
Table of Contents
The effect of fluoride inclusions on the properties of titanium produced from the Bureau of Mines developed induction slag melting process is of concern to the titanium industry. The objective of the research was to determine the effect of removing the nonconductive molten calcium fluoride (CaF2) slag used as an insulator between the titanium and the segmented copper crucible. The data were obtained from single-induction-melted ingots prepared with no CaF2 insulating slag and an ingot prepared with the normal addition of 4 pct CaF2 slag.
The results showed that the mechanical properties of single-induction-slag-melted and annealed Ti-6Al-4V alloy exceed the minimum values specified in “Aerospace Materials Specification for Titanium Alloy Bars and Forgings AMS4928H.” High-cycle, tension-tension fatigue testing yielded similar results. The data from 44 of the 45 specimens were contained within the typical scatter band for fatigue dataon wrought Ti-6Al-4V alloy. Although the removal of the insulating slag is a desirable change, the data from the specimens with the previously standard 4 pct slag addition showed no detrimental effect from the slag inclusions.
The Bureau of Mines has been active in the development of titanium and zirconium technology since the first commercial introduction of these materials. Bureau personnel have made significant contributions to sponge reduction processes, melting, and casting technology for titanium.
Induction slag melting (ISM) was developed by the Bureau in the 1970’s as a technique for vacuum induction melting titanium in a segmented copper crucible. Its original intent was to consolidate titanium castings revert and loose titanium scrap into electrodes for melting in consumable-arc furnaces. An anticipated titanium scrap market never developed, but the Bureau has continued work on the process because of increasing interest in it for melting a variety of metals and alloys.
This current work at the Bureau was part of a program to determine the effect of reducing the amount of non- conductive molten slag required as an insulator between the titanium and the segmented copper crucible. During the period of this investigation, researchers at the Duriron Co., Dayton, OH, were able to successfully induction melt titanium and titanium alloys without any insulating slag. The Duriron work was done in a casting furnace and was followed by the Bureau’s work confirming the feasibility for both ingot melting and casting without the insulating CaF2 slag. This represented a major improvement in the process, and the work was redirected toward doing a comparison of the mechanical and fatigue properties of Ti-6Al-4V alloy produced with both the previous 4 pct slag addition and without any slag at all.
It is not known why the CaF2 insulating slag could be eliminated without either attenuation of power to the melt or any noticeable damage to the copper crucible. The most probable explanations are the design changes that have evolved with the process, notably the increased number of segments, which may have rendered the crucible discontinuous, or the elimination of electrical isolation of individual segments by joining the crucible segments together at the base flange. The increased number of segments may also have levitated the melt away from the crucible and prevented arcing. This elimination of CaF2 is certainly a desirable change because it has always been a major source of nonmetallic inclusions in the product.
Materials
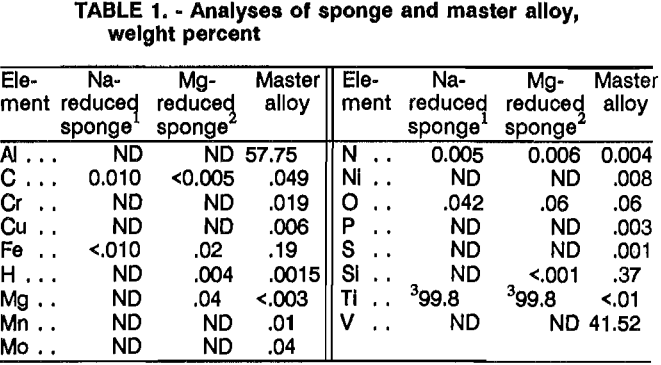
The titanium alloy chosen for this study was the widely used Ti-6Al-4V, for which data on mechanical and fatigue properties are readily available. The titanium sponge and Al-V master alloy were obtained from domestic sources. The unalloyed sponge was commercially produced by either the Kroll process or the Hunter process. The size range was minus ¾ in by plus 20 mesh. Analyses are shown in table 1.
Luminescent-grade CaF2 was used as the insulating slag. The CaF2 was treated prior to use by first heating for 2 h in air from 1,112° F (600° C) to 1,202° F (650° C) to remove excess moisture. The CaF2 was then vacuum fused to remove any remaining moisture and CO2 resulting from the decomposition of CaCO3. Any SiO2 present and the CaO resulting from the decomposition of the CaCO3 were not eliminated during vacuum fusion, and both were a potential source of oxide contamination to the ingot.
