for graphite additions above 10 wt pct may be due to the lower strength of the graphite or the poorer bond caused by the dilution of the resin-carbon bond.
Another effect of temperature on hot MOR strength is noted by comparing strength decreases in table 6 between 500° and 2,750° F as the quantity of 90-grade-graphite additions increased. At 500° F, the strength of the 0-pct-graphite sample was the highest (3,410 psi), with increasing graphite content leading to strength reductions (460 psi at 30 pct graphite). At 2,750° F, the hot strength of the 0- through 30-pct-graphite additions ranged between 350 and 170 psi, respectively. The strength advantage of the lower graphite content is largely eliminated at higher test temperatures.
The hot MOR data for samples with 1.5-wt-pct additions of 90-grade graphite and carbon fibers is also listed in table 6 and plotted in figure 8. At test temperatures between 500° and 2,750° F, no statistically significant difference exists between strengths of 90-grade natural flake graphite and carbon fiber samples. As was also noted with graphite grade and graphite quantity variations, as the test temperature was raised, strength values decreased. Strengths decreased from about 3,200 psi at 500° F to about 310 psi at 2,750° F.
Thermal Expansion under Load
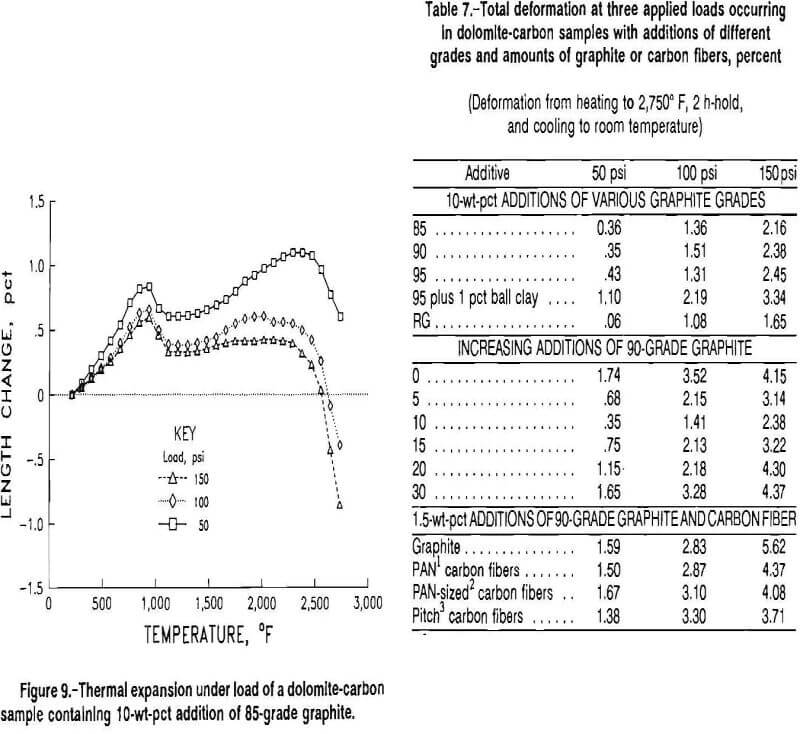
The values of thermal expansion versus temperature under loads of 50, 100, and 150 psi were measured on samples with 10-wt-pct additions of different graphite grades (85, 90, 95, 95 + 1, and RG), with increasing additions of 90-grade graphite (0 to 30 pct), and with 1.5-wt-pct additions of natural flake graphite and carbon fibers.
Behavior similar to the sample with a 10-wt-pct addition of 85-grade graphite shown in figure 9 was observed with all samples. As the load increased, the amount of deformation increased. A slight brick expansion occurs between 500° and 1,200° F as the resin bond carbonizes, which corresponds to the decrease in hot MOR observed. No differences were observed at the deflection point in the curves (2,330°- 2,500° F) where expansion and deformation values become equal.
