Roll Crusher Operating Manual
One Year Limited Warranty: This Rolls Crusher is warranted against defective materials or workmanship for one year from the date of original purchase. This warranty is void if the product has been damaged by accident, unreasonable use, neglect, improper service, by not following the instructions in this owner’s manual or other causes not arising out of defect in material or workmanship.
Attention Purchaser
Any Alterations, Re-Wiring Or Modifications To Be Done On This Machine While Under Warranty, Must Be Authorized By The Manufacturer Otherwise All Warranties Become Void.
Attention Operator/User
Safety First !!!
Do not operate the machine under any circumstances without the Hinge Feeding Hopper/Cover Guard IN PLACE, and all other safety enclosures.
Do not allow unqualified persons to remove Belt Cover Guards, open electric control panel or manipulate wiring or any other electrical components.
Information About the Machine:
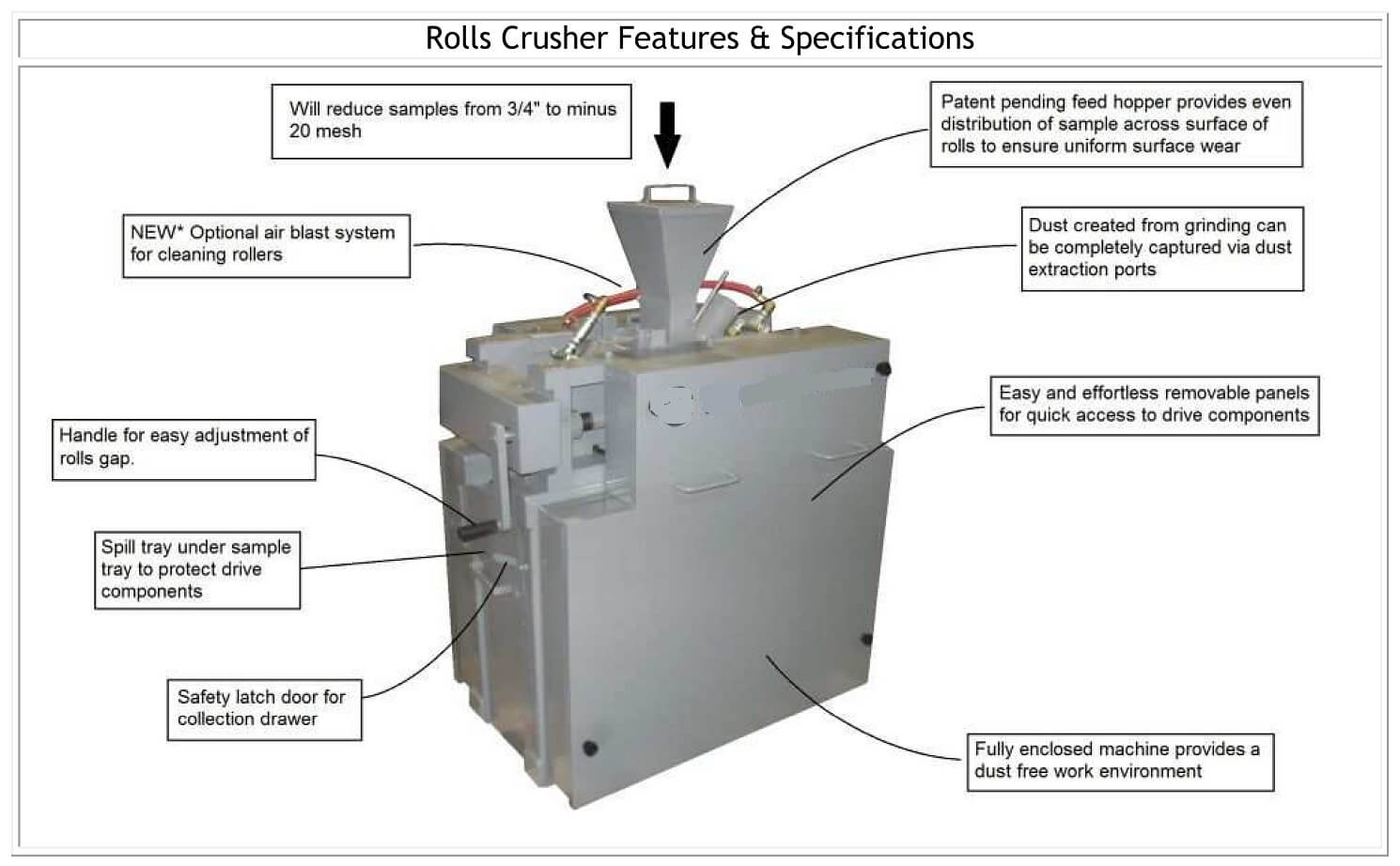
One 3″ dust outlet and one 4″ dust outlet connection for a duct or flexible tube have been installed in the rear of the machine to attach to your ventilation system. It is recommended to use a gate valve at each outlet to adjust the air suction. If you choose not to use them, just cover the outlets. A plug (RC037P) is provided for the 3″ port.
