Table of Contents
Turbo blowers for blast-furnace blowing have now been in use for some years, and a review of the experience gained and the present state of progress may be interesting.
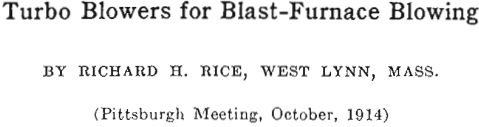
The first blast-furnace blowing engine of this type to be installed in America was built by the General Electric Co. and is installed at the Oxford Furnace of the Empire Iron & Steel Co. This machine was put into operation March 8, 1910. A duplicate unit is situated at the furnace of the Northern Iron Co. at Port Henry, N. Y., which unit was put into operation June 30, 1910 (Fig. 1).
These two units consist of six-stage compressors driven by four-stage Curtis turbines, operating at variable speeds depending on furnace conditions, the maximum speed being 1,950 rev. per minute. The rated volume is 22,500 cu. ft. of actual free air per minute.
Since then, besides these units, there have been built, installed, and put in operation by the General Electric Co., two 25,000 and four 45,000 cu. ft. machines; and by other builders, one 20,000, two 40,000, and one 50,000 cu. ft. machines.
Therefore, the total number of blast-furnace blowing engines of this type on which experience is available is 12.
Besides these, the General Electric Co. has built, installed, and has in operation 23 multi-stage turbo-driven air and gas compressors.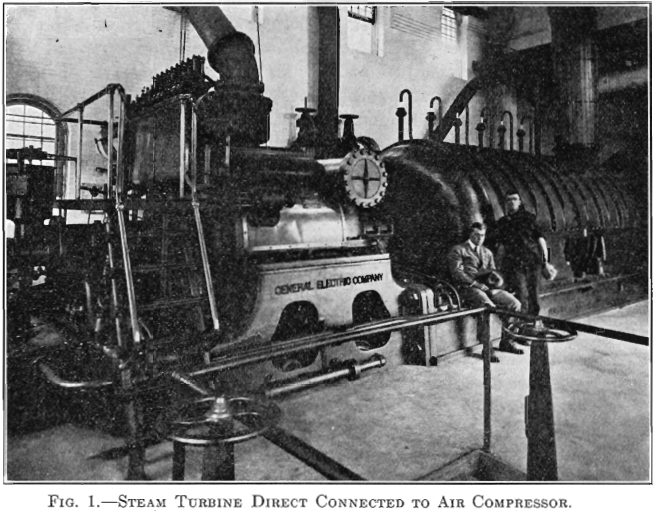
Method of Rating—Air Measurement
At the outset a radical difficulty presented itself. The rating of a reciprocating steam or gas blowing engine is usually based on displacement and this method is usually the basis of the determination (for practical purposes) of the amount of air being blown at any time. For the turbo blower, actual measurement of the air is the only criterion. If any other standard is used, an assumption is at once necessary as to the actual relation of the standard to the facts. The ratio between displacement and actual air delivered varies with many factors, as follows:
Clearance space in air cylinders (as pressure of air delivered increases more air is necessary to fill this space, decreasing air actually delivered).
Leakage past air pistons (increases with increase of air pressure).
Leakage past inlet and discharge valves (tends to increase with increase of air pressure).
Insufficient area of inlet valves (prevents cylinder from filling on suction stroke).
High temperature of air at beginning of compression stroke.
Insufficient area of discharge valves (prevents cylinder from completely discharging).
Waves in discharge pipe (same result as insufficient discharge valves).
Inertia of valves (has same general effect as insufficient valve area—in addition causes slip or back blow on return stroke).
Improper timing of mechanically driven valves.
From these causes, the actual air delivered may and often does amount to only 70 or 80 per cent, of the displacement.
On account of these discrepancies between rated and actual operating conditions, the first turbo blowers installed were found to be too large for the work. They were rated and proportioned to deliver normally 22,500 cu. ft. of free air per minute at 15 lb. normal or average pressure, with a maximum pressure capacity of 30 lb. As a matter of fact neither engine has ever blown over 18,000 cu. ft. per minute.
It was soon found that the steadiness of blast and perfect control which are the prime characteristics of this apparatus resulted in an increased output from the furnace and an improved quality; and these facts have been noted in all similar installations where comparative data or experience can be had. The chief difficulty is to prevent overblowing of the furnace, since it is difficult for furnace men to think in terms of the new rating, and until they do, the furnace is always supplied with too much wind.
Difficulties Experienced
A number of difficulties have been experienced with these machines which are worth cataloguing.
