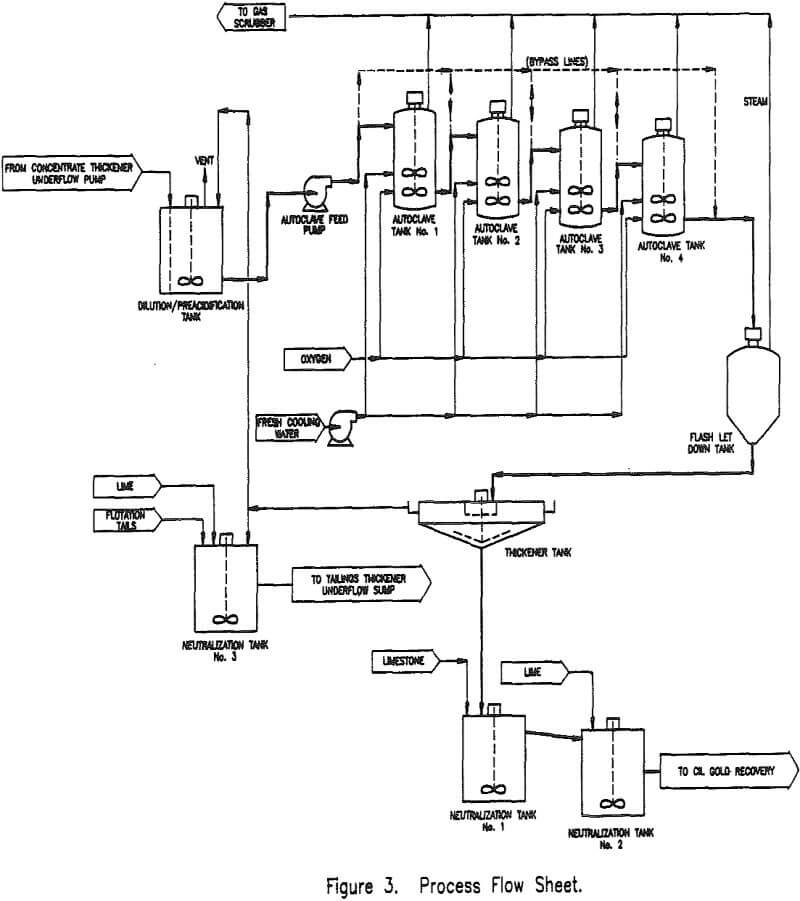
Since start-up in 1985 the Cannon Mine has produced and shipped a 170 g Au/tonne (5 oz Au/ton) flotation concentrate to various smelters for gold and silver recovery. Several processes have been investigated to economically produce dore’ at the mine site from the refractory concentrate. The designed pressure oxidation circuit utilizes a series of vertical autoclave units operating at 170°C (338°F) and 1.4 MPa (200 psig).
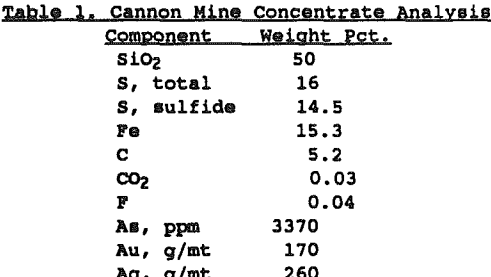
Gold mineralization in the Cannon Mine occurs in narrow quartz veins and silicified, brecciated sandstone wallrock mineralized by hydrothermal processes; ore minerals principally comprise native gold, electrum, pyrargarite, acanthite and auriferous pyjrite. The ore also contains 0.4% carbon which is highly preg-robbing. Gold and silver are recovered by crushing and grinding the ore to 95% minus 200 mesh, followed by bulk sulfide flotation.
A new round of in-house laboratory experimentation with pressure oxidation began in 1990. It was demonstrated that high levels of gold extraction could be obtained in CIL following autoclaving at conditions much less severe than what was originally envisioned. Although in 1990 limited mine life was projected, the staff at Cannon Mine believed that a pressure oxidation circuit could be designed using a series of vertical autoclaves operating at less severe conditions that would result in improved operating economics for the life of the mine.
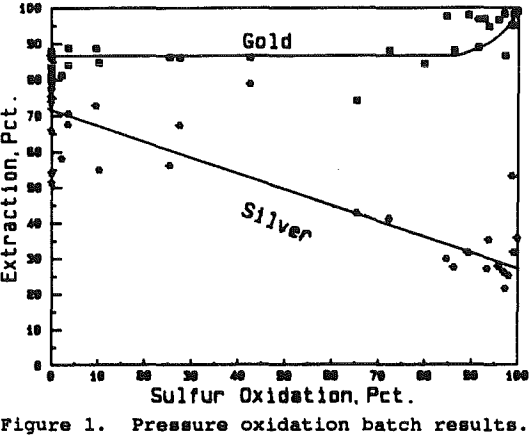
Batch tests were conducted with a Parr 2L autoclave with an external heating element and internal cooling coil. Autoclave discharges were washed with water, neutralized with lime, and subjected to a 24 hour cyanide leach in a stirred beaker.
Based on the positive results of batch testing, a pilot scale continuous autoclave test program was conducted from March to August of 1991. The objective was to confirm key process data for use in a feasibility study including the conditions of time, temperature, pressure, and percent solids necessary to achieve a gold recovery in CIL of at least 98%.
The test program confirmed that Cannon concentrates were readily amenable to pressure oxidation and CIL treatment in two 60 hour continuous tests. Gold recoveries of 95 to 96% were obtained in the first test using the conditions of 150°C (302°F) and 1.3 MPa (180 psig). Gold recoveries of 97 to 98% were achieved in the second test with a temperature and pressure of 170°C (338°F) and 1.4 MPa (200 psig).
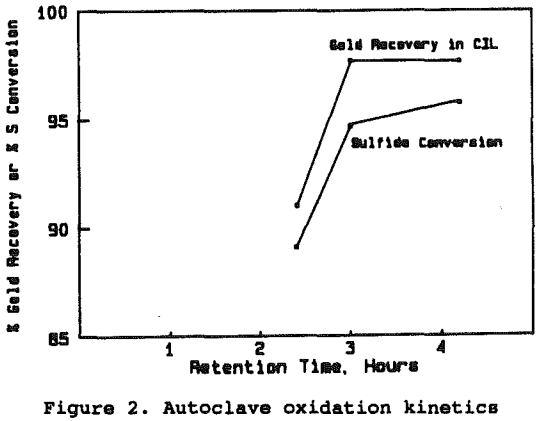
The above results were obtained using 3 to 4 hours autoclave retention time and feed slurry densities of 30 to 35% solids. Autoclave discharges were highly oxidized as indicated by the acidity of 80 – 90 g H2SO4/L and ferric iron levels of 60 – 80 g/L. Approximately 90 to 94% of the arsenic in the concentrates was solubilized in the autoclave.
CIL testing demonstrated that a minimum retention time of 30 hours was required. The leaching kinetics were not as rapid as indicated by the batch test program. Sodium cyanide consumptions averaged 17.5 kg/mt of CIL feed, equivalent to 13.4 kg/mt of concentrate.
The CIL residue slurries responded favorably to the SO2/air cyanide detoxification process. Weak acid dissociable CN levels of 1.4 mg/l were achieved using 5 kg SO2/kg WAD CN and four hours of retention time. WAD CN levels of 20 to 30 mg/l were also obtained but the SO2 level was 3.5 kg/kg WAD CN, or marginally less than that needed for essentially complete detoxification.