Adjustment for finenesses is achieved by loosening both front nuts 57D and rotating handle 58-1. To see or measure the opening, lift up upper guard 37. It is very important that once the desired opening is set, to re-tighten the nuts, and close the upper guard.
Upon volume, material hardness and rolls opening, choke feeding may stall the machine. Therefore, in those circumstances it is recommended to slowly open the gate.
For machines with manual lubrication, one grease nipple is installed on each bearing housing. It is sufficient 2-3 squirts of grease every 80-100 hours. For machines with autolubrication, the machine bearings will be automatically lubricated. Ensure that the grease reservoir never becomes empty. Always check that the reservoir contains grease. For troubleshooting the autolubrication system, refer to the section for autolube – troubleshooting.
This machine has safety rectangular springs to prevent breakage of rolls, should steel or any other un-breakable material be dropped within the rolls. These springs have been pre-set at the factory, however if you notice that they open when you drop your media to be reduced they can be pre-loaded more by tightening the rear bolts 57C the desired amount.
As grease, we recommend Lubriplate 1200-2 or any equivalent of the following heavy duty, non-corrosive extreme pressure, water resistant greases possibly containing molybdenum disulphides (N.L.G.I. No.2)
SKF – LGHB-2
Esso – Unirex EP2
Shell – Darina XLEP2
Chevron – Ultiplex grease EP2
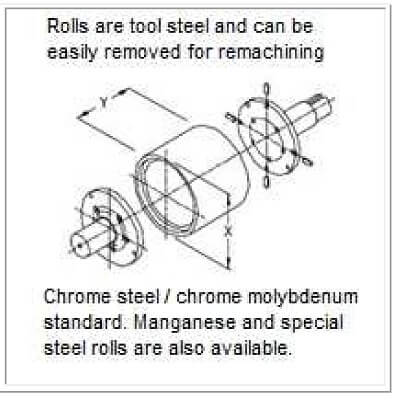
Procedure for Removing/Reinstalling Rolls for Resurfacing/Replacing:
Remove the following parts in this sequence:
- Belts 23.
- 62-08 and 63-08 Side cover holders.
- 39D left side grease block.
- Parts 44-3 using the ½”NC tapped holes under the screws 51.
- Hammer out the spring pin 85A on adjustment plugs 85.
- Undo screws 57B-1 and 57B-2.
- Loosen set screw 39H and remove adjustment screws 57C.
- Remove rolls assembly (including drive pulley 30-1-08)
- Loosen the set screws on collars 42 on the opposite side of pulley.
- Remove bearing assemblies 39M and 39K from rolls to remove screws 48A-2-08.
- Use the threaded holes on parts 48B-2-08 to remove the rolls.
Follow procedure in reverse order for reassembly.
8×8 Rolls Crusher Parts List
(Quantity in brackets indicates quantity per machine)
RC002……………………………………….Dowel pin for bearing guide (16 pc’s)
RC003……………………………………….Flathead screw for bearing guide (24 pc’s)
RC003A……………………………………….Lockwasher (8pc’s)
RC003B……………………………………….Screw (8pc’s)
RC007……………………………………….Nut for motor tensioning rod (4 pc’s)
RC008……………………………………….Bolt for motor tensioning rod (2 pc’s)
RC008A……………………………………….Motor tensioning rod
RC008B……………………………………….Angular retaining spacer (4 pc’s)
RC008C……………………………………….Nut for motor tensioning rod (5 pc’s)
RC008D……………………………………….Washer for spring (2 pc’s)
RC008E……………………………………….Spring for Tensioning Rod
RC008F……………………………………….Angular retaining spacer with Nut
RC008G……………………………………….Motor tensioning rod for adjustment roll
RC010…………………………………………………Stand
RC010S……………………………………….Guide rails (2 pcs)
RC010T……………………………………….Hardware for rails (12 sets)
RC012-4.1……………………………………….Drive pulley (2 pc’s)
RC013……………………………………….Square key for drive pulley (2pc’s)
RC014…………………………………………………..Motor (2 pc’s)
RC014B……………………………………….Starter box for motor
RC015……………………………………….Bolt for mounting motor (8 pc’s)
RC016-5……………………………………….Motor base plate (2 pc’s)
RC016A……………………………………….Motor plate bolt (4 pc’s)
RC016B……………………………………….Motor plate nut (8 pc’s)
RC017……………………………………….Nut for mounting motor (8 pc’s)
RC018……………………………………….Lock washer for mounting motor (8 pc’s)
RC023……………………………………….Drive belts (10 pc’s)
RC024……………………………………….Motor retaining plate (2 pc’s)
RC025-08……………………………………….Rear frame angle
