
It is obvious that the choice of the method to be employed in the handling of blast-furnace slags and mattes depends upon local facilities and conditions which may indicate as advisable some particular plan. As a result of the variety of such conditions hardly any two smelters use identically the same method, though they be located only a few hundred feet apart. For instance, of the several plants in Leadville, Colorado, each has a more or less distinctive system. The same is true of Salt Lake City and vicinity. In view of this it is evident that the existing diversity of practice cannot be accepted, prima facia, as evidence of the lack of wisdom at any one works, and the following account of the methods pursued at several leading establishments in the West is offered, without purpose of criticism, as likely to furnish for all parties useful material for consideration.
The Boston and Montana Consolidated Copper and Silver Mining Company.—This company has large mines in Butte, Montana, whence the ore is shipped in cars to Great Falls, 170 miles distant, for treatment. Such ore as is suitably high in copper is smelted in blast-furnaces to a copper-matte, carrying from 50 to 55 per cent, of copper, which goes to the converters. These are as large as the average steel-converter, the minimum charge being about 3 and the maximum 8 tons. The crude ore, too low in copper to smelt direct, is concentrated, roasted in Bruckner cylinders, and reduced to 50- to 55-percent matte in reverberatory tilting-hearths. This matte, as well as the blast-furnace matte, is converted to “ pig-copper,” which is either refined electrolytically on the spot or shipped for refining elsewhere.
The works, located on the north bluff of the Missouri river, some two miles below the city of Great Falls, occupy a well nigh ideal site for a large smelting-establishment, there being great water-power and a steady slope of about 1 foot in 5, more or less, from the edge of the river for several hundred feet back. Switches of the Great Northern Railway run through the works at the top and bottom with convenient grade for unloading of ore, coal, etc., and for the handling of empty cars.
Fuel for the “Wellman” and the “Taylor” gas-producers is supplied from the Sand Coulee coal-mines in the Great Falls district. Water, to be used under head, is pumped to large tanks on top of the bluff above the smelter.
The ultimate disposal of the slag at these works is effected by granulation and sluicing away; but the method may be better explained by considering the handling of the slag from three more or less distinct sources, namely, the blast-furnaces, the reverberatory tilting-hearths and the converters.
1. The molten material from the blast-furnaces is run continuously into a movable fore-hearth or setter, which is simply a rectangular box bound with cast-iron plates about 1 inch in thickness and lined with split fire-brick.
The matte (which is high in copper, thus assuring a clean slag) is tapped periodically, according to the amount being made, from a tap-hole some 5 or 6 inches from the bottom of the fore-hearth, into an ordinary slag-pot. When this is full it is wheeled away a few feet and the matte is poured into moulds. When cool, being in slabs of from 2 to 3 inches in thickness, it is easily broken to suitable size.
The slag from the fore-hearth overflows continuously (except while the matte is being tapped) into a jet of water under pressure, and is sluiced into the river, where it is carried by the current.
2. At the tilting-furnaces, after a thorough fusion has taken place and the furnace is prepared for a separation of the slag and matte, it is tilted and a man with a long hoe skims the slag from the furnace into a trough, from which the slag is granulated and sluiced to the river like the blast-furnace slag above mentioned.
3. During the operation of skimming the tilting-hearths a converter is also being skimmed into a large ladle of 10 tons or more capacity. When the skimming of the converter and the tilting-hearth is finished both are swung to normal position and the ladle carrying the converter-skimmings is picked up by a 20-ton electric crane and carried to the tilting-hearth just skimmed, into which the slag is poured. By the cleansing on the “ copper-bottoms,” so to speak, of the tilting-hearth, lasting a few moments, I am told that the converter-slag is reduced from 2 to 2½ down to 0.6 per cent, of copper. After this cleansing the hearth is again tilted, and the slag is skimmed and granulated and sluiced off, as already described.