The first difficulty met with was pulsation, or fluctuation of pressure, which occurs at volumes of say one-half normal rating and less (varying with the blast pressure). This pulsation consists of pressure fluctua-
tions or waves of one or more pounds magnitude, and having a wavelength period of from one-half to one minute, depending on the volume of blast main and stoves which may be connected to it. This phenomenon has been entirely overcome in the machines which I have designed by the use of a blast gate (butterfly valve) in the suction pipe, between the air governor and the compressor. It is found that a very moderate throttling by this blast gate is sufficient to eliminate pulsation entirely (Fig. 2).
A difficulty met with in the first units built consisted in expansion of the bores in the hubs of the impeller wheels at maximum speeds, due to insufficient allowance for forcing fits. A mere statement of the difficulty indicates the proper remedy, which when applied entirely eliminated the difficulty.
Some of the turbines used have given trouble by throwing off buckets. This difficulty was finally traced to steam impulses corresponding to the free period of the buckets and was eliminated by a change in the steam nozzles.
Southern furnaces, using leaner ores, which are besides of a sticky nature, and also using rather poorer cokes than their Northern prototypes, require more wind, and a higher pressure of blast. This severer service has brought out a weakness in impeller design. The entrance portion of some impellers, although of a stiff and rigid shape, has been found subject to cracks and breakage due to reed-like vibrations in the air currents, and these parts have been greatly strengthened and stiffened.
An accident to the turbine of a 50,000 cu. ft. compressor at Birmingham, due to the bursting of a turbine wheel, has been clearly proved to have been due to cracks produced in heat treatment, and not due in any way to defective design or inherent weakness. This machine will shortly be re-installed with all possibility of similar difficulty removed.
Relative Steadiness of Blast
I have frequently asserted that the blast from a turbo blower was appreciably steadier than that from a reciprocating machine, but this statement has often been denied by blast-furnace men, who have contended that the pulsations due to intermittent discharge from air tubs were smoothed out by the frictional resistances of blast main and stoves.
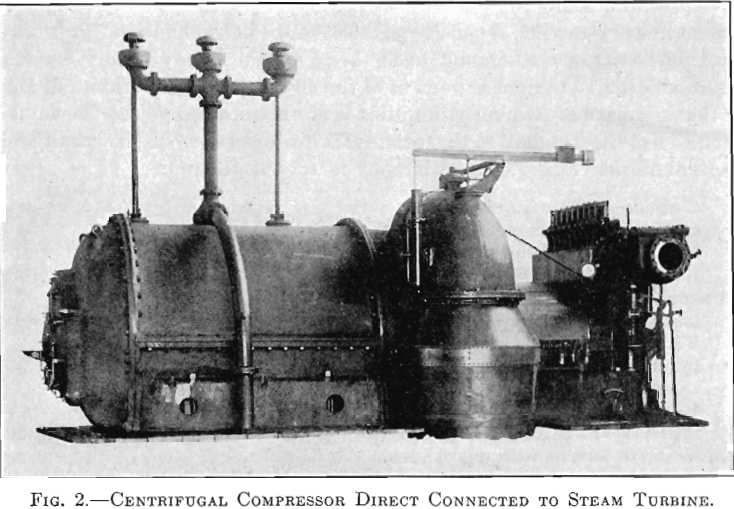
In order to set this question definitely at rest a delicate measuring instrument devoid of inertia was devised and constructed and records of pressure conditions at the tuyeres of a blast-furnace were taken. Fig. 3 shows diagrammatically the apparatus which was used in making these tests.
The object of the apparatus is to show small variations on top of a heavy pressure (18 to 20 lb.) at the tuyere; it being well known that the ordinary instruments for measuring pressures of this magnitude have so much inertia, and are so far from being delicate, that all the variations, which it was the object of these tests to measure, are dampened out. The apparatus used is a differential recording gauge, consisting of a pressure diaphragm in a closed chamber, one side of which can be subjected to a constant pressure of desired amount, and the other subjected to the variable pressure which it is desired to measure, by means of a large pipe capable of instantaneously transmitting the fluctuations. Motions of the diaphragm are transmitted to a delicate pen through a mechanism which is devoid of inertia, and the pen makes a record on a rapidly moving band of paper.
The diaphragm used was a thin copper disk about 14 in. in diameter, motions of which were taken from the center through a very light rod
sliding freely through a close-fitting bushing without appreciable leakage. This rod was pressed between the diaphragm on one end and the pen lever on the other, the fulcrum of the pen lever being a flat steel spring, so arranged as to press on the rod and through it upon the diaphragm, even with the greatest pressure fluctuation. The chamber on the back of the diaphragm was connected through a pipe of considerable size to a mercury U, consisting of a rubber tube, on the top of which was a reservoir for mercury. The back and front sides of the diaphragm were connected by means of a by-pass pipe and valve, and the apparatus was operated as follows:
The by-pass valve was opened, connecting the two sides of diaphragm and equalizing the pressure. As soon as the pressure had been equalized, the by-pass valve was closed, and the pressure on the back of the dia-
phragm was adjusted by raising or lowering the mercury reservoir. As soon as this adjustment was complete the mercury reservoir was clamped in position. It was necessary that the by-pass valve, piping, and mercury tube be absolutely tight, and that the pipes containing the mercury be so large that the motion of the diaphragm did not appreciably change the capacity on the constant pressure side of the system.
