Showing all 10 results























Concentrate Thickening & Filtration
The concentrate (or concentrates) produced in the facility must usually be dewatered prior to shipment. The first step of the dewatering procedure is usually sedimentation. The design engineer must be extremely careful when developing the size of concentrate thickeners from laboratory data. In the laboratory, concentrates settle extremely rapidly. Calculated unit area requirements of less than 0.03 square meters per MTPD (0.3 sq ft per STPD) are common. However, concentrate thickeners in small installations should always be designed with a unit requirement of a minimum of 1.0 square meters per MTPD (10 sq ft per STPD). This stipulated unit area requirement will insure continuity of thickener operation through fluctuations in grade, grind, and other process perturbations. In actuality, concentrate thickeners are normally operated as clarifiers. Usually the production of a clear overflow is of more operational importance than the maximum of underflow density.
The overflow from concentrate thickeners is usually recycled to the plant water supply. In many installations it is prudent to pass the concentrate thickener overflow through a zone of quiescence (a sedimentation pit) to remove traces of particulate matter. If multiple products are being produced, care must be taken to insure that the mineral activators or depressants contained in thickener overflows are recycled only to appropriate positions in the flowsheet.
Thickener underflow is most readily transferred by mechanical diaphragm pumps. These pumps require occasional adjustment for proper operation and tend to be expensive compared to horizontal centrifugal pumps of the same rated capacity. However, the positive displacement aspect of the diaphragm pump makes it ideal for transferring slurry at maximum density. An additional advantage of the mechanical diaphragm pump is the characteristic that the flow rate of the pump can be readily modified to match changing process conditions.
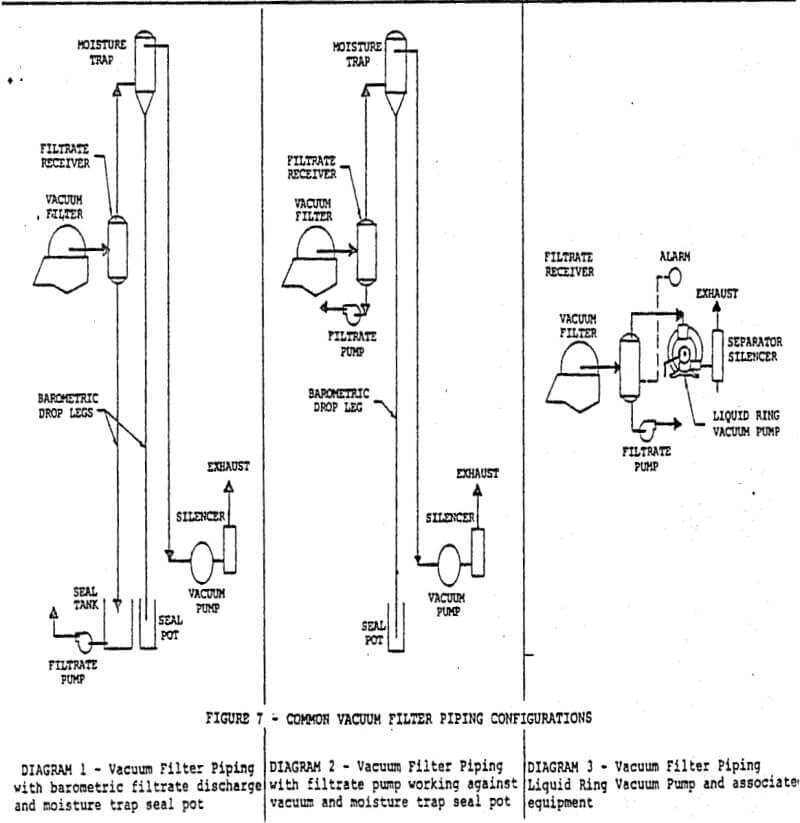
Disc filters are almost universally employed in small installations. The disc filter, although requiring slightly more maintenance than a equivalent drum filter, occupies less floor per unit of filter area and is relatively easy to operate. The location of the disc filter should be such that the filter tank can overflow by gravity to the associated concentrate thickener. The filtered concentrate can have a wide variety of characteristics depending upon the mineral composition, particle size distribution, reagent scheme, and so forth. Conveyor belts which are required to handle wet filter cake require special consideration to reduce build-up of valuable material on the belt and conveyor parts. The pump which supplies vacuum to the filter can be piped in several configurations. Three common piping designs are given in Figure 7, For small plants, the employment of a liquid ring vacuum pump with the elimination of moisture traps and barometric legs has proven to be compact and cost effective. The ragged operating characteristics of the liquid ring vacuum pump is a definite maintenance asset, particularly in remote areas at great distances from spare parts storage locations.
Concentrate Dryers
In small installations, many methods are used to dry concentrate filter cake. Drying patios are employed in both large and small installations. Drag chain dryers and batch drying ovens are also frequently encountered. For drying of substantial quantities of concentrates (25 metric tons per day or more), the most common equipment item selected is the direct fired rotary dryer. The design of the drying installation must consider each concentrate individually. There is a great temptation, for economic reasons, to eliminate dryers from the process flowsheet in small plants. However, the handling and shipping of very wet filter cakes is an extremely difficult task and mechanical losses of final product can be very large.
Dryers must be given careful consideration since the transportation savings which result from shipping a dried or partially dried product, as opposed to wet filter cake, can be substantial.
Tailings Management
Tailings sedimentation equipment is usually not included in small operations due to the intrinsically large capital cost of this unit operation. In lieu of tailings thickeners, a reclamation scheme to recover water in the tailings area is sometimes provided. Most times these systems tend to be relatively straightforward and it is obvious that the reclamation of a substantial quantity of water in close proximity to the concentrator can have decided economic benefits.
The actual mechanics of tailings disposal and reclaimed water management was, until recently, a minor concern for small operators. In the United States, the restrictions currently applied to small operators can be just as onerous as those applied to larger installations. Even in developing countries, particularly in view of several recant tailing dam failures in which lives were lost, local and federal regulations may require a comprehensive tailings management program. These plans can be quite complex and require the tailings disposal area to be fully delineated including complete operational plans and, in some gases, reclamation plans. In small installations, the tailings disposal methodology can no longer be delayed until the end of the project. As a matter of fact, disposal techniques, impoundment construction, and tailings water reclamation plans trust usually be addressed in some detail in the initial feasibility study.