At other copper-works in Montana slag is handled from the blast-furnaces in much the same way where sufficient supply and head of water are available. But the slag from blast-furnaces more generally runs from the fore-hearth into an ordinary slag-pot, which is wheeled to the edge of the dump and emptied by tilting.
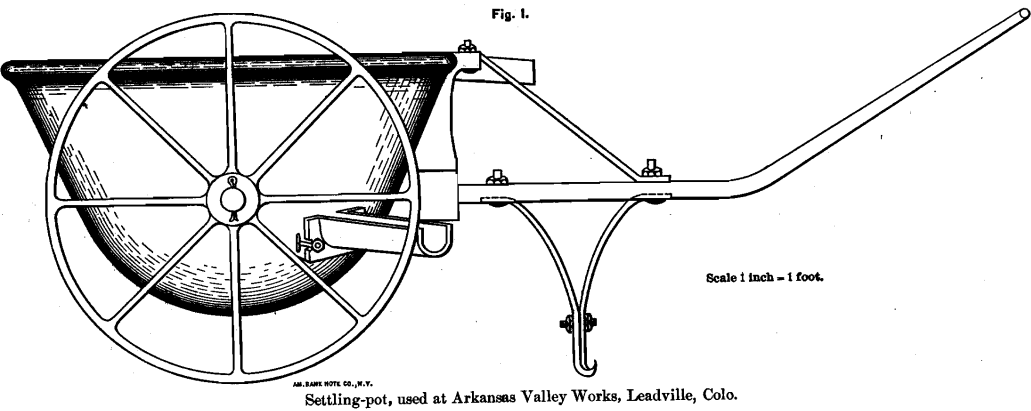
The United Smelting and Refining Company.—This company has near Great Falls, on the Missouri river, about 2 miles below the Boston & Montana Copper Works, above spoken of, works at which purchased ores are reduced to base-bullion. The sampling-works, roasters and ore-bins, blast-furnaces, engine-room and boiler-room are practically on the same level, which is that of a bluff above the river, where the furnaces are located, giving ample dumping-ground for the slag. The slag flows from the furnace into a settling-pot on the same principle and practically of the same dimensions as shown in Fig. 1 (which represents the exact form used at the Arkansas Valley Works, Leadville, Colo.). From this settling-pot the slag overflows into a Devereux-pot, which is simply an ordinary slag-pot, with a hole about 1 inch in diameter on the front side. In this case the hole is very low down, about 4 or 5 inches from the bottom of the pot. These Devereux pots, when filled, are pulled some 150 or 200 feet to the edge of the slag-dump and tapped by inserting a steel bar through the top crust and poking the same through the hole, which has previously been plugged with clay. Of course, when struck by the bar the plug of clay falls out, and the molten slag flows over the dump. If there happens to be any matte, it is saved in the portion of the pot beneath the hole. This is allowed to cool, and is then separated on the dump from the slag, by men with “ culling-hammers.” Usually there is between the slag and matte quite a perfect cleavage-plane, often characterized by crystallization. When a “ settling-pot ” has become filled with matte, a fresh one is substituted. The matte is allowed to cool and then broken up, as before described, and is ready for further manipulation. The advantage of the Devereux pot over the ordinary slag-pot, is connected with the possibility that a small quantity of matte may overflow with the slag from the settling-pot. In the use of the ordinary slag-pot everything except the crust adhering to the sides of the pot and a small amount of the top-crust would be thrown away over the dump; whereas, with the Devereux, if any matte is present, it is saved in the “ button ” below the hole. If, upon cooling, this “ button ” is seen to carry no matte, it is either thrown away, involving little additional expense (which is justified by the safeguard thus secured against loss), or it is re-smelted with the “ crusts.”