The motion of the diaphragm was very small, the tension of the pen spring on the diaphragm was considerable, and the inertia of the moving parts was as small as possible, resulting in a moving system, which was, to all intents and purposes, dead beat.
When operating the apparatus the chart was moved past the pen by hand, and the time interval was marked on the chart by an observer using a stop watch, marks being made at every 5 sec.
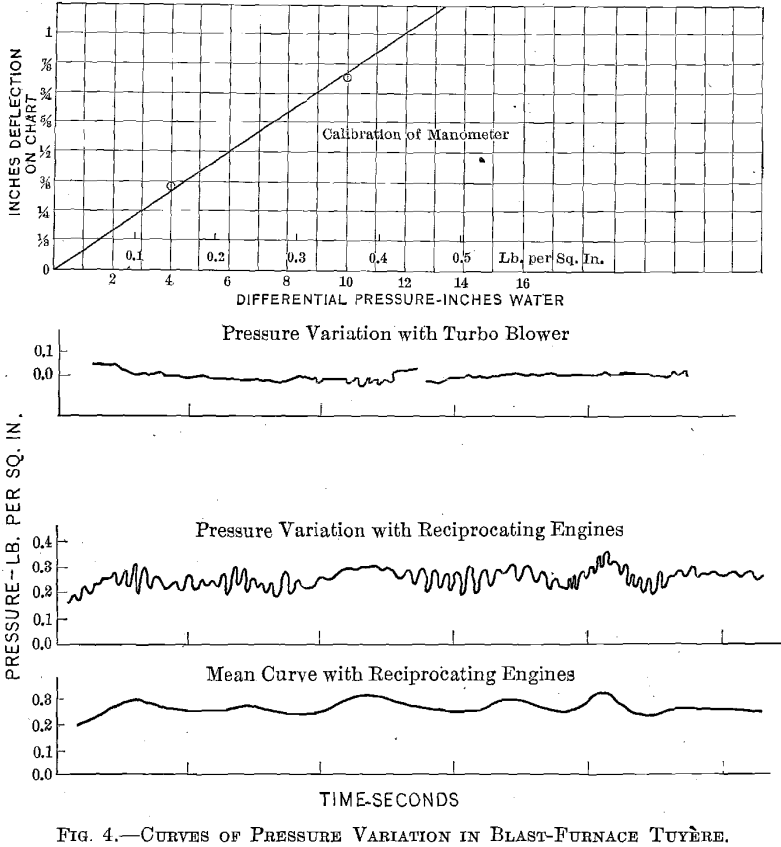
The records shown in Fig. 4 were made on a furnace working on Southern iron, and at the time it was blown with reciprocating engines there were four engines in use, two of which had steam cylinders 84 in. in diameter and air cylinders 84 by 60 in. stroke, while two had steam cylinders 44 in. in diameter and air cylinders 84 by 60 in. stroke. All were of the vertical long crosshead type, equipped with Corliss air-inlet valves, and modified Reynolds type discharge valves, and were operated at an average speed of about 40 rev. per minute, the total displacement being about 60,000 cu. ft. of air per minute.
It will be noted that the curve obtained when operating in this manner is complex and apparently consists of a primary wave, and a secondary wave. Below the observed curve has been drawn one showing the primary wave, produced by tracing through the mean points of the secondary waves. These primary waves may be due to the discharge of the reciprocating cylinders, while the secondary waves may be caused by the fluttering of the discharge valves. In contrast to these is shown a curve which shows the pressure variations observed with the turbo blower.
Between the bustle pipe, where the observations were taken, and the engines, was a blast main about 1,000 ft. long and of large diameter, as well as the usual stoves. The use of this long and large blast main and four engines resulted in smaller fluctuations than would have been experienced with shorter blast main and with only one or two engines in use. It is hoped at a later period to make pressure observations of this arrangement also.
The method of calibrating the instrument was to produce deflection on the diaphragm by admission of air pressure to one side thereof so as to give a constant pressure difference, which was measured by a water U-tube, noting the deflection of the pen corresponding to these pressures, the chart given in Fig. 4 showing the result of this calibration.
Advantage of Steady Blast
It is believed that the superior steadiness of blast pressure from the turbo blower results in an increase of production, because the width of the melting zone is decreased, while the loss of fuel and ore due to the dancing of the particles on the blast and consequent attrition and blowing away as dust of such particles is reduced. That this is so is evidenced by the reduction of the amount of dust caught by the dust catchers, which has been found in all such installations to be a very considerable percentage.
Since the width of the melting zone is reduced and all conditions of blast made more uniform, the blast can be used at a higher temperature.
In practice, the use of turbo blowers, properly governed to measure the rate of blowing with accuracy, has the result of appreciably increasing the amount of iron produced, and this with a more uniform quality. This increase of production is accomplished without increase in the total coke charged and therefore the coke ratio is reduced.
There is evidence that this increase of production and decrease of coke ratio may amount to 10 per cent.
Governing Air Flow
The requirements for a governor to control properly the rate of blowing are ample power and accuracy.
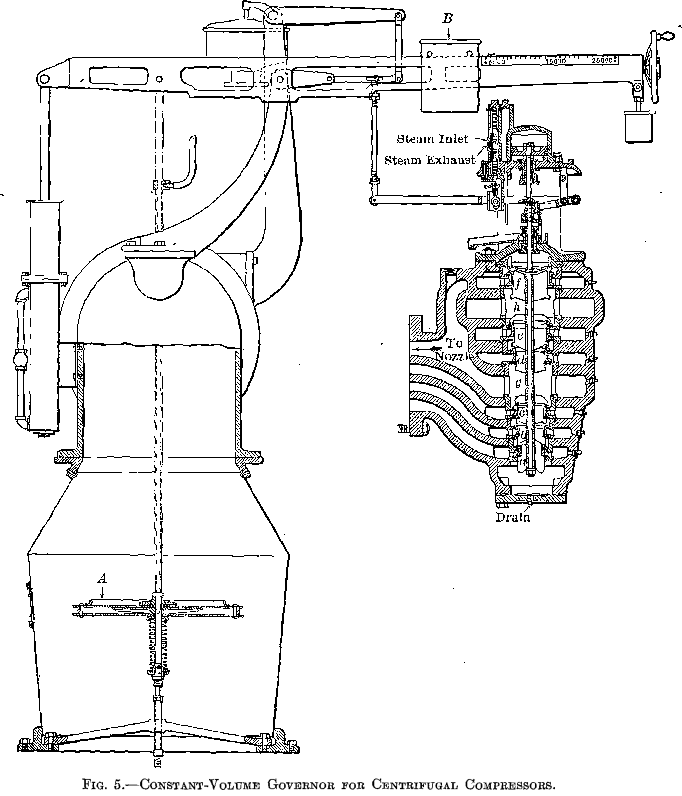
The method used in apparatus built by the General Electric Co. is shown in Fig. 5. It consists of a disk, A, riding on the ingoing air
in the center of a frustro-conical portion of the inlet pipe. Movements of the disk are transmitted direct to the valve gear, and ample power is secured by the use of very moderate dimensions. The angularity of the walls of the conical pipe is determined by the desired accuracy of regulation. No packing is necessary and the device is therefore practically frictionless and wear-proof.
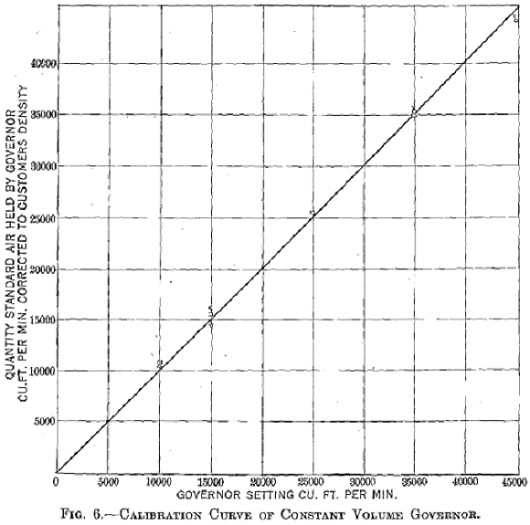
Differing rates of flow are secured by moving a weight, B, along a scale beam, which is graduated in cubic feet of free air per minute, and carefully calibrated at the factory before shipment. Fig. 6 gives a calibration curve of such a governor and shows the accuracy of the indications.
General Design of Turbo Blowers
Several methods have been used to balance end thrust in the air compressor. The method which I have used is to make all impellers double-entrance, without shroud rings, as shown in Fig. 7. While this method somewhat complicates the coring of the castings, it results in the maximum simplicity and durability of the rotor and eliminates any necessity for the use of a balancing piston, while the clearance packings
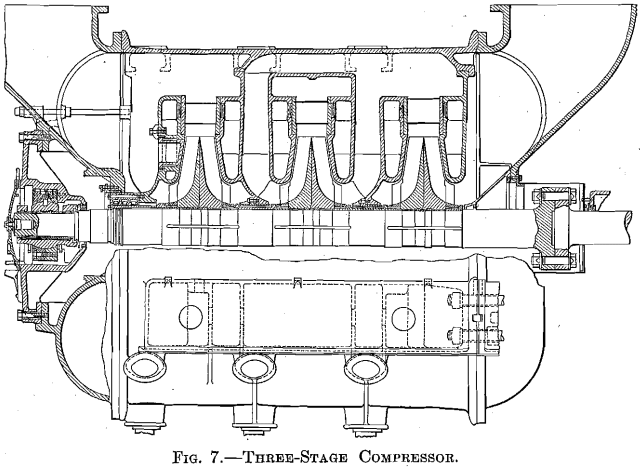
are on the shaft diameter and hence may have a large clearance with small leakage. Water jacketing is used in the diaphragms so as to cool the air while undergoing compression and in its passage from stage to stage.
Complete accessibility is secured by splitting casings and diaphragms on a horizontal plane. The turbine is similarly treated.
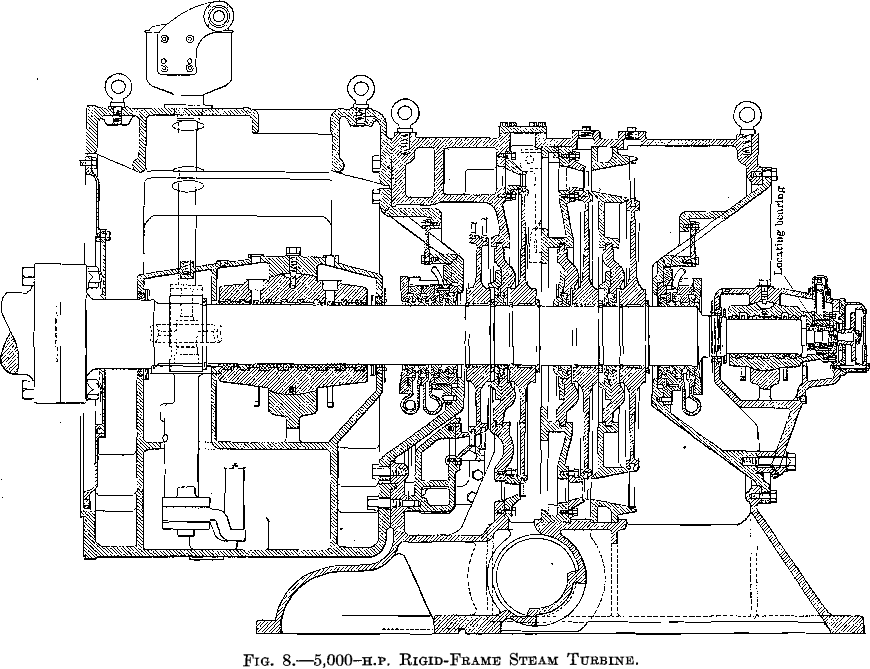
The locating bearing for the entire system of turbine and compressor is at the turbine-end, and is so constructed that the axial position of the shaft with its turbine wheels and air impellers may be changed while the unit is in operation. (Fig. 8.)
Comparative Efficiency
The relative thermal efficiency of this apparatus as contrasted with other forms of blowing engines is somewhat difficult to determine owing to lack of data. The reciprocating steam blowing engine has never been tested under circumstances which give any reliable basis for comparison, owing to the difficulty, amounting to impossibility, of accurately measuring the actual amount of air delivered per unit of time. The same thing holds true to a greater extent for the gas engine, since it is not only necessary to measure accurately the amount of air delivered for
any length of time, but also the gas consumption. Both these measurements are subject to the same error. The source of this error is the fact that in all known methods of air metering, the indications vary as the square of the velocity of flow, and hence the mean of the readings is not the mean rate of flow. For this reason the readings of Venturi meters, Pitot tubes, etc., may give rates of flow as high as 40 per cent, in excess of the true value, depending on the amount and character of the fluctuations. We have, therefore, to fall back upon assumptions as to the ratio of actual to displacement air, which are usually, due to this source of error, too favorable to the reciprocating engine.
From other data we can determine the comparative efficiency of turbine and steam or gas engine. These data are derived from tests of similar machines driving electric generators, on which much accurate information is available.
By observations of temperatures at inlet, between stages, and at discharge, together with accurate measurement of quantity and discharge pressure, and by determination (also quite accurate) of leakage and radiation losses, the efficiency of the compressor may be closely determined. This has been done, and curves showing the performance have been published.