Procedure
Ingot Melting
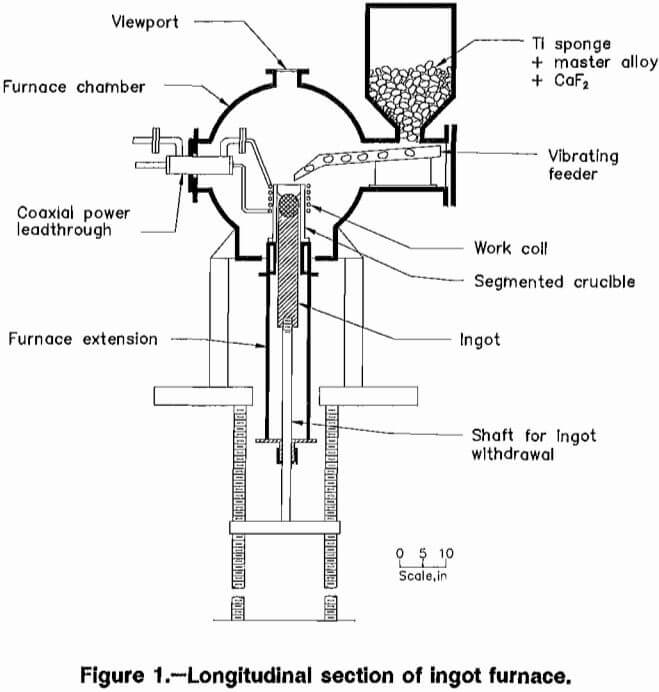
Figure 1 shows a schematic diagram of the ISM furnace. The essential features of the furnace, in addition to the segmented crucible, were a vacuum-tight chamber for melting in a controlled atmosphere, a system for side-feeding metal and insulating slag into the crucible, and a mechanism for withdrawing the ingot that was formed. Power for melting was supplied by a 100-kW, 9,600-Hz motor-generator rated at 440 V and 228 A. A detailed description of ISM as practiced by the Bureau of Mines may be found in reference 2.
Ingot Processing
Following melting, the ingots were cut to 254 mm (10 in) and conditioned with a lathe to provide defect-free surfaces prior to forging. Ingot breakdown was done in a hydraulic press fitted with open flat dies for close control of the deformation rate. The rated capacity of the press is 454 mt (500 st). The ingots were placed into a furnace, preheated to 2,050° F (1,121° C), and soaked for 2 h prior to the start of forging.
Each ingot was upset forged to 50 pct of its original length and then placed into another furnace set at 1,875° F (1,024° C) and soaked for 30 min. After the 30-min soak, the ingot was reforged to an octagon shape of the approximate original length in the axial direction (minimum of 30 pct reduction). Following this forging operation and between each succeeding forging operation, the ingot was soaked for 15 min at 1,875° F (1,024° C). Following the third upset, the ingot were reforged to bars 140 mm wide (5-½ in) by 64 mm thick (2-½ in) by random length. The reforged bars were then placed on a cooling rack to air cool to room temperature.
The bars were sandblasted and conditioned, by milling, to remove any cracks that looked like they would cause further damage during rolling to the final plate.
The bars were placed into a furnace, preheated to 1,765° F (963° C), soaked for 2 h prior to the start of rolling, and soaked again for 15 min between each successive pass. The thickness of the plate was reduced by 20 pct per pass. When the final plate thickness, 15 mm (5/8 in), was attained, the plates were flattened on the forging press and air cooled to room temperature. The plates were sandblasted to remove forge scale prior to machining.
Preparation of Test Specimens
Test blanks were cut from the forged plates and machined into Charpy impact, tensile, and fatigue specimens. Impact specimens were standard Charpy V-notch specimens conforming to American Society for Testing and Materials (ASTM) specification E23-82, type A (5, p. 223, figure 6). Tensile specimens were proportional to standards and conformed to ASTM specification E8-83 (6, p. 143, figure 8). Fatigue specimens were standard, conforming to ASTM specification E466-82 (7, p. 571, figure 1). In previous fatigue testing, single-induction-slag-melted. Ti-6Al-4V alloy was found to be very notch sensitive. Therefore, a thread roll forming procedure was used for the preparation of fatigue specimens for this study. After machining, the specimens were packed in Ti-6Al-4V alloy machine chips in a carbon steel container that was evacuated, backfilled with helium, and sealed by welding in an inert atmosphere. The samples, as contained, were annealed (container wasn’t annealed to remove strain) at 1,300° F (704° C) for 2 h to remove any residual strain. Following the 2-h annealing treatment in an open electric furnace, the container was removed from the furnace and air cooled to room temperature before the specimens were removed.
Test Procedure and Results
Charpy V-notch specimens were tested in accordance with ASTM specification E23-82. Tests were performed on a Riehle model R-21314 pendulum C-type machine. The linear velocity of the hammer at the instant of striking was 18.1 ft/s. The temperature of the specimens was 72° F (22° C). The results are shown in table 2.
Tensile specimens were tested in accordance with ASTM specification E8-83. After inspection, the
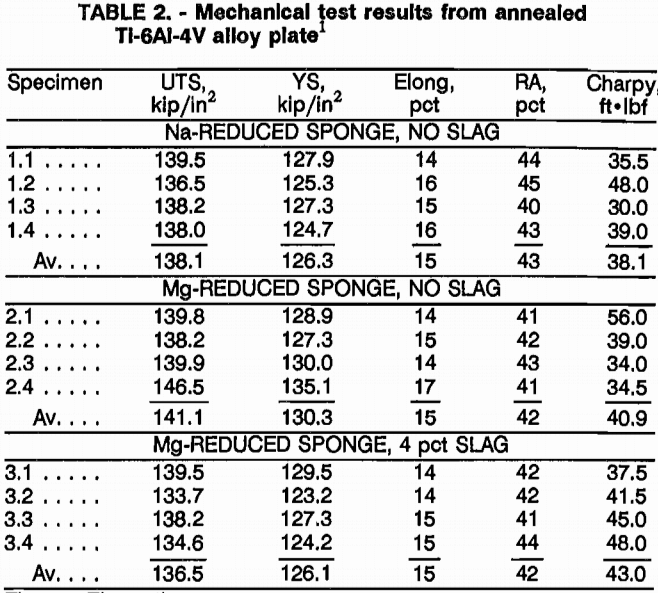
specimens were gauge marked and placed in the grips of the testing machine, and an extensometer was attached to the specimen and to a stress-strain recorder. The tensile test was performed by loading at a strain rate of 0.005 in/(in·min) through a specified offset of 0.2 pct. The extensometer was then removed, and the specimen was loaded to failure at a strain rate of 0.05 in/(in·min). The results are shown in table 2.
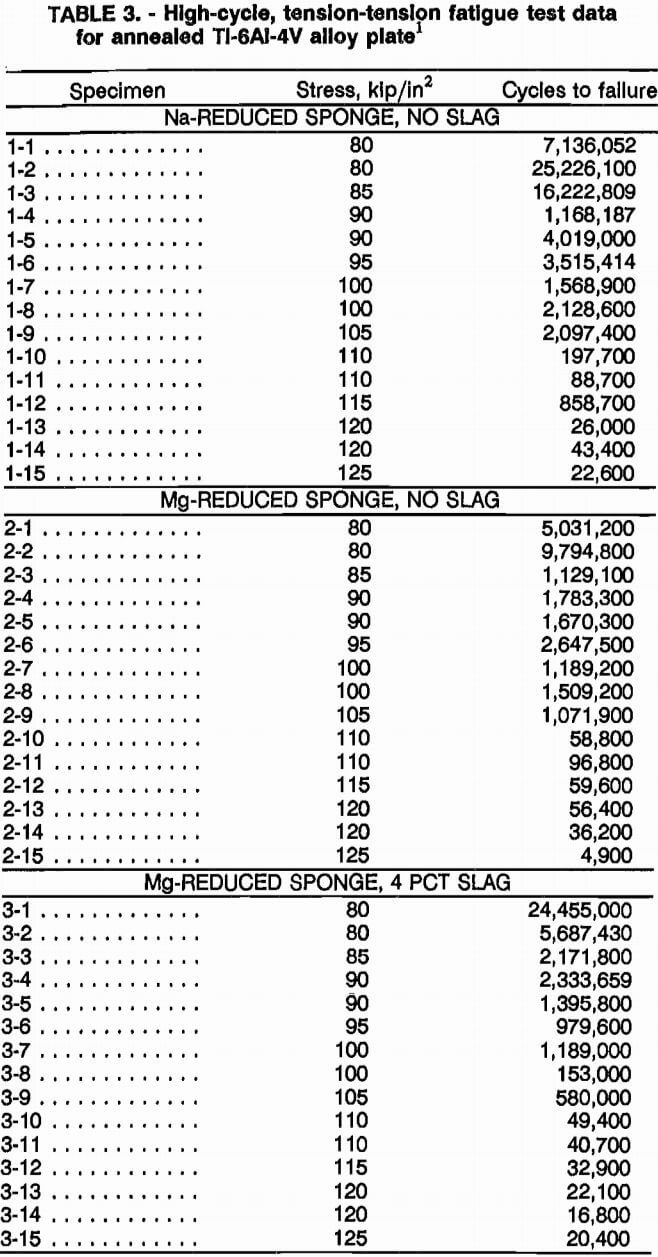
The fatigue specimens were tested in accordance with ASTM specification E466-82. The fatigue tests were performed on a 20-kip MTS model 810 servohydraulic fatigue machine. A sinusoidal tension-tension load program was used in which 15 samples from each of the forged plates were tested at various maximum stress levels between 80 and 125 kips/in². The stress ratio employed was R= 0.1 and the cycle rate was 1,800 c/min. The specimen to be tested was loaded into the test machine, and the program was initiated. The cycles to failure were automatically recorded. The results are shown in table 3.