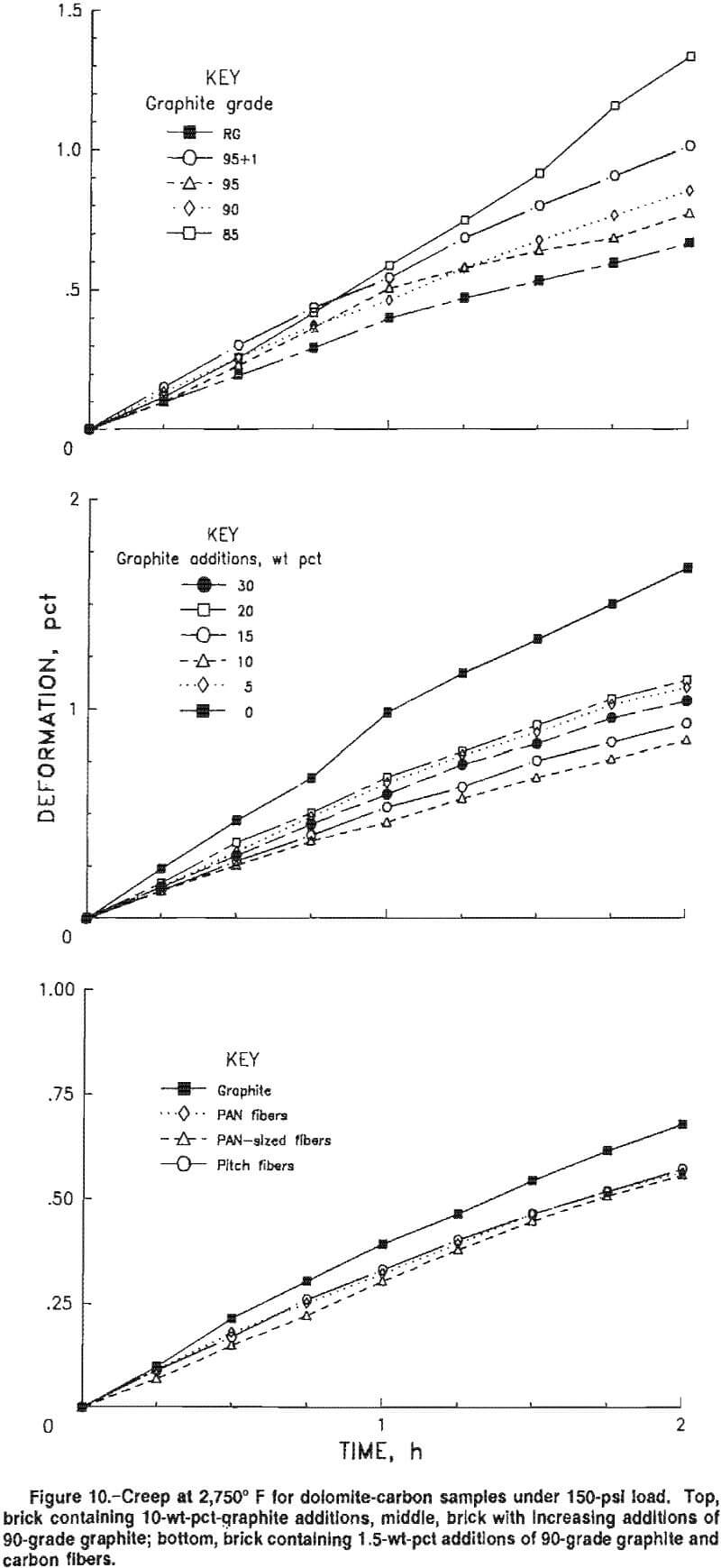
A plot of deformation versus time (creep) at 2,750° F, 150-psi load, is shown in figure 10 for 10-wt-pct additions of different graphite grades, for increasing additions of a 90-grade graphite, and for samples with 1.5-wt-pct additions of natural flake graphite and carbon fibers. With 10-wt-pct additions of different graphite grades, the largest creep occurred in the 85 grade, followed by the 95 + 1, 90, 95, and RG. Similar creep behavior was noted at load applications of 50 and 100 psi in all samples, but at lower rates of deformation. Lower MOR strength also occurred with 95+1 additions compared to 95-grade samples at 2,500° and 2,750° F, as previously noted in the MOR discussion. The lower creep of the RG also agrees with the higher hot MOR strengths noted previously.
