
Table of Contents
Interest has been increasing in recent years in structural materials that can withstand severe conditions of temperature, pressure and environment, and can substitute for high-temperature alloys that require imported materials such as chromium, cobalt, and nickel.
As a result, the utilization of ultrafine, high-purity ceramic powders in advanced and composite ceramics is increasing. Nonoxides such as SiC and Si3N4 have shown promise in meeting the requirements for use in heat engines, heat exchangers, and other areas where high temperatures and pressures are required.
The Bureau of Mines turbomill (also known as an attrition grinder) has been used in the past to produce a wide variety of ultrafine materials. This technique, originated and patented by the Bureau O), consists of intense agitation of a milling medium, the material to be milled, and a suspending liquid. A previous report summarized research on turbomilling and discussed commercial applications of the process.
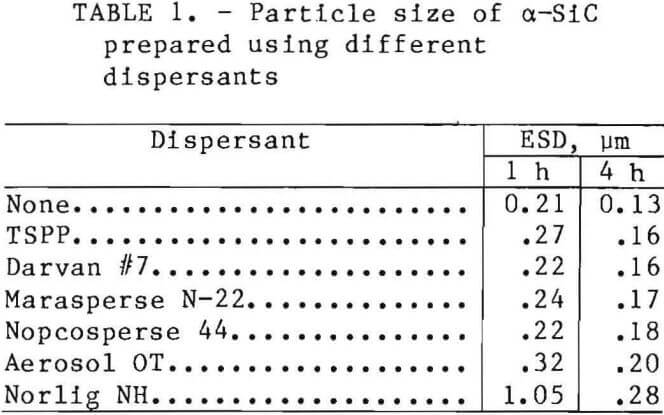
In a recent report, Wittmer discussed the development of an all-polymer mill. The construction of the all polymer mill eliminated metal contamination of the mill product. Wittmer’s report also describes the use of autogenous milling, in which the milling medium and the material to be milled are of the same or similar composition. In this study, the effects of dispersants, temperature, pH, presence of different gases, and milling time on particle size of alpha silicon carbide (α-SiC) were investigated.
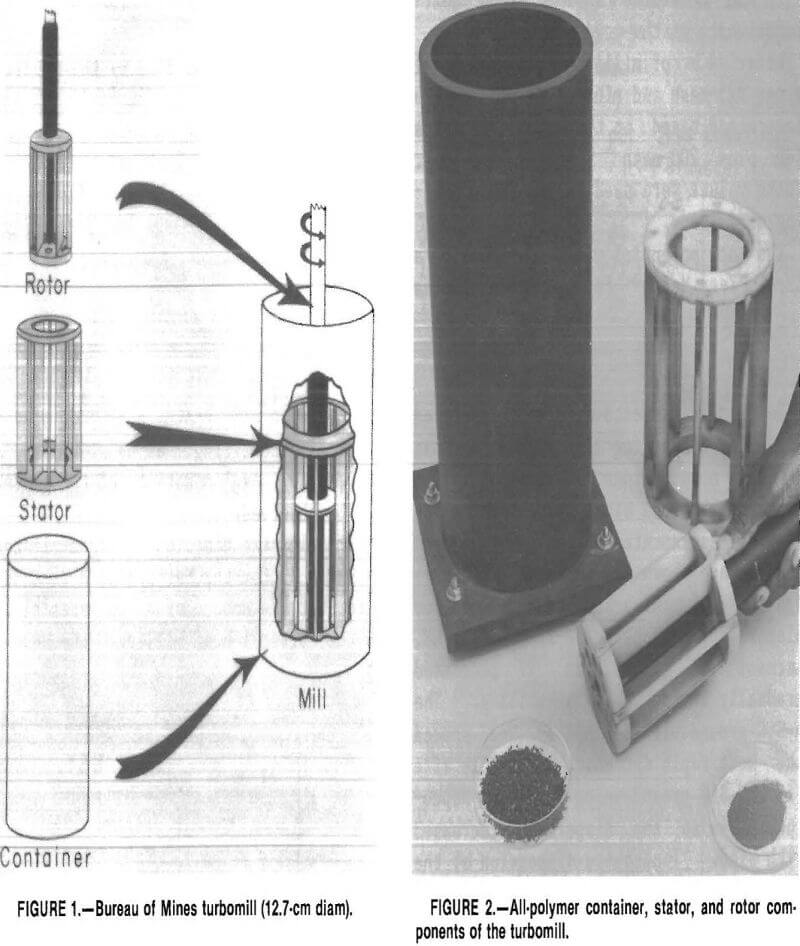
Bureau of Mines Turbomill
The turbomill (figs. 1-2), a 12.7-cm- diam unit, consists of three main parts: a rotor (8.7-cm diam) composed of vertical bars fixed to upper and lower disks, the upper one attached to the drive shaft; a cagelike stator (18.8-cm height) composed of vertical bars attached to rings at the top and bottom; a cylindrical container (32.5-cm height) with a 3,400-mL working volume; and a frame that holds the motor and the machine components. The rotor, stator, and container were constructed of ultra-high- molecular-weight polyethylene.
