Scheelite (CaWO4) and Wolframite ((Fe,Mn)WO4) are the principal minerals of tungsten, but other important minerals include ferberite (FeWO4) and huebnerite (MnWO4) will also respond to froth flotation. The high specific gravity of these minerals makes many of these ores amenable to gravity concentration methods, however, the fine dissemination of mineral in gangue for some ores may require finer grinding and recovery of mineral by flotation at finer sizes.
Flotation of Wolframite (Including ferferite and huebnerite)
Wolframite based tungsten exhibits very similar flotation properties to that of cassiterite; hence it is floated in an acid medium using sulphosuccinimates (Cyanamid S3903 or Allied Colloids CA 540) or styrene phosphonic acid (SPA), and is floated as cassiterite.
Flotation of Scheelite
- General practice for flotation of scheelite is in alkali circuit using either soda ash or lime for pH control.
- Plant practice at King Island scheelite involves conditioning of feed pulp to 10.2 pH using NaCO3 and floating a scheelite concentrate using oleic acid emulsified with akypomine. Rayflo-C, a wood derivative is used to control calcite and sodium silicate is used as a gangue dispersant. This produces a 15-20% WO3concentrate which is then leached to produce an artificial scheelite product assaying 75% WO3.
- The Tempiute process is one approach used for the flotation of scheelite from ores having appreciable quantities of calcareous and siliceous gangue minerals. The process basically consists of conditioning the ore with lime, followed by soda ash and sodium silicate as modifiers. Scheelite is then floated using a mixture of oleic and naphthenic acids as collectors. The addition of lime is not only useful for pH control but apparently aids in selectivity over gangue minerals. 50-56% WO3concentrate grades have been reported to 95% recovery.
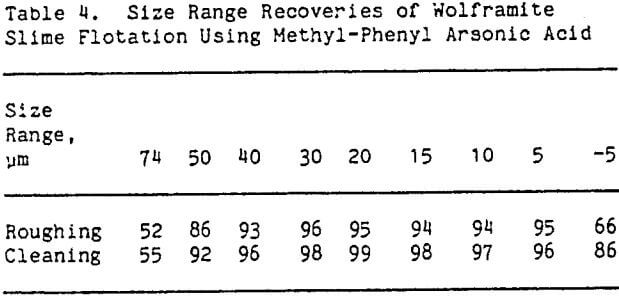
Flotation with Phosphonic & Arsonic Acids Collectors
New advances have been made in the application of phosphonic and arsonic acids in the flotation of wolframite slimes. The collecting effectiveness of these two collectors is ouch better than that of carboxylic collectors. Flotation results of wolframite slime roughing products using phosphonic or arsonic acid collectors are recognized to be more satisfactory, and this flotation system is adopted extensively in Chinese wolframite mills. For example, the high-intensity magnetic separator product grade is 6.9% WO3 and arsonic acid flotation gave a final concentrate grade of 50.94% WO3 with 95% recovery. Table 1 shows that flotation recovery is more effective in the size range of 60 to 0 µm.
Advanced Flotation with Ramification-Carrier Flotation Process
Combined Processes
Four kinds of combined processes have been employed for treating tungsten slimes.
Centrifugal separator – flotation – magnetic separation
The flowsheet consists of three sections: centrifugal separation of low-grade slimes, wolframite flotation of gravity concentrates, and magnetic separation of flotation concentrates to upgrade concentrates. Before centrifugal separation, it is necessary to undertake bulk sulfide flotation. The adoption of the centrifugal separation/flotation/magnetic separation process has led to technical and economic improvements. The recovery of tungsten slimes was raised from 46.76% (conventional tabling) to 61.48%, and the grade was improved from 51.85% to 61.32% WO3. The advantages of this process are that the mixture of primary and secondary slimes is treated without sorting, a high-grade concentrate being obtained without further desliming; additional tungsten recovery comes from tailings by the centrifugal separators; there is a high recovery of tungsten by flotation and effective removal of impurities by magnetic separation; and lower investment and production costs are involved.
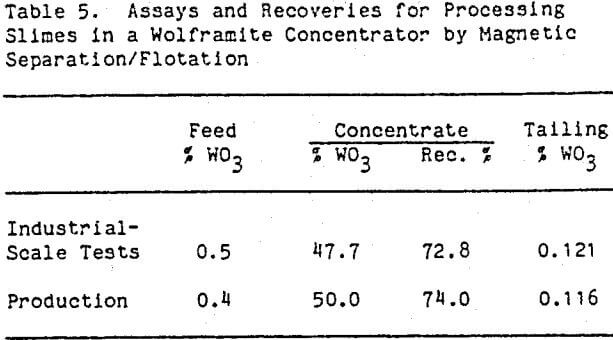
Magnetic Separation / Flotation
The flowsheet is composed of four parts: scaling and low-intensity magnetic separator for removing wood chips and tramp iron, high-intensity wet magnetic separation for removing gangue minerals, sulfide flotation, and wolframite flotation. Performance data of industrial-scale tests and full production are shown in Table 5.
Shaking Table / Centrifugal Separator / Belt Sluice
Tailings of the shaking table are fed to the centrifugal separator, and concentrates of the centrifugal separator concentrator are sent to the belt sluice for upgrading. The process yields tungsten concentrate grades of 10-16% WO3 and 62% recovery.
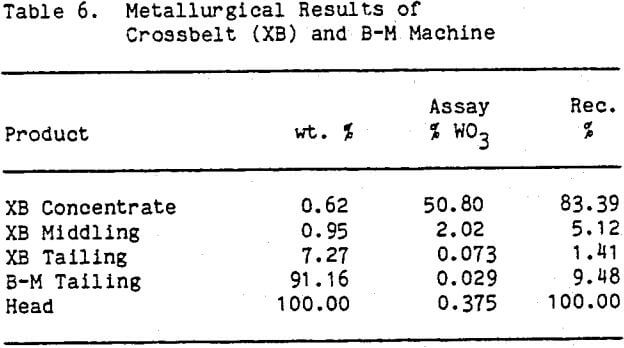
B-M Separator / Crossbelt Concentrator
The B-M separator is a high-capacity preconcentrator, and the crossbelt is an upgrading concentrator, both of which utilise the same separation mechanism. The most-common applications of the flowsheet fall into two categories:
— Addition to existing plant to treat final tailings or a specific product such as table tailings, flotation tailings, cyclone overflow, etc.
— Retreatment of materials in the tailing dump. The metallurgical data for the recovery of tungsten from plant tailings are indicated in Table 6.