RC025B-08……………………………………….Lid Stop
RC025C……………………………………….Hardware (4sets)
RC025D……………………………………….Hinge Hardware (16 sets)
RC025E……………………………………….Hardware (4sets)
RC025F-08……………………………………….Front Frame Angle
RC026……………………………………………………Screw (4 pc’s)
RC026A………………………………………………….Screw (2pc’s)
RC028-1……………………………………….Rubber Spring (2 pcs)
RC028-2……………………………………….Steel Backing Plate (2 pcs)
RC028-3……………………………………….Steel Backing Plate (2pcs)
RC029…………………………………………………Hinge for main lid
RC030-1-08……………………………………….Driven pulley for roller (2 pc’s)
RC031-08…………………………………………….Side wearing plate (2 pc’s)
RC032……………………………………….Lock washer for side wearing plate (8 pc’s)
RC033……………………………………….Hardware for side wearing plate (6 pc’s)
RC034……………………………………….Nut and lock washer for piano hinge (10 pc’s)
RC035……………………………………….Screw for hinge (16 pc’s)
RC036B……………………………………….Mounting screws (4 pc’s)
RC036C-08B……………………………………….Feeding hopper
RC036D……………………………………….Gate screws (3 pc’s)
RC036E-1……………………………………….Gate handle
RC036F-1…………………………………………….Gate
RC036H-1……………………………………….Stop guide
RC036J……………………………………….Screw for tightening stop guide and tension arm (2 pc’s)
RC036K-1……………………………………….Tension arm
RC036L……………………………………….Extension spring
RC036M……………………………………….Screw to hold extension spring (2pc’s)
RC037-08……………………………………….Upper guard
RC037F……………………………………….3/8″ Foam (Can be purchased by the foot.)
RC037P……………………………………….Dust port plug
RC037S……………………………………….Handle for lid
RC037T……………………………………….Stop hardware (2 sets)
RC037U……………………………………….Screw for handle (2pcs)
RC037V……………………………………….Handle hardware (3 sets)
RC038-08……………………………………….Lid for feeding hopper
RC039A……………………………………….Grease nipple (4 pc’s)
RC039B……………………………………….90 degree fitting (2 pc’s)
RC039C……………………………………….Grease line (2 pc’s)
RC039D……………………………………….Grease block (2 pc’s)
RC039F……………………………………….Grease nipple center (2 pc’s)
RC039G……………………………………….Grease line connector (2pc’s)
RC039H……………………………………….Set screw (2pc’s)
RC039J……………………………………….Bearing housing
RC039K……………………………………….Bearing housing
RC039L……………………………………….Bearing housing
RC039M……………………………………….Bearing housing
RC039N……………………………………….90 degree fitting (2pc’s)
RC040……………………………………….Bearing (4 pc’s)
RC041……………………………………….Bearing retaining ring (8 pc’s)
RC041A……………………………………….Retaining cover seal (8 pc’s)
RC042……………………………………….Set collar (4 pc’s)
RC043-4……………………………………….Bronze guide – Adjusting side (4 pc’s)
RC043-5……………………………………….Bronze guide – Fixed side (4 pc’s)
RC044-2……………………………………….Bottom Guide/Bearing Holder (2 pc’s)
RC044-3……………………………………….Top Guide/Bearing Holder (2 pc’s)
RC044A-1……………………………………….Vertical support bar (2 pc’s)
RC044A-2……………………………………….Vertical support bar
RC044A-3……………………………………….Vertical support bar
RC048A-2-0808……………………………………….Socket head bolts (16 pc’s)
RC048B-2-08……………………………………….Roller flanged shaft for idle end (2 pc’s)
RC048C-0808……………………………………….Rolls (2 pc’s)
RC048-2-08……………………………………….Roller flanged shaft for driven end (2 pc’s)
RC048F……………………………………….High collar washers (16pc’s)
RC049……………………………………….Square key for driven pulley (2pc’s)
RC051……………………………………….Screws (16 pc’s)
RC051A……………………………………….Dowel pin (16 pc’s)
RC053A08……………………………………….Lower guard plate left
RC053A2-08……………………………………….Lower guard plate right
RC053B-08……………………………………….Front chute plate
RC053B-R……………………………………….Rubber for front chute plate
RC053BC……………………………………….Clamp bar (2pcs)
RC053BA……………………………………….Hardware (6 sets)
RC053C-08……………………………………….Back chute plate
RC053C-R……………………………………….Rubber for back chute
RC053D……………………………………….Screw for Guard Plates (6pcs)
RC053E-08……………………………………….Rubber side strip (2pcs)
RC053F……………………………………….hardware for rubber
RC053G-08……………………………………….Side plate for rubber (2pcs)
RC053H……………………………………….Screw (4pcs)
RC055-08……………………………………….Drawer