Discussion of Results
The following variables were incorporated into the test program. One ingot prepared with Na-reduced, unalloyed sponge, no flux addition; one ingot prepared with Mg-reduced, unalloyed sponge, no flux addition; one ingot prepared with Mg-reduced, unalloyed sponge, with the normal 4 pct CaF2 slag addition. Ingots were single melted and 60:40 Al-V master alloy was used in the preparation of all ingots.
Tensile Tests
The room-temperature tensile test properties of Ti-6Al-4V alloy prepared from the three melting treatments were determined from annealed round specimens. The results from a two-tailed t test and a chi-square (goodness-of-fit) test showed that any random sample selected would represent the mean and that the data fit a normal distribution, respectively.
The minimum requirements for titanium alloy bars and forgings as specified in AMS4928H are 130 kips/in² for tensile strength, 120 kips/in² for yield strength, 10 pct elongation, and 25 pct reduction in area. The values obtained from these test specimens (table 2) , all exceeded the minimum specifications as stated above, and the statistical tests showed that there was no significant effect due to the CaF2 slag.
Charpy V-Notch Tests
The average, room-temperature, impact strength determined by Charpy V-notch testing of annealed specimens from the three melting treatments ranged from 38.1 ft · lbf to 43.0 ft · lbf. A typical value for forged Ti- 6Al-4V alloy is 17 ft·lbf. The values shown in table 2 all compare favorably with this figure.
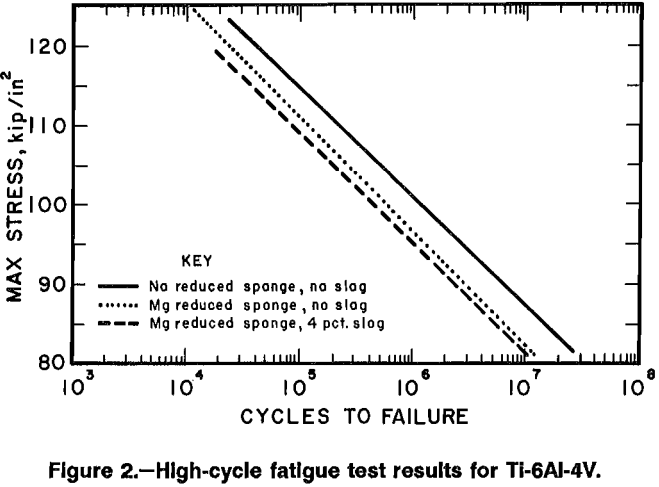
Fatigue Tests
High-cycle, tension-tension fatigue tests were conducted on annealed specimens from forged plate made from the single-melt ingots. Fatigue test results from a previous study showed that single-induction-slag-melted Ti-6Al- 4V alloy was much more notch sensitive than normal Ti- 6Al-4V alloy titanium. Therefore, a thread roll forming procedure was used for the preparation of specimens for this study. The test specimens were cycled to failure with all failures occurring in the reduced gauge section. The data are shown in table 3 and figure 2. The curves (fig. 2) are the smoothed output from a computer graphics software system. The data from 44 of the 45 test specimens were contained within the typical scatter band for fatigue data on wrought Ti-6Al-4V alloy. The data from the specimens with the previously standard 4 pct slag addition showed no detrimental effect. Since previous studies by SEM-microprobe and image analyses have shown that slag inclusions are always present in ingots made with even 1 pct slag additions, this is a significant result.
Conclusions
The work reported here on single-induction-slag-melted ingots resulted in the conclusions listed below.
- The room-temperature tensile properties of Ti-6Al- 4V alloy plate, prepared both with and without CaF2 slag, exceeded the minimum values for titanium alloy bars and forgings as specified in AMS4928H.
- The room-temperature Charpy impact properties of Ti-6Al-4V alloy plate, prepared both with and without CaF2 slag, exceeded typical handbook values.
- With the exception of one test specimen, all the fatigue test data from alloy plate, prepared both with and without CaF2 slag, were contained within the typical scatter band for fatigue data on wrought Ti-6Al-4V alloy.
- Although the elimination of the CaF2 slag is a major development and is certainly a desirable change, the mechanical and fatigue test data obtained during this investigation showed no detrimental effect on specimens prepared from ingots made with the previously standard 4 pct CaF2 slag addition.