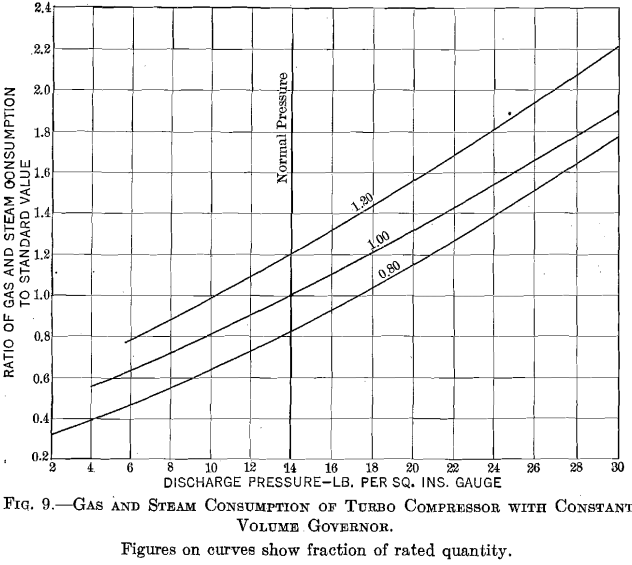
For the purposes of this discussion curves have been prepared (Fig. 9) showing the gas consumption of a turbo blower when blowing at various rates and against various blast pressures, from which the amount of gas needed under various conditions may be quickly determined. The gas consumption is of course that necessary to operate the plant.
Comparison of Steam-Engine, Steam-Turbine, and Gas-Engine Installations
In comparing the relative merits of these three types of blowing apparatus, the only proper method is to base the computation upon the best present practice for each.
The steam practice in blast-furnace installations is hopelessly behind the times, and in no way comparable with that of central power stations supplying electric light and street-railway service. In order to place the turbo blower on a fair basis for comparison with other types, it must be surrounded with the most efficient auxiliaries for steam generation, production of vacuum, etc., and blast-furnace engineers must make up their minds to abandon existing practice and follow in the footsteps of designers of electric power stations. To this end boilers must be installed capable of generating steam at 200 lb. pressure and with 200° superheat.
Where ordinary forms of gas burners are used under boilers it is not advisable to clean the gas, since the sensible heat, amounting to about 8 per cent, of the total heat in the gas, is available and utilizable. It will, however, be necessary to clean the boilers frequently. It is the practice abroad, and should be the practice here where efficiency is an object, to use pre-mixing burners, by the use of which the air can be accurately regulated and the best efficiency obtained. In this case it is advisable to clean the gas, otherwise the dust may slag on the tubes owing to the high furnace temperature.
Furthermore, the practice of using a single jet condenser connected with a number of units, and receiving steam from as many as may be in operation, must be abandoned in favor of a condenser for each unit, preferably of the surface type, in order that the best possible vacuum may be realized for each unit unaffected by any misadjustment or improper operation of its neighbor. The use of a single turbo blowing engine per furnace has become standard practice on account of the small dimensions, lower cost, and higher efficiency per unit of capacity of large turbo blowers and the short time required to start a spare unit, to say nothing of the reduced cost of installation and operation of single units as contrasted with multiples. It is, therefore, desirable to lay out the turbo-blower house on the unit system, each blower having its own boilers, condenser, pumps, and other auxiliaries, with suitable spares. These various units will of course be cross connected by suitable pipes so that they may be used in all desirable combinations. In this way maximum flexibility is combined with the best efficiency.
Taking this method of installation as a basis for the turbo blower, we shall naturally use for the gas engine an installation of two units per furnace, since this plan appears to find favor with progressive gas-engine builders; and we shall also use similar arrangements of horizontal compound steam engines as the basis for the reciprocating steam-driven type.
For the boilers, we shall use the largest units possible to obtain, preferably two boilers per blowing unit, and of such type that the radiation losses from the brick work are a minimum, while the possibilities of decrease of efficiency due to lodgment of dust from the gas are as small as possible. The superheaters should be built in the same setting as the boilers for simplicity of manipulation.
Performance of Reciprocating Steam Engines
For plants as now being installed it is customary to use not over 150 lb. gauge pressure and not over 27 in. vacuum, and it must be admitted that this type of blowing unit is not well adapted for higher pressures, temperatures, or vacua in blast-furnace work. Therefore, we must assume a steam consumption for such engines of not less than 13 lb. per indicated horsepower under blast-furnace conditions, corresponding to 14.15 lb. per shaft horsepower.
As we shall see later, this assumption does not need to be exact, as the steam consumption would have to be reduced to a figure not attained in the best engines ever built for any purpose, with the highest degree of superheat ever used and with all conditions favorable for the steam engine (as they are not in blast-furnace work), to put this type on equal terms with the other as regards fuel consumption.
The data necessary for determining the gas consumption of this type of blowing engine are as follows:
Production of pig per day of 24 hr……………………………………………………………………..450 tons.
Coke per ton………………………………………………………………………………………………………2,240 lb.
Displacement per pound of coke (avg. value)………………………………………………65 cu. ft. per min.
Theoretical horsepower required to compress 100 cu. ft. of air to 15 lb………………………5 h.p.
Diagram factor for air tub……………………………………………………………………………………….0.94
Mechanical efficiency of air tub……………………………………………………………………………….0.92
Displacement air required to produce 450 tons per day:
450 x 2,240 x 65/24 x 60 = 45,500 cu. ft. per minute.
Shaft horsepower required to blow this air:
5 x 455/0.94 x 0.92 = 2,630
Boilers (coal fired) of large size have recently given 80 per cent, efficiency in electric power stations, and even a small boiler without special attention has given recently 82 per cent, at the plant of the
General Electric Co. at Lynn. For blast-furnace use, however, we must expect lower values, but 70 per cent, efficiency is readily attainable in practice with proper attention, or 75.5 per cent, with pre-mixing burners and clean gas. I shall assume the same efficiency, due to the same care, in case of turbo blowers and of reciprocating steam engines.
In the case of gas burned under boilers we have additional available heat due to the fact that we can utilize the sensible heat contained in the gas at high temperature. The amount of heat per cubic foot of gas per degree Fahrenheit is 0.0182 B.t.u., and allowing gas for boilers at 500° F. and for engines at 60° F., gives 8 B.t.u. sensible heat per cubic foot difference.
For this reason I take
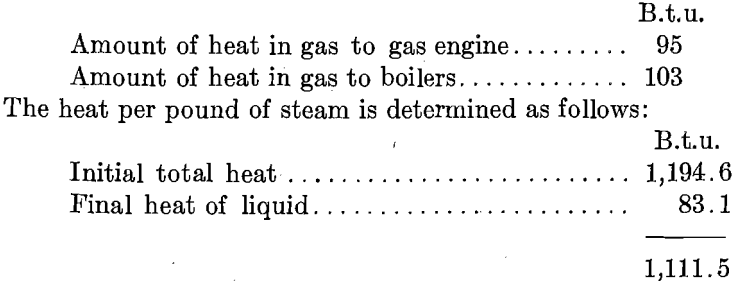
Hence we have the gas for boilers for reciprocating blowing engines:
2,630 x 14.15 x 1,111.5/103 x 0.70 = 574,000 cu. ft. per hour.
Performance of Gas Blowing Engines
In the case of the gas-engine driven blowing engine we use the same data as above, to find the shaft horsepower required to blow the same quantity of displacement air. We also use the value of a horsepower-hour, which is
33,000 x 60/778 = 2,545 B.t.u.
The thermal efficiency of the gas engine has been assumed in recent discussions at 21 per cent., based on tests which were made with great care. Using this efficiency we shall consume
2,545/0.21 = 12,120 B.t.u. per shaft horsepower in the gas engine.
As above, we assume 95 B.t.u. per cubic foot of gas as the available heat for gas-engine purposes; hence we have for the gas required by an engine of this type to produce pig at the rate of 450 tons per day
2,630 x 12,120/95 = 335,000 cu. ft. of gas per hour.
Performance of Turbo Blower
For the turbo blower the use of displacement air measurement no longer holds; and I have shown that the ratio between displacement and actual air is a variable, not a constant. The experience gained from the large number of units installed where air-governor measurements are available shows a variation in the air consumption per pound of coke from a minimum figure of 45 cu. ft. to a maximum of 55, depending upon local conditions, such as quality of coke, tightness of air valves and blast mains, etc. This experience teaches that 50 cu. ft. per pound is a safe and conservative figure for plants where all sources of loss are properly looked after and removed. Furthermore, I have shown the steadiness of the air current and consequent decrease of coke ratio due to the increased iron production resulting from this; however, I shall not in this discussion take any account of the effect of this, leaving it to future determination when more data are in my possession. We now have, for the turbo blower, the following data:
Production of pig per day………………………………………..450 tons
Coke per ton, as before…………………………………………….2,240 lb.
Actual air per pound of coke……………………………………..50 cu. ft.
Total air per minute 450 x 2,240 x 50/24 x 60 = 35,000 cu. ft.