Creep measurements of samples under 150-psi load, with increasing additions (0 to 30 pct) of a 90-grade graphite (fig. 10), were lowest for the 10-wt-pct addition; lower or higher percent graphite additions resulted in increased creep. Similar creep behavior was noted at load applications of 50 and 100 psi, but at lower rates of deformation. The 10-pct-graphite addition is the transition point to a continuous carbon matrix, as mentioned in the hot MOR data discussion. Creep data variations agree with high-temperature hot MOR data in table 6, where strength peaked with 10-wt-pct-graphite additions at 2,500° and 2,750° F.
Creep measurements of samples with 1.5-wt-pct additions of carbon fibers under a load of 150 psi (fig. 10) exhibited similar, slightly lower, creep than for the 1.5-wt-pct graphite addition sample. The hot MOR strengths reported for 1.5-wt-pct additions of graphite and carbon fibers (table 6) were very similar. No correlation between creep and strength can be ascertained from these data.
The total deformation occurring with applied loads of 50, 100, and 150 psi in dolomite-carbon samples (after being heated to 2,750° F, held for 2 h, and cooled) is listed in table 7 and plotted in figure 11 for different graphite grades, for increasing additions of a 90-grade graphite, and for 1.5-wt-pct additions of graphite and carbon fibers. When 10-wt-pct additions of different graphite grades were made, the largest deformation always occurred in the 95 + 1 grade and the least in the RG, regardless of the applied load. The maximum deformation occurred with loads of 150 psi, and was 3.34 pct for the 95 + 1 grade and 1.65 pct for the RG. The deformation occurring in the 85, 90, and 95 grades of graphite was similar, regardless of the load, which was also the case for hot MOR strengths at 2,750° F.
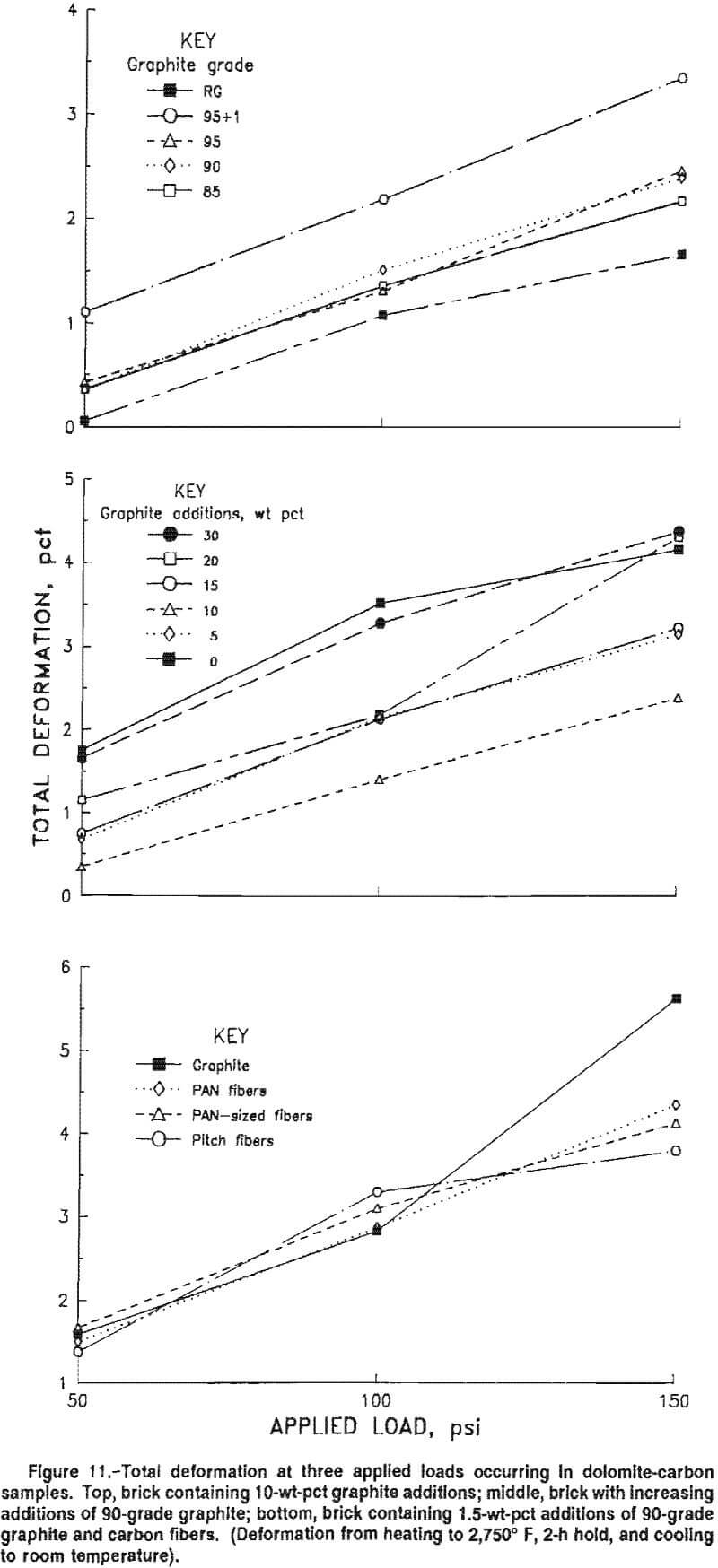
The total deformation occurring in samples with increasing additions (0 to 30 pct) of a 90-grade graphite was least for the 10-wt-pct addition and increased with changes in graphite content from that level, regardless of the load. A similar trend was observed in hot MOR data in table 6 at 2,500° and 2,750° F, where the strength value for the 10-wt-pct addition of 90-grade graphite was among the highest. As the applied load increased, the total deformation increased. At a 150-psi applied load, the deformation was 2.38 pct for the 10-wt-pct addition, 4.37 pct for the 30-wt-pct addition, and 4.15 pct for the 0-wt-pct addition.
The total deformation occurring in samples with 1.5-wt-pct additions of graphite and carbon fibers (fig. 11) is similar for all samples at 50- and 100-psi loads. At a 150-psi load, samples containing carbon fibers had slightly lower deformation (about 4.0 pct) than the graphite addition (about 5.6 pct). The higher deformation of the 1.5-wt-pct graphite addition was evident in the 150-psi creep data plotted in figure 10. The total deformation observed for the carbon fiber samples is not, however, as low as values obtained for 10-wt-pct-graphite additions, which had the lowest overall deformation.
Air-Slag-Metal Wear
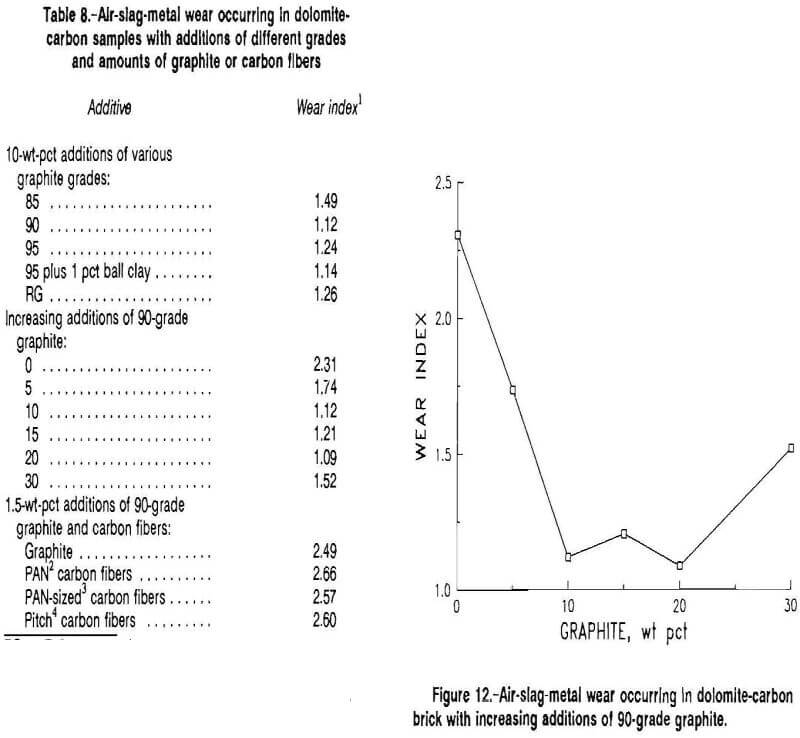
The air-slag-metal wear for all dolomite-carbon samples, with natural flake graphite or carbon fiber additions at temperatures ranging from 2,960° to 3,000° F, is listed in table 8 as a relative wear index. Samples with a wear index greater than 1 have more wear than the reference material and samples with numbers less than 1 have correspondingly less wear.
Ten-weight-percent additions of various graphite grades indicated similar relative wear (table 8), ranging from a high for the 85 grade of 1.49 pct to a low for the 90 grade of 1.12 pct. Contrary to results observed with hot MOR (table 6) and deformation under load (table 7), no effect was observed with ball clay or boron additives to the graphite.
Data for increasing additions (0 to 30 pct) of 90-grade graphite from table 8 are plotted in figure 12. As graphite content increased from 0 to 10 wt pct, a steady decrease in wear from an index of 2.31 to 1.12 occurred. Further additions of graphite above 10 pct did not improve wear resistance, maintaining a constant value of about 1.10 from 10- to 20-wt-pct graphite addition, and increasing to an index of 1.52 at 30 pct. This correlates with hot MOR data (table 6) and deformation under load (table 7), both of which indicated an optimum graphite addition level of 10 pct.
The improvement in air-slag-metal resistance may be due to a change to a continuous carbon matrix at graphite levels greater than 10 pct, as discussed in the hot MOR section. At high graphite additions (30 pct), the lower wear resistance may be due to the poorer bond caused by the dilution of the resin-carbon bond or the increased ash content. It is important to realize that these wear index values may change with different slag chemistry or at different temperatures as different wear and reaction mechanisms become factors.
The severe wear patterns in dolomite-carbon samples (9 by 1.25 by 1.25-in) after air-slag-metal testing ranged from the slag-metal interface to a distance of about 0.5 in into the metal (fig. 7). The reason wear was greater in the
metal or at the metal-slag interface than in the slag was because of the large linear velocities reported to be present on the metal surface of an induction furnace compared to the interior. The slag was observed to float on the steel, with most slag movement coming from the rotation of the sample holder at about 35 rpm. The linear surface velocity of steel, due to inductive heating, appeared to be greater than the rotational velocity of the sample holder, and may help explain why wear was greater in this narrow band. The effect of slag chemistry on sample wear is not known, but is probably small in these tests. Erosion, rather than corrosion, is thus the predominant wear mechanism.
The effect of 1.5-wt-pct additions of 90-grade graphite and carbon fibers on air-slag-metal wear is also listed in table 8. Wear index values, regardless of the carbon source (graphite or fibers), was a comparable value of about 2.6. This behavior agrees with hot MOR (table 6) and high-temperature deformation under load data (table 7). The high-temperature wear of bricks containing carbon fibers is similar to natural flake graphite, but the wear is much greater than the minimum index of 1.12 obtained with 10-wt-pct additions of natural flake graphite. Carbon fiber additions were limited to about 1.5 pct because of rebound during pressing, thus they do not appear to be a satisfactory substitute for natural flake graphite with reference to slag resistance.
Conclusions
A study of the effects of different natural flake graphite purities, increasing graphite contents, or carbon fiber additives on high-temperature properties of dolomite-carbon brick indicated the following:
- Ten-weight-percent additions of different purity natural flake graphites (80, 90, and 95 grades) did not affect the hot strength, deformation under load, or air-slag-metal resistance properties of dolomite-carbon samples.
- Increasing natural flake graphite additions from 0 to 30 wt pct of a 90-grade graphite resulted in optimum hot
strength, deformation under load, and air-slag-metal resistance properties at a 10-wt-pct addition. - As hot-strength test temperature was increased from 500 to 2,750° F, the strength difference observed between 0-and 30-wt-pct additions of a 90-grade graphite became less.
- Comparable hot strength, deformation under load, and air-slag-metal resistance values exist between dolomite-carbon brick with 1.5-wt-pct natural flake graphite or carbon fiber additions.
- The maximum amount of carbon fibers that can be added to dolomite-carbon samples is 1.5 wt pct because of rebound during pressing. Optimum high-temperature properties were obtained with 10-wt-pct natural flake graphite additions, therefore, carbon fibers are not considered a satisfactory substitute material for natural flake graphite.