 |
 |
Several preliminary tests were conducted as a function of drum type (standard, interpole, etc.) and feed temperature. The results from these tests indicate that the deep field of the salient-pole drum vastly outperformed the other magnetic drum circuits. As a result, continued test work focused on the salient-pole drum and rare-earth roll separators.
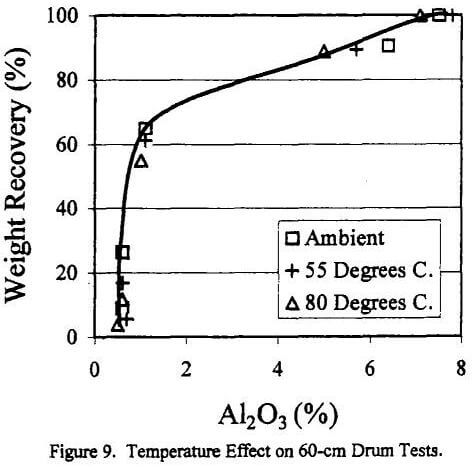
Initial tests were conducted to determine the effect of temperature on separation performance. Tests were conducted on the 60-cm diameter drum at various feed temperatures. The results are shown in Figure 9 for temperatures ranging from ambient to 80 degrees centigrade. The upper limit was selected based on the highest possible temperature of the feed material in the existing plant operation. These results indicate that material temperature has no significant effect on separation performance. It should be noted that the magnetic material used in the 60-cm diameter drum can safely operate at temperatures in excess of 95 degrees centigrade without detrimental effects.
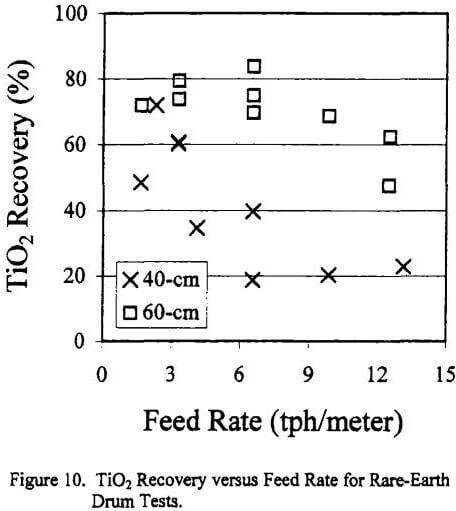
A second series of rare-earth drum tests was conducted to determine the effect of feed rate on drum performance. These results are shown in Figure 10 as TiO2 recovery versus feed rate (tph/meter) and were conducted at a constant burden depth. As shown, the 40-cm diameter drum experiences a drop off in performance very quickly as feed rate is increased. TiO2 recovery decreases from nearly 70 percent at a feed rate of 1.5 tph/meter to approximately 20 percent at rates exceeding 9 tph/meter tph. The larger diameter (60-cm) drum is able to maintain a TiO2 recovery of 70 percent at feed rates up to 9 tph/meter. The improved performance of the 60-cm drum is a result of the larger magnetic circuit. The larger magnetic circuit improves the projection of the magnetic field, thus providing better results at deeper burden depths (i.e., feed rates).
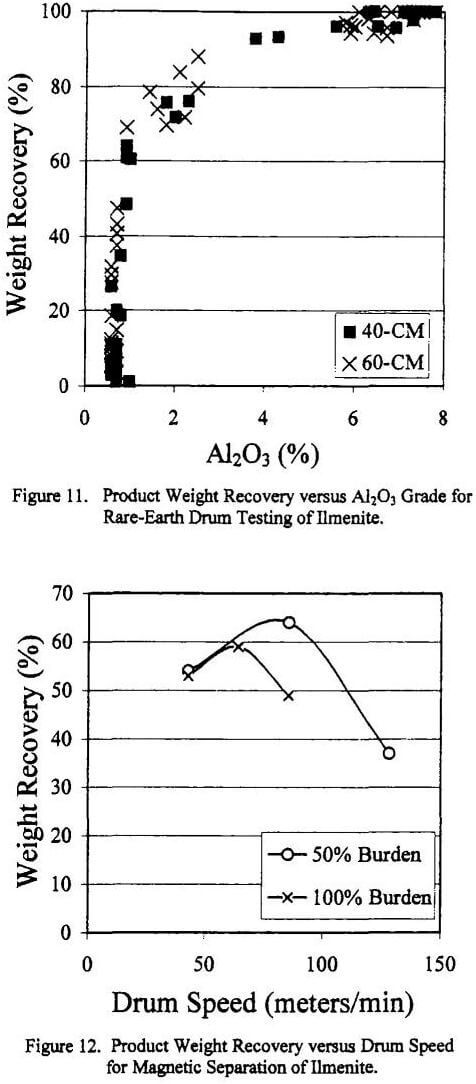
The product weight recovery versus Al2O3 content results for several series of tests conducted on both the 40- and 60-cm diameter drums are shown in Figure 11. It is interesting to note that both drums operate on the same product grade versus recovery curve. This finding, however, is not unusual for magnetic separators with similar circuit designs. As previously stated, the larger diameter drum allows for a larger magnetic circuit. The larger circuit projects the field further from the drum surface. The absolute magnitude of the field, however, is not increased. As a result, the larger drum can operate at a higher capacity while maintaining the same metallurgical performance.
The effect of drum speed was also evaluated by determining the product recovery at 1% Al2O3 for each test. This limit was selected based on the requirement for the final TiO2 plant product. These results are shown in Figure 12 as weight recovery versus drum speed. As expected, the curve passes through an optimum for each burden depth. At low drum speeds, the paramagnetic gangue does not have sufficient centrifugal force to be expelled from the magnetic fraction. As drum speed is increased, more undesirable gangue is rejected, thus allowing the weight recovery at 1% Al2O3 to be increased. A further increase in drum speed results in a loss of magnetic material to the reject fraction due to the high centrifugal forces exerted on ail particles.
A similar finding can be seen with a change in burden depth. In this case, a deeper burden places desirable material further from the drum surface, resulting in an increased loss of magnetic material to the non-magnetic fraction. As a result, the detrimental onset of an increase in centrifugal force occurs sooner.
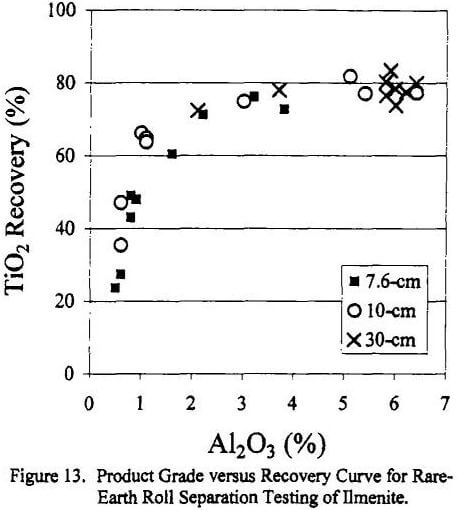
A similar series of tests was also conducted using 7.6-, 10- and 30-cm diameter rare-earth roll separators. The results are shown in Figure 13 as TiO2 recovery versus product grade. These results show that the 10-cm roll operates on a superior product grade versus recovery curve as compared to the 7.6-cm diameter roll. The 30-cm roll provided exceedingly high product recoveries; however, an acceptable product grade was not achieved. This is a result of the extremely high force of the large diameter roll.
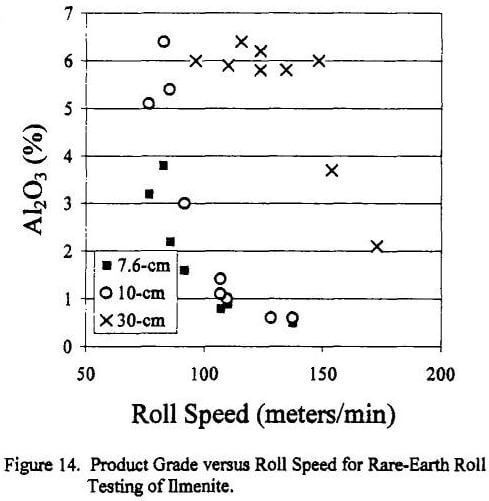
The effect of roll speed is shown in Figures 14 and 15 as product grade and recovery versus roll speed. As expected, the results in Figure 14 showed a decrease in product Al2O3 content with an increase in roll speed. Likewise, a shift occurs in the curve as roll diameter increases due to the increase in strength of the larger diameter roll. Accordingly, TiO2 recovery follows the same trend with an increase in roll speed. These results illustrate that a critical speed must be maintained in order to achieve the desired product quality. Additionally, it can be seen that an increase in roll diameter can provide a higher product recovery.