The Omaha and Grant Smelting Company.—At the works of this company, in Colorado, a very good system for handling slag and matte has been introduced. Slag is received from ten blast-furnaces. The molten material is tapped from the furnace into a slag-pot, which is wheeled away, and the slag is emptied as quickly as possible by tilting into a large pot constructed on the Devereux principle, which has previously been lowered into a cylindrical compartment or pit in the dump, so
that the top of the pot, when in position, shall be on a level with the dump at this point. Those pits with their large pots, of which there are several, are located in a row about 120 feet in front of the blast-furnaces. When one of these large pots is full of slag and matte, it is hoisted and carried by an overhead crane to such a position that when the plug of clay is punched out the slag will run into side-dumping slag-pots on trucks, after which the large pot is conveyed to another position, so that the matte left in it may be tapped into a pot of the same construction, but somewhat larger than the ordinary slag-pot. The shell in this large pot, after the slag and matte have been tapped, is conveyed to a convenient spot, and the “ crusts ” are dumped.
When the side-dumping slag-pots have been filled, they are pulled by mules to the edge of the dump, and the slag is thrown over. The matte is allowed to cool in the pot into which it was tapped, and is then broken with culling-hammers. Any slag on the dump, in the form of crusts or otherwise, which is to be re-smelted, is loaded into a small car lowered on a tramway, so that its top is below the level of the dump, and hoisted in this to a tramway several feet above the charge-floor, upon which the car is wheeled to the furnace at which it is desired to dump the slag. The idea of keeping the slag and matte hot for a reasonable length of time, so as to allow the particles of matte to separate from the slag, seems good, and is effected by placing the pot containing a comparatively large amount of molten material in the pit mentioned above, thus allowing a minimum amount of cold air to come into contact with the sides of the pot. The tapping of the slag and the matte from this pot is simply an application of the Devereux system.
The Arkansas Valley Smelting-Works.—These works, situated at Leadville, Colorado, are a branch of the Consolidated Kansas City Smelting and Refining Company, of Argentine, Kansas. Here slag is handled from seven lead blast-furnaces and three copper-matte blast-furnaces. The establishment is comparatively old, having been smelting ore for more than sixteen years, and the slag-dump extends several hundred feet from the furnaces. The installation of arrangements for granulation would be expensive, and the method used for handling slag seems the best under existing conditions. In front of the furnace building, about 20 feet, and for its full length, there is an open cut about 5 feet deep by 6 feet wide, into which is backed
a train of trucks carrying two Nesmith side-dumping slag-pots each. (See illustrations in Hofman’s Metallurgy of Lead, Figs. 140 to 144, page 204.)
Furnaces Nos. 1, 2, and 3, are matting-furnaces, located at one end of the row of ten furnaces; and as No. 1 differs in details of construction from Nos. 2 and 3, I will speak of them separately.
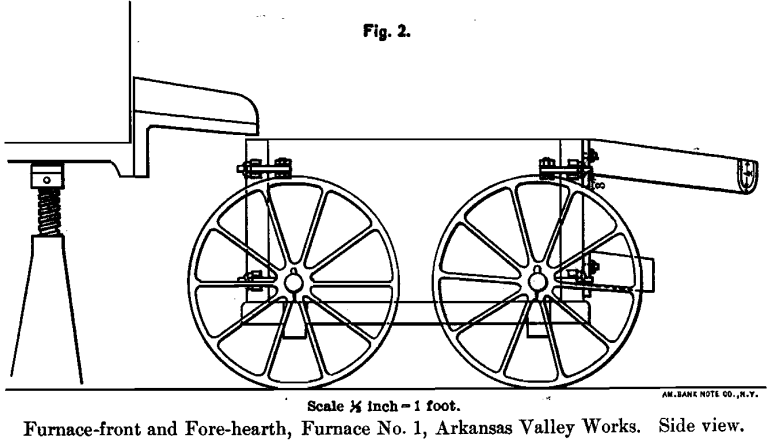
No. 1 is a matting-furnace, the bottom-plate of which is elevated on jack-screws 34 inches from the floor of the furnace-room. The product from this furnace, as from the other two matting-furnaces, is a copper-iron matte, running from 12 to 35 per cent, in copper.
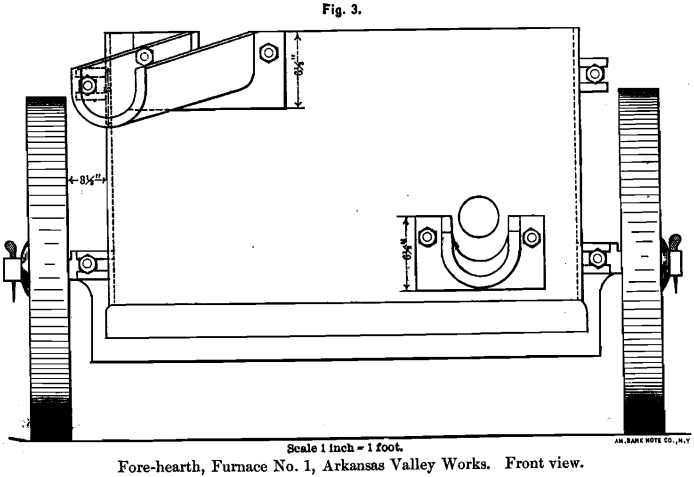
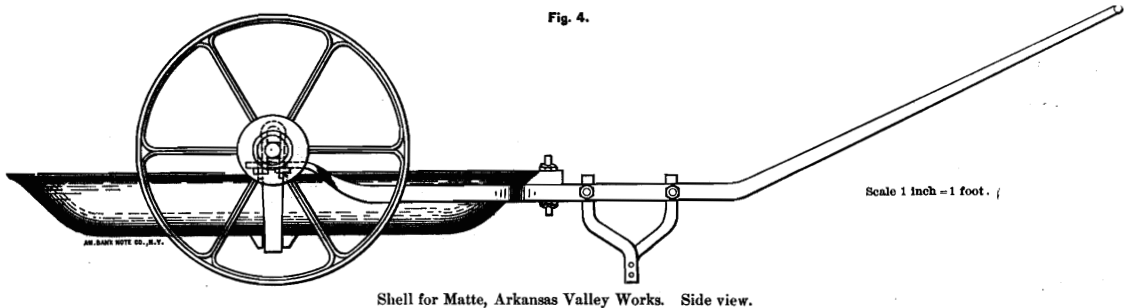
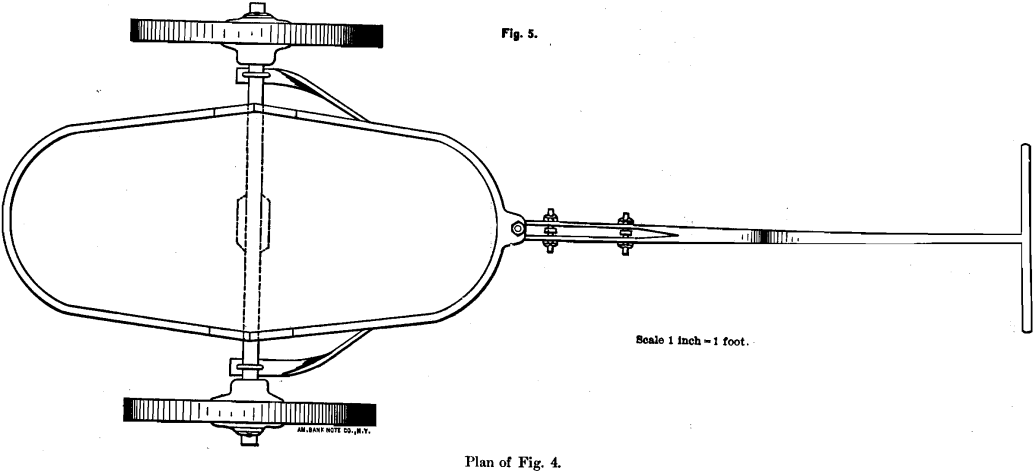
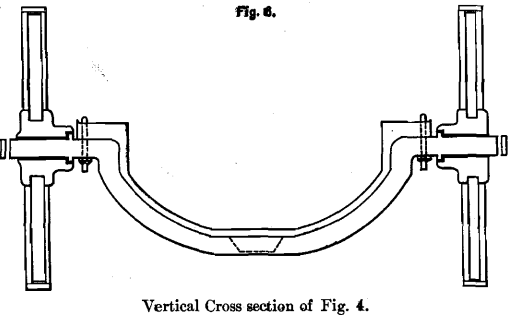
Fig. 2 gives a side-view of the front of the furnace and the fore-hearth, and Fig. 3 the front-view of the fore-hearth. The molten material from the furnace is tapped periodically into this fore-hearth; the matte settles to the bottom and is tapped into a “shell” (see Figs. 4, 5, and 6), and the slag overflows into a settling-pot (see Fig. 1). Any matte that has not settled from the slag in the fore-hearth has another chance to settle in this pot. The matte is drawn from the lower tap-hole of this settling-pot, into a “ shell,” and the slag overflows into an ordinary slag-pot. This latter is wheeled to the edge of the cut in the dump mentioned above, and by tilting the pot, dumped into one of the slag-pots in the open cut. The shell of slag that adheres to the sides of the pot after emptying the bulk of it into the pots in the cut, is removed from the pot and hoisted in a car to the furnace-floor to be remelted, in much the same manner as slag to be resmelted is treated at the Omaha and Grant smelting-works at Colo., as described already.
The matte in the “ shells ” is dumped near the railroad-tracks, conveniently for loading for shipment.
The fore-hearth of this furnace, owing to the irregularity of the charges, is changed about twice a month; the large settling- pots are changed three or four times a day.
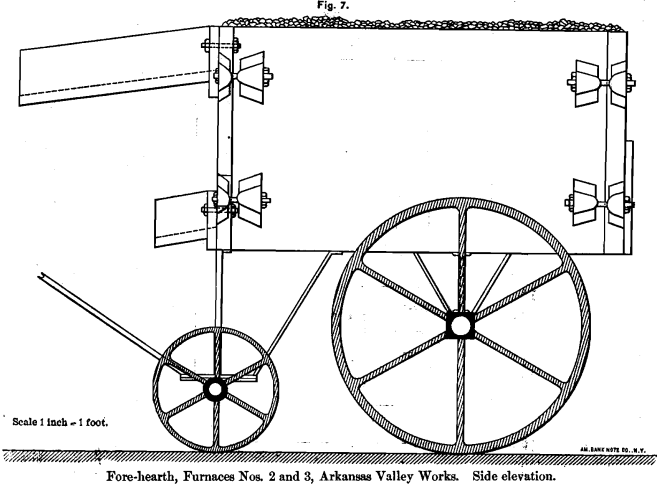
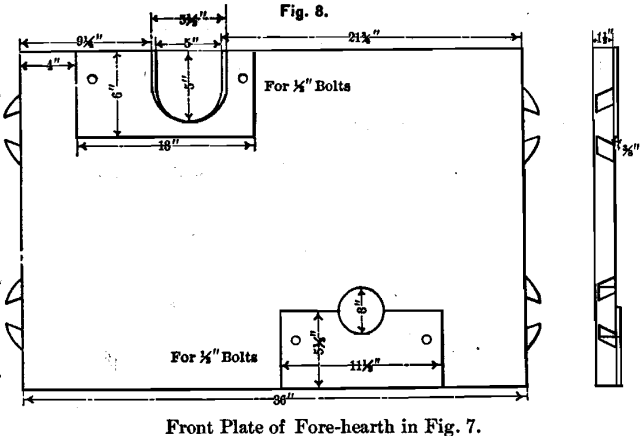
On furnaces No. 2 and No. 3 a different style of fore-hearth is used. Fig. 7 shows the “ side-elevation,” and Fig. 8 the front plate of this fore-hearth. In this case the molten material runs into the fore-hearth near its bottom, and the matte is drawn from the lower tap-hole into an ordinary slag-pot. The slag rises and overflows into a slag-pot; from this point on both slag and matte are treated like those of furnace No. 1.