RC057A……………………………………….Jam Nut (2 pc’s)
RC057B-1……………………………………….Front adjustment screw
RC057B-2……………………………………….Front adjustment screw
RC057C……………………………………….Back adjustment screw (2 pc’s)
RC057D……………………………………….Nut (6 pc’s)
RC058-1……………………………………….Adjustment Handle
RC059……………………………………….Bar for adjustment handle
RC059B……………………………………….Screw (2pcs)
RC059C……………………………………….Hardware for Handle
RC062-08……………………………………….Left Side Cover Holder
RC063-08……………………………………….Right Side Cover Holder
RC062D……………………………………….Hardware (6 sets)
RC062E……………………………………….Flathead Screw (6pcs)
RC063B-08……………………………………….Angle stop (2pcs)
RC064-08……………………………………….Left Front Guard
RC064B……………………………………….Hardware (4 sets)
RC065-08……………………………………….Right Front Guard
RC066-08……………………………………….Left Side Cover Base
RC066B……………………………………….Hardware (8sets)
RC066C……………………………………….Hardware (8sets)
RC067-08……………………………………….Right Side Cover Base
RC072-08……………………………………….Drawer Guides (2 pcs)
RC072B……………………………………….Flathead Screw
RC072C……………………………………….Stop screw
RC073A……………………………………….Drawer Guard
RC074-08……………………………………….Rear Cover
RC074A-08……………………………………….Cable Guard
RC074B-08……………………………………….Upper Rear Cover
RC075-08……………………………………………Left Cover
RC075A-08……………………………………….Left side back panel
RC075B-08……………………………………….Left side front panel
RC076-08……………………………………………Right Cover
RC076A-08……………………………………….Right side back panel
RC076B-08……………………………………….Right side front panel
RC076C……………………………………………………Hardware
RC076D………………………………………………Cable clamp (2pcs)
RC078………………………………………………Adjustment Wrench
RC079…………………………………………………….Tensioner Plate
RC079A…………………………………………………….Plastic Pulley
RC079B……………………………………………………..Pulley Shaft
RC079C …………………………………………………..Block for Shaft
RC079E………………………………………………Hardware for tensioner
RC079F…………………………………………………….Adjustment screw
RC079G…………………………………………..Harware for tension (back)
RC079H……………………………………….Mounting hardware
RC080……………………………………….Top UHMW Tensioner Block
RC080A……………………………………….Bottom UHMW Tensioner Block
RC080B……………………………………….Bolt for UHMW Tensioner Blocks
RC081………………………………………………………Guard
RC081B…………………………………………………..Hardware (4 sets)
RC082………………………………………………………Chain
RC083………………………………………….Sprocket for tensioner (2pc’s)
RC083B……………………………………………………..Key (2pcs)
RC084……………………………………….Oilite Bushing (2 pc’s)
RC085………………………..Adjustment Plug (2 pc’s) (Must be ordered with adjustment screw RC057B-1/RC057B-2)
RC085A……………………………………….Spring Pin (2pc’s)
RC086……………………………………….Leveling Foot (4 pc’s)
RC087-08……………………………………….Front Cover
RC087A-08……………………………………….Front Door
RC087B……………………………………….Door Hardware
RC087C……………………………………….Panel Hardware
RC087D……………………………………….1/8″ Sealing Strip
RC088……………………………………….Drawer Stop
RC089……………………………………….Door Latch
RC089A……………………………………….Threaded Rod
RC089B……………………………………….Nut
RC089C……………………………………….Nut
RC089D……………………………………….Washer
RC100……………………………………….Knob (8pcs)
RC102-08……………………………………….Basket
RC103……………………………………….Interlock Safety Switch
RC103B……………………………………….Screw
JCT144F……………………………………….Duct inlet
JCT144E……………………………………….Duct inlet screws and washers (4pc’s)
Parts For 8×8 Air Blast System (Optional)
RC099A……………………………………….Adapter Fitting (4pc’s)
RC099B……………………………………….Fitting (4pc’s)
RC099C……………………………………….90 Degree Elbow (4pc’s)
RC099E……………………………………….T Fitting (3pc’s)
RC099F……………………………………….Hex Pipe (3pc’s)
RC099G……………………………………….Ball Valve
RC099H……………………………………….Hose Barb (2pc’s)
RC099J……………………………………….Gear Clamp (2pc’s)
RC099K……………………………………….90 Degree Elbow
RC101……………………………………….Hose
Optional Roll Crusher Interlock
RC106-24V……………………………………….Interlock switch
RC106B……………………………………….Backing plate
RC106C……………………………………….Screw
RC106D……………………………………….Tongue latch
RC106E……………………………………….Screw
**How to Lift the Roll Crusher **
To lift machine use hooks on the four points shown below: