The most common zirconium bearing minerals are zircon, the zirconium silicate ZrSiO4, typically produced from heavy mineral sands in Australia and India, and baddeleyite, the zircon dioxide ZrO2, produced for example at Phalaborwa. A much less common zirconium mineral is eudialyte, a trigonal calcium-zirconium silicate occurring in silica-undersaturated nepheline syenite complexes, such as the Lovozero complex, Kola Peninsula and the Kipawa complex, Quebec, or in silica-saturated peralkaline granites such as the Pajarito Mt, Otero County, New Mexico.
Eudialyte is a zirconium bearing mineral of the general formula Na4(Ca,Ce)2(Fe,Mn,Y)ZrSi8O22(OH,Cl)2. Eudialyte occurs within several rock types, such as the Marginal Pegmatite, kakortokite, and lujavrite.
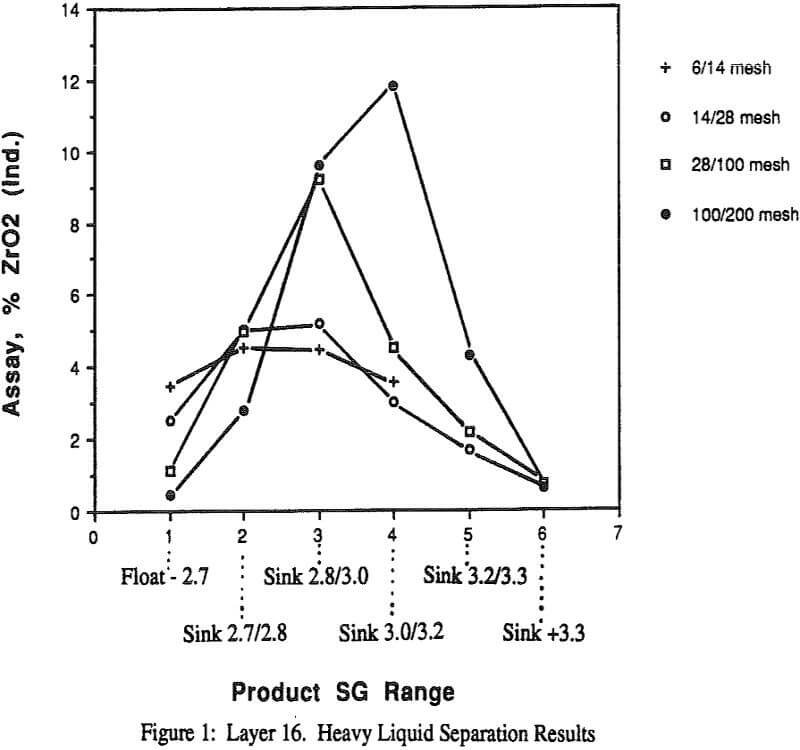
Results indicated that eudialyte reported in a fairly narrow specific gravity range – 2.8 to 3.0; arfvedsonite and aegirine reported in the heaviest fraction (SG ≥ 3.2), while the feldspars and nepheline syenite were found in the light fraction (SG < 2.8). Comparison of ZrO2 assays of the various products from the individual size fractions with the ZrO2 content of pure eudialyte (11.9 ± 0.2 %) shows that satisfactory liberation of eudialyte occurs around 28 mesh for Layer 16.
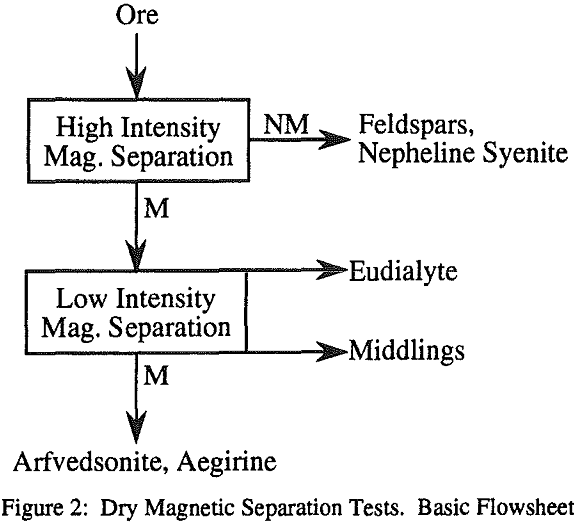
Magnetic susceptibility of the minerals increases in the order: feldspars/nepheline syenite, eudialyte, arfvedsonite/aegirine. Therefore, the recovery of eudialyte by magnetic separation will require a two-stage process. Scoping tests were conducted on a Carpco high intensity magnetic separator (IMR).
Preliminary results; although not optimized, they indicated that good grade eudialyte (7 to 9% ZrO2) could be produced by two-stage magnetic separation; when treating the coarser fractions, the non-magnetic product (feldspar/nepheline) ranged from 0.23 to 0.42% ZrO2, while the magnetics (arfvedsonite/aegirine) ranged from 1.66 to 1.86% ZrO2. For the finer fraction (-200 + 400 mesh), eudialyte losses in both the non magnetic and magnetic fractions were significantly higher, at 0.50 and 3.49% ZrO2, respectively.
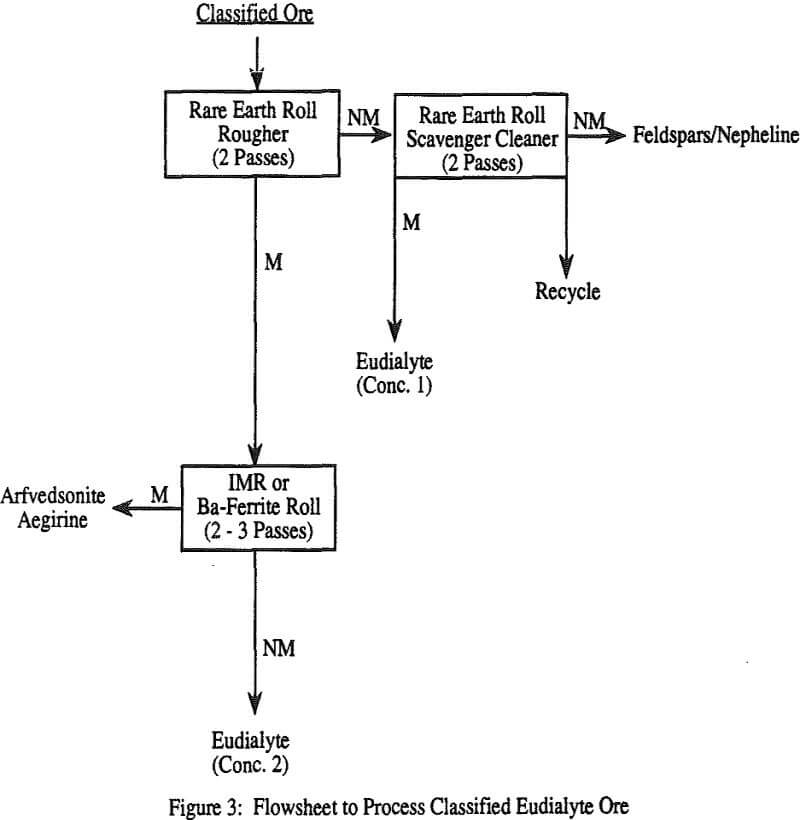
The success of the process depended on a complete rejection of the feldspars/nepheline syenite in the initial part of the process; this was obtained by operating the two first passes on the RE rolls at high belt velocity. As a consequence, a significant portion of the eudialyte was entrained with the feldspar fraction. A two-stage scavenger cleaner circuit had to be introduced to recover the eudialyte from the feldspar circuit and produce a discardable feldspar reject
The results indicated that, in order to produce an acceptable separation, the ore had to be ground finer than 28 mesh. For the finer fractions, an 8% ZrO2 eudialyte concentrate could be produced with batch recoveries between 60 and 70%.
Wet High Intensity Magnetic Separation on the Deslimed Whole Ore: Various parameters were investigated during the program, such as further desliming of the ore, addition of dispersant (Calgon glass) and number of passes at 20,000 gauss
On the basis of the results presented above. It is proposed to grind the ore to minus 35 mesh while minimizing the production of fines. Coarse fraction would be processed by two-stage dry magnetic separation while the fine fraction would be deslimed and processed by two-stage wet high intensity magnetic separation.