So far as obtaining clean slag is concerned, this latter system of fore-hearth works more satisfactorily than the style used on
furnace No. 1, and does away with the use of the settling-pot. The design was recommended by Dr. E. D. Peters, Jr.
At the lead-furnaces the molten material is run into Devereux pots which are wheeled on to grates, covering in front of the lead-furnaces the cut into which are run the slag-trucks. The plug of clay in the Devereux pot is punched out, allowing the slag to flow through an opening in the grates (18 by 6 inches), into one of the pots in the cut. Then, this Devereux pot, containing lead-matte, and the small amount of slag left in the pot below the hole, is wheeled right on over the grates to the culling-ground beyond, and, when cool enough, its contents are
dumped. The matte and slag are then separated, the matte being loaded into Thatcher dumping-cars, conveyed to the crusher, roasted and slagged, and finally re-treated in the matting-furnaces.
The slag, if “ dirty,” is conveyed to the furnace-floor, and re-treated ; if not, it is thrown over the dump.
The matte made in the lead-furnaces at a large custom smelter of this kind, necessarily varies in amount; so the hole in the Devereux pots used is made high up on the front side of the pot. In front of each opening in the grating over the cut is a small wrought-iron step-like arrangement, by the use of which under the “ rest” attached to the handle of the pot, the flow of slag may be regulated, according to the amount of matte being made. If a very small amount; the “ rest ” of the slag-pot is placed on the highest step.
When all the pots of a train in the cut are filled with slag, a small locomotive conveys them 400 feet or more to the edge of
the dump, where the slag is thrown over. The locomotive immediately places another train of empty pots in the cut.
Since the above was written concerning the system of slag- manipulation at the Arkansas Valley works, Mr. R. D. Rhodes has constructed there a reverberatory-hearth, into which the slag and matte are run from the blast-furnaces; and by keeping up a slight heat in the fireplace of this hearth, a separation of slag and matte is said to be economically affected.
The American Smelting Works.—At these works, in Leadville, Colo., a branch plant of the Aurora Smelting and Refining Company, the slag from seven lead-furnaces is granulated, as is likewise most of the matte made. The molten material is tapped from the furnace into a settling-pot. A portion of the matte settles in this pot, and that which does not, overflows with the slag into a second, somewhat smaller, settling-pot. From this the slag overflows into a jet of water, under 20 pounds pressure,
in which it is granulated and sluiced away. When the second settling-pot is full of matte, it is replaced with an empty one, and hoisted to a suitable point, and the matte is granulated, the granular particles falling into storage-bins, from the bottom of which the stock is drawn out, when desired, into tram-cars and conveyed to the roasters.
The Consolidated Kansas City Smelting and Refining Co.—The main works of this company are at Argentine, Kansas. Here slag is handled in somewhat the same way as at the works in Leadville, with the exception that the Argentine slag, instead of being thrown away, is sold to the railroads as ballast. The molten material is run from the furnace into Devereux pots, which are wheeled to a cut somewhat similar to that described at the Arkansas Valley Works. Into this cut are run slag-trucks, which, however, carry, instead of conical pots, rectangular cast-iron boxes. When a train of these boxes is ready for the slag to be tapped into them, a wrought-iron pronged eye-bolt 1½ inches in diameter is placed in the middle of each box, the eye extending about 4 inches above the top of the box. When all the boxes on the trucks have been filled with slag, a small motor side-tracks the train and puts another train of empty boxes in the cut. After the slag in the boxes has cooled sufficiently, a small travelling crane picks up one cake of slag after another by means of a hook inserted into the eye of the pronged eye-bolt, and deposits the same in front of a crusher. The cakes are broken up with hammers, the eye-bolts are withdrawn, and the slag goes through the crusher, and is loaded on railroad cars, ready for use as ballast.