 |
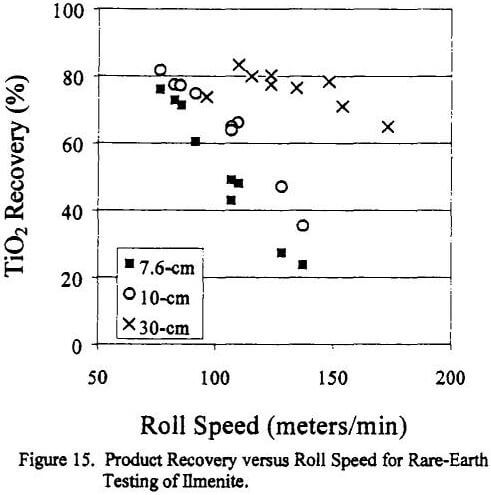 |
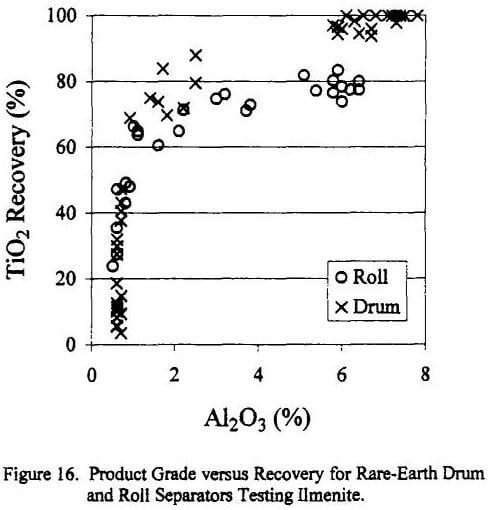
Figure 16 shows a direct comparison between all test results obtained using both the roll and the 60-cm salient-pole drum separators. This curve illustrates that the salient-pole rare-earth drum is more selective than the roll-type separator. It should be noted, however, that at lower recovery values, the curves converge. In this situation, either separator can be used to achieve the desired separation performance, although capacity clearly favors the drum-type separator. The drum tests were conducted at feed capacities nearly twice that achieved using the roll separator.
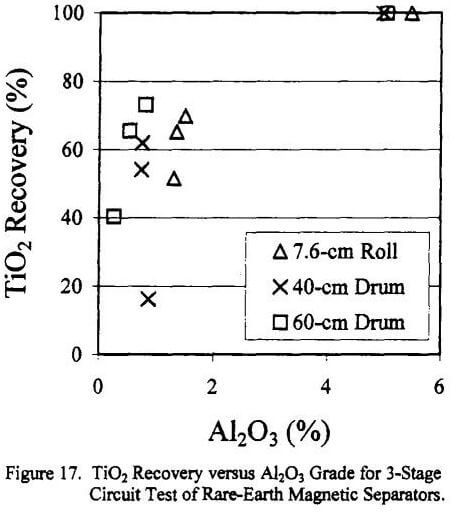
A final series of tests was conducted to evaluate effect of multi-stage circuits on overall metallurgical performance. Three-stage rougher-scavenger tests were conducted using 40- and 60-cm salient-pole drums and a 7.6-cm roll separator. The results from this evaluation are presented in Figure 17. As shown, the 60-cm drum provided the best overall results. Product grade was significantly improved while maintaining the same TiO2 recovery as compared to the roll separator. This finding can be attributed to the extremely high magnetic attractive force generated by the roll separator. Typically, this is considered an advantage of the roll separator. In this application, however, several of the gangue materials are also paramagnetic. In high magnetic field conditions, it is difficult to reject this gangue material. As a result, a portion of the magnetic gangue is recovered with the final ilmenite concentrate.
As a final comparison, the results from the 3-stage circuit test presented above were compared with the single-pass results. In this case, only the 60-cm drum results were considered. These findings are presented in Figure 18 as product TiO2 recovery versus Al2O3 content. As shown, the 3-stage circuit offers significant metallurgical performance as compared to the single-pass circuit. In fact, a further reduction in product Al2O3 content of nearly 1 percent was achieved using the 3-stage circuit. This benefit, however, must be weighed against the additional capital and operating costs associated with a multi-pass separator.