Materials and Conditions
The starting material used in the tests was green α-SiC³ of two different size fractions. A minus 20- plus 30-mesh fraction was used as the milling medium, and the material being milled was a minus 100- plus 200-mesh fraction (average diameter of 99 pm). The suspending medium was distilled water with 1 vol pct of a 10-wt-pct solution of dispersant added. The six dispersants used were tetra-sodium pyrophosphate, TSPP; Darvan 7, a sodium salt; Marasperse N-22, a sodium lignosulfonate; Nopcosperse 44, an ammonium salt; Aerosol OT, an anionic disodium sulfosuccinate; and Norlig NH, an ammonium lignosulfonate. Other parameters for milling were total solids, 52 wt pct, with a coarse-to-fine ratio of 2.5:1; rotor speed, 1,500 rpm; bottom clearance of the rotor, 0.2 cm; temperature, 25° C; and a milling time of 4 h unless otherwise noted.
Experimental Work
During each milling test, a 250-mL sample was withdrawn each hour from the mill by syphon and passed over a 325-mesh screen. The oversize material was returned to the mill along with 250 mL of water. Particle size of the minus 325- mesh fraction was monitored with equipment (Microtrac Particle Size Analyzer, L&N Instruments, North Wales, PA) that utilizes a laser. This instrument does not distinguish soft agglomerates and particulates. Soft agglomerates are made up of particulates that do not successfully disperse. Prior to sizing, the samples were submerged in an ultrasonic cleaner to help break up these soft agglomerates. However, soft agglomerates can remain; therefore, the particle size is a measurement of the particulates and any remaining agglomerates.
Surface area was measured with a Brunauer-Emmett-Teller (BET) surface area analyzer. The equivalent spherical diameter (ESD), in micrometers, was determined from the specific surface area and the density of SiC (3.21 g/cm³) by the equation
ESD = 6/Sp
where S = specific surface area, m²/g,
and p = material density, g/cm³.
The ESD is a measurement of an ultimate particle size that is the size of the particles present as actual particles or as part of an agglomerate. Therefore, a comparison of the particle size values determined by BET and laser techniques can indicate the presence of agglomeration. Scanning electron microscopy (SEM) was used to visually measure particle size and determine agglomeration characteristics of the powders.
After 4 h of milling, the percent of minus 325-mesh and minus 1-µm powders was determined based on the amount of minus 100- plus 200-mesh starting material. These values were used to evaluate milling efficiency.
The zeta potential was measured using a ZM-80 Zeta Meter for selected samples that had been dried and screened through a 200-mesh screen.
Oxygen analysis was done by the analytical group of the Bureau’s Albany Research Center using an Inert gas fusion technique. The samples had been dried and screened to pass through a 200-mesh screen.
Evaluation of Dispersants
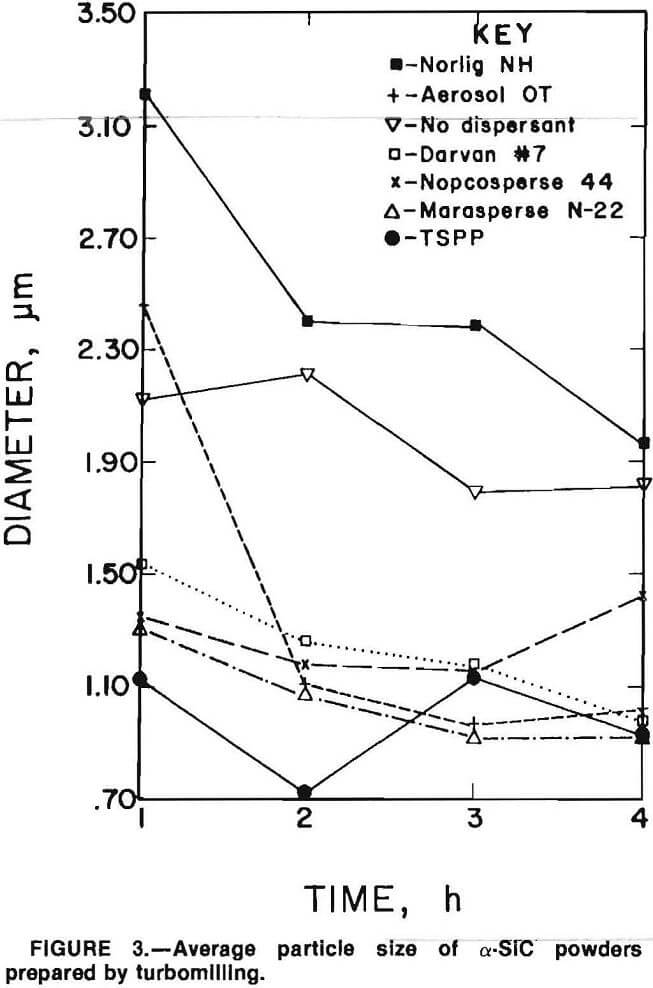
Seven milling tests were run; six used different dispersing agents, and one was run with no additions as a control. The average particle size values, based on laser measurements, of the α-SiC milled powders are shown in figure 3. The average size of the α-SiC ground using no dispersant, Marasperse N-22, Norlig NH, Aerosol OT, and Darvan 7 decreased gradually during the 4-h milling. The α-SiC ground with Marasperse N-22 showed the most rapid decrease. Particle size of the SiC ground using TSPP and Nopcosperse 44 as the dispersant increased with time. Inadequate dispersion of the material resulted in the formation of soft agglomerates that could not be broken by ultrasonic treatment. Table 1 lists BET data for the six dispersant tests and shows the ESD of the powders milled in TSPP and Nopcosperse 44 actually decreased. This indicates the formation of agglomerates during milling. SEM micrographs in figure 4 show the
as received SiC grain and the powder after turbomilling using TSPP as a dispersant. Agglomeration of the powder can be observed.
Particle size distribution data, listed in table 2, for the Marasperse N-22 indicate that the amount of <1 µm material is 54 pct after 1 h of milling; the amount
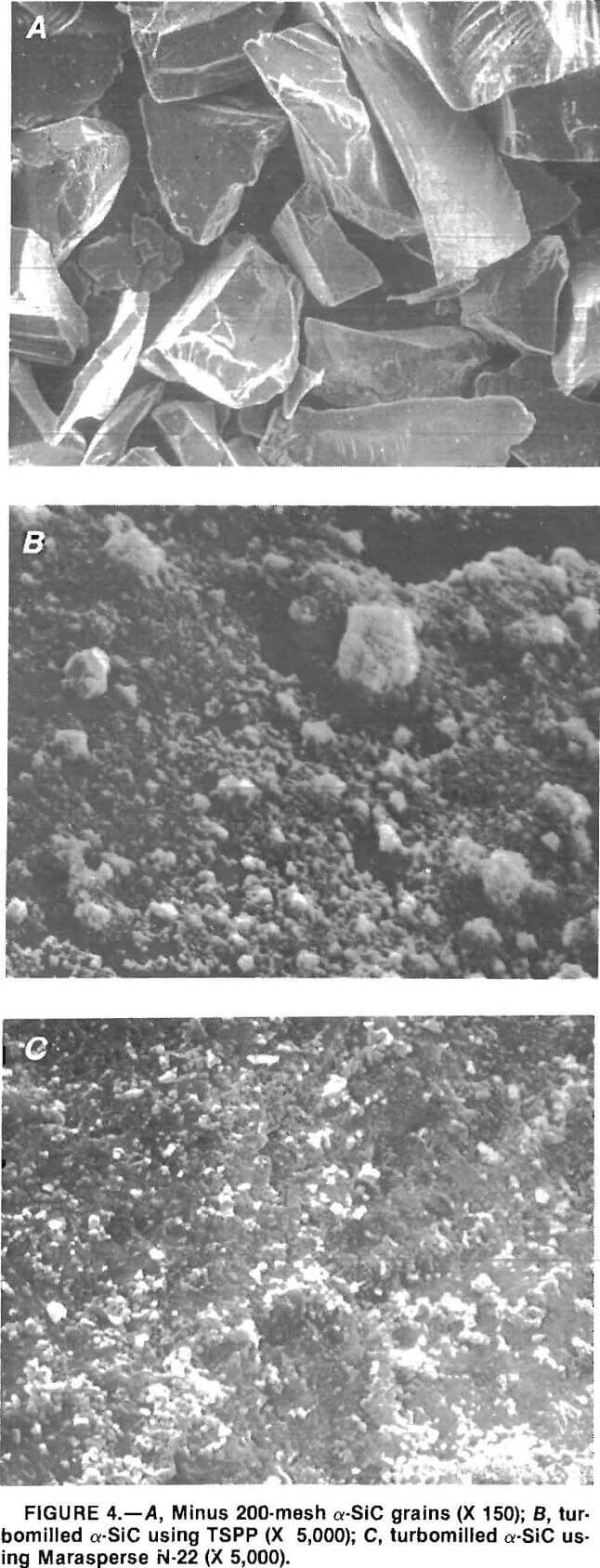
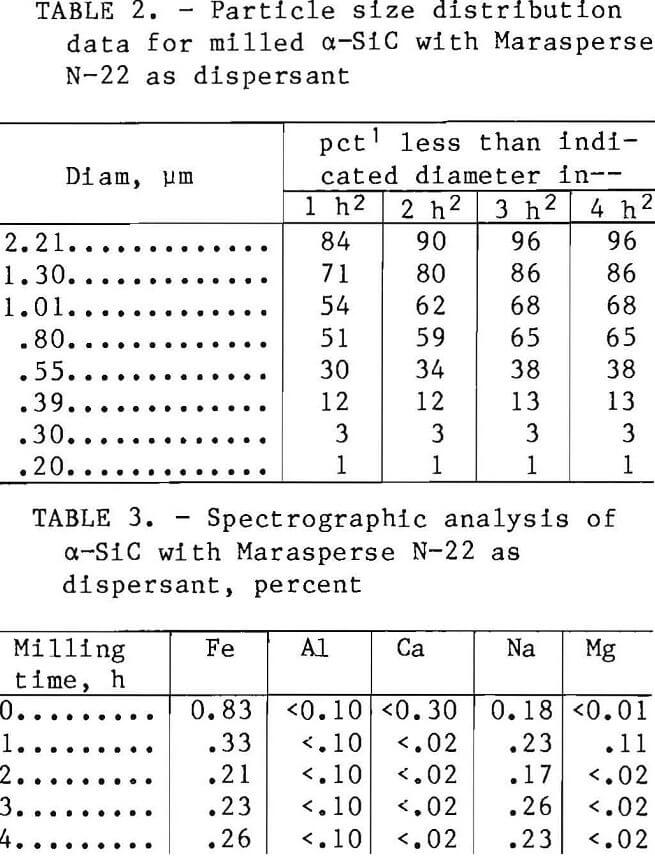
does not increase significantly over the next 3 h. An SEM micrograph (fig. 4C) shows the powder prepared using Marasperse N-22 as the dispersant.
Contamination of the SiC powders prepared using Marasperse N-22 as the dispersing agent was negligible as determined by spectrographic analysis. Results are reported in table 3. Contamination of the SiC using the other dispersants was also insignificant, with the iron content decreasing with time. The decrease in iron content is advantageous because iron must often be leached from ceramic powders after grinding. Sodium contamination of some powders was a result of the dispersant used. If Na+ were found to be detrimental to the high-temperature properties of a ceramic body, milling with a nonsodium dispersant such as Nopcosperse 44 or Norlig NH would be necessary.
Effect of Temperature
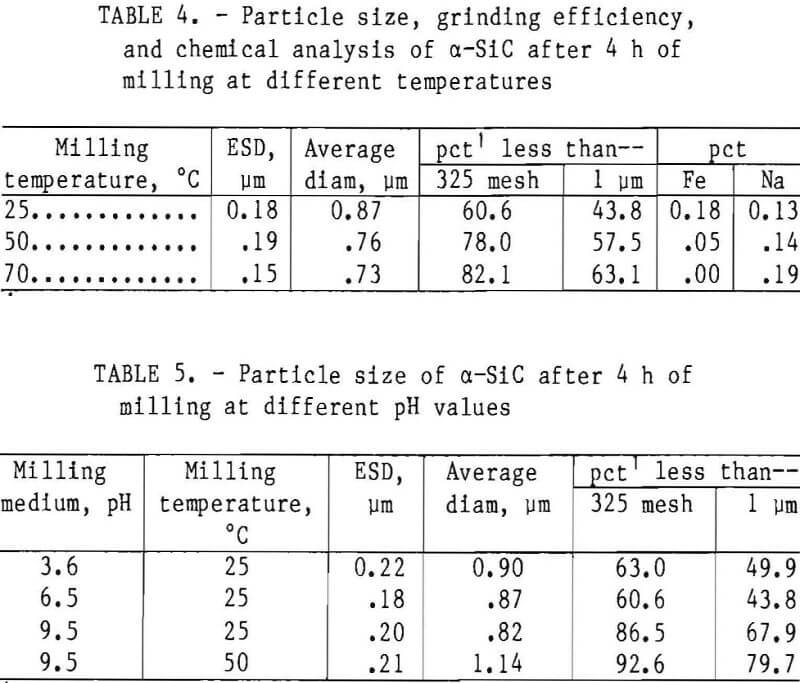
Three tests were made with the grinding temperature of the slurry maintained at 25°, 50°, and 70° C. Table 4 shows the average particle size determined by laser and by BET methods. As the temperature of milling increases, the particle size decreases slightly. Also, the milling temperature affects the grinding efficiency, as shown by the percent of the material ground to minus 325 mesh and minus 1 um after 4 h of milling listed in table 4. Table 4 also includes chemical analysis data for these tests. The iron content decreases with increasing milling temperature. Another advantage of milling at increased temperature is that the amount of cooling water required to adequately cool the system is reduced. Increasing the milling temperature from 50° C to 70° C did not result in a significant increase in the grinding efficiency. Since wear of mill increases as the temperature approaches the softening point of the polymer, running at 50° C would prolong the life of the polymer mill.
Effect of pH
Tests were run at pH values of 3.6, 6.5, and 9.5 to determine the effect of slurry pH on milling. An additional test was made at 9.5 and 50° C to evaluate the combined effects of pH and temperature. Table 5 includes particle size data for these runs. The data indicate that a change in pH does not affect the particle size of the material significantly.
The efficiency of grinding, table 5, is increased when the SiC is milled in a slightly basic environment. According to its manufacturers, the dispersing efficiency of Marasperse is affected by pH, with best results reported between pH 7 and 10. This increased dispersibility in a basic environment would permit greater particle-to-particle contact and increased grinding efficiency.
Evaluation of Different Milling Gas Environments
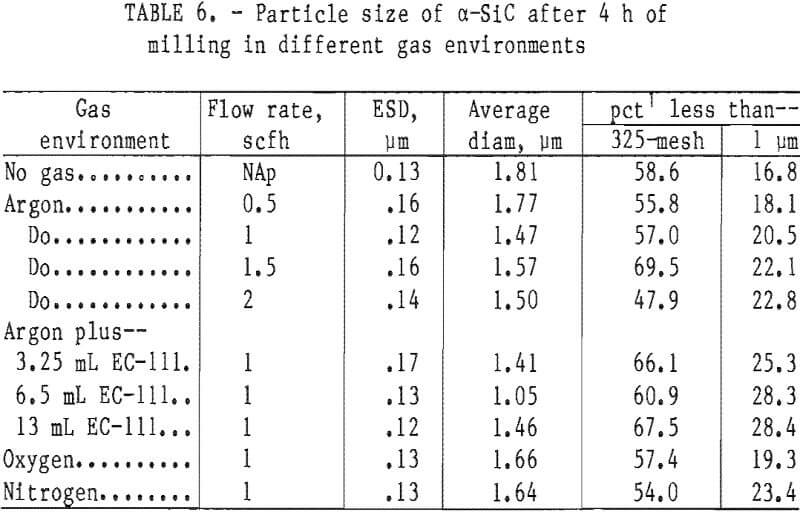
Four tests were performed in which argon was bubbled through the milling system, through a port on the side near the bottom of the container, at different flow rates. In these tests, a dispersant was not used in order to determine the effect of the gas alone. The particle size data for these tests listed in table 6 indicate no significant change with the addition of argon to the system. The percent of the 100- by 200-mesh material that passed through a 325-mesh screen after 4 h of milling and the amount less than 1 µm are also listed in table 6. Argon did not appear to have a significant effect on the grinding efficiency of the SiC.
The addition of an emulsion stabilizer, EC-III, to stabilize the bubbles in the system was also investigated. The SiC was milled using three levels of EC-III addition at a flow rate of 1.0 scfh of argon. Table 6 includes particle size and grinding efficiency data for these three tests. The particle size of the SiC was not changed significantly by the addition of the emulsion stabilizer. However, the addition of the EC-III increased the grinding efficiency considerably.
The effect of the presence of oxygen and nitrogen was also investigated. A flow rate of 1.0 scfh was used with no dispersant added to the system. Table 6 includes particle size data for the powders milled in the presence of these gases, which had little effect on milling of α-SiC.
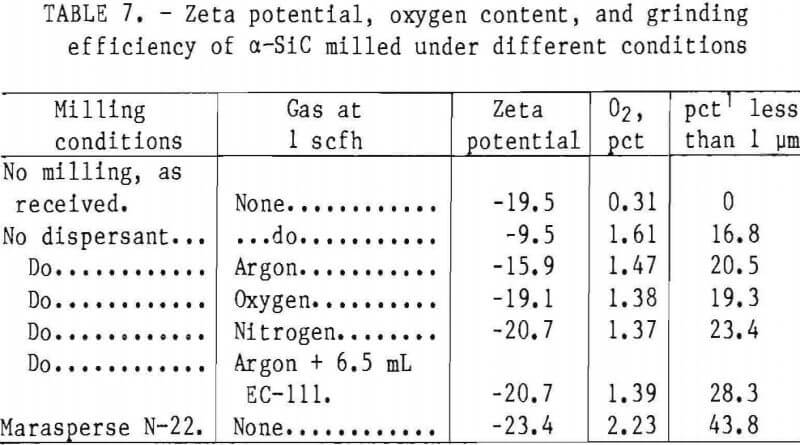
Zeta potentials of the powders prepared using the different gases are listed in table 7. Zeta potential is a measurement of the effect of electrostatic charge in a colloidal system. A net repulsive force will cause the particles to repel each other as they meet, resulting in a more stable, better dispersed system. The grinding efficiency of α-SiC should increase as the zeta potential becomes more negative.
Oxygen analysis data, table 7, for the powders indicate that milling in any atmosphere increases the oxygen content of the material. The sample prepared in Marasperse N-22 showed the greatest in-crease in oxygen. This powder also contains the largest amount of submicrometer material after 4 h. The large surface area of this material would explain an increase in the oxygen content.
Conclusions
A study of the grinding of α-SiC in the turbomill using different dispersants, temperatures, pH values, and gas environments yielded the following results:
- The addition of a dispersant increased grinding efficiency, with the best results obtained using Marasperse N-22.
- The grinding efficiency of α-SiC is increased when the temperature of the slurry is increased from 25° to 50° C.
- The grinding efficiency is increased when the pH is changed from acidic to basic with Marasperse N-22 as a dispersant.
- In an argon environment the addition of an emulsion stabilizer, EC-III, increased the grinding efficiency.
- Optimum milling efficiency was obtained using Marasperse N-22 as the dispersant at pH 9.5 and 50° C. Under these conditions minus 100- plus 200-mesh SiC was ground to 80 pet less, than 1 µm in 4 h.