The Omaha and Grant Smelting Company.—At the works of this company in Omaha, another adaptation of the Devereux system is in use. The molten material is tapped into the Devereux pots from the blast-furnaces and allowed to stand long enough for as complete a separation of slag and matte as possible. About 75 feet in front of the furnace-building, and centrally located, is a contrivance which handles, very ingeniously, the slag as tapped from the Devereux pots. It consists of a circular pit, about 35 feet in diameter, and filled with water, upon the outer zone of the surface of which an annular disk of cast-iron plates, about 2 feet wide and 1¾ inches thick, and slightly trough-shaped on the top, is made to revolve. This disk is supported partly by radial arms from a pillar in the center of the pit, and partly by rollers attached to the plates underneath, and travelling on stationary plates which are in turn supported by pillars around the circumference of the pit. Revolution is effected by means of a rack on the periphery of the disk. A constant stream of cold water is run into the pit, and an outlet is provided for the heated water, the supply being so regulated that the water shall not overflow the trough-shaped surface of the disk, but the lower side of the plates, with the rest of the mechanism, shall be constantly immersed in cold water. The apparatus makes one revolution in five minutes.
A Devereux slag-pot having been wheeled to the edge of the pit, the slag is tapped, first striking a cast-iron plate fixed at an angle of about 60 degrees from the horizontal, to prevent the undue scattering of the slag, which passes through upon the the revolving trough-shaped disk. On this it spreads out, covering the plates to the depth of ¼ to 1 inch, according to the amount of slag being made. From the molten state in which it was tapped from the pot, the slag cools gradually on those water-cooled plates, until at the end of a revolution it is quite brittle. A piece of ½-inch steel is set diagonally across the revolving plates in such a manner as to break up the slag, and force it on to a conveyor, which takes it up into bins, from which it is loaded on railroad cars. It is of such size and structure as to be of superior quality for the purpose of ballast, being square or rectangular in shape, from ¼ to 1 inch in thickness, and from ½ inch to 4 inches in surface area. This arrangement was designed by Mr. Page, the superintendent at these works.
The Hanauer Smelting Works.—At these works, near Salt Lake City, Utah, silver-lead ores are concentrated in blast-furnaces. A sluice carrying water under pressure is run under the floor in front of the furnaces. The slag and matte are tapped periodically from the furnace into settling-pots; the slag overflowing into the sluice is granulated by the stream of water, and carried to a pit or “ boot,” whence it is hoisted by a belt-elevator into bins, from which it is loaded on railroad-cars to be used for ballast. The matte and the small amount of adhering slag in the settling-pots are culled and handled in the usual manner.
Slag Tiles
As a matter of particular interest, I will briefly describe, in conclusion, a successful manufacture of slag-tile from blast-furnace slag, invented by Mr. Marco Chiapponi, E.M., which I saw in operation at the smelting-works of Senor Concha y Toro, about 15 kilometers from Santiago de Chili.
The slag and matte are tapped from the blast-furnace into a slag-pot, and, after settling a few moments, the slag is poured from ladles into moulds (6 by 1 inch each); these are placed on a hearth which has a movable cover; the moulds being filled with slag, a cover is placed on them, as well as on the hearth. A very light heat is kept up, so that the slag is very slowly cooled; and when it appears black, the moulds are lifted from the hearth and the slag-tiles are dumped into cold water. The slag-tiles thus made are light and portable, and, when laid, tough and durable. A slag carrying a considerable excess of iron has been preferred.
It is generally known that it is impossible under ordinary circumstances to make tiles of such dimensions as are mentioned above, without some extraneous means for toughening.
Though, at other establishments than those spoken of, I have observed somewhat altered details in the systems of slag- and matte-manipulations, I believe this paper covers essentially my purpose, which was to describe the main features of our Western practice.