As is well known, the friction loss in blast mains, stoves, tuyeres, and through valves is less for steady than for fluctuating flow. In the case of steam pipes it is common practice to make the pipes to steam turbines much smaller than in the case of similar pipes to steam engines. Also, the steady flow of air from a turbo blower maintains better conditions in the furnace and results in a freer flow through the charge.
For this reason, a lower blast pressure is needed with this type of blowing apparatus. This lower blast pressure of course decreases the power and gas consumption of the turbo blowers, but no account is taken of this item in the following computations:
We then have
Theoretical horsepower required to compress 100 cu. ft. of air to 15 lb……………………..5
Making use of 200 lb. steam pressure, 200° superheat, and 28.5 in. vacuum (conditions actually obtaining in a number of electric power stations) we shall have steam consumption of turbine used as driver, pounds steam per shaft horsepower-hour…………………………………………. 9.35
The shaft efficiency of the compressor has been assumed as 70 per cent., a result derived from many actual tests of such apparatus as safe and conservative.
We then have
5 x 350/0.70 = 2,500 shaft horsepower.
The heat supplied to the steam by the boilers will be

We can now determine the gas required for the boilers, which is 2,500 x 9.35 x 1,2474.4/103 x 0.70 = 404,000 cu. ft. of gas per hour.
We now have the following comparative results:
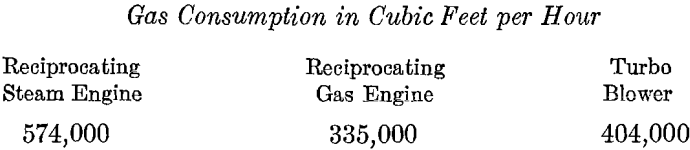
The table above shows that in order that the reciprocating steam blowing engine should equal the turbo blower in gas consumed it would be necessary to reduce its steam consumption to slightly over 8 lb. per indicated horsepower per hour, a result manifestly impossible to accomplish with any known practical apparatus.
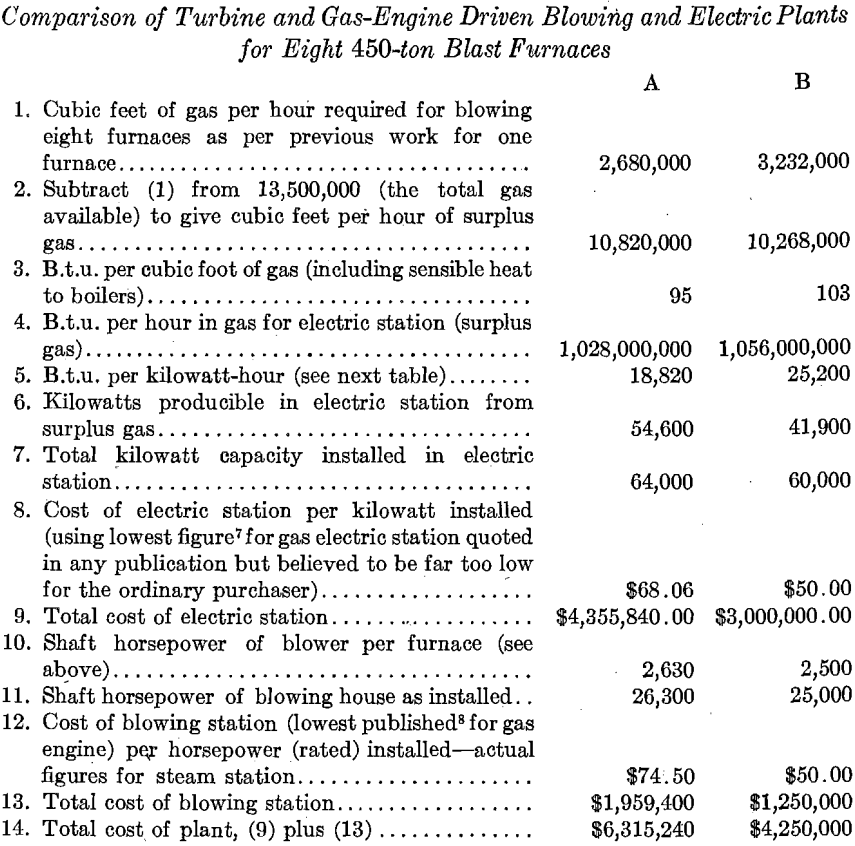
I shall now discuss these figures in reference to the operation of a steel plant containing eight blast furnaces and ample use for electric power.
It is usually assumed that a 450-ton blast furnace produces 150,000 cu. ft. gas per ton of iron, or
150,000 x 450 x 8/24 = 22,500,000 cu. ft. gas per hour
in a plant of eight blast furnaces.
Of this 40 per cent, is consumed in stoves and leakage, leaving 60 per cent., or
13,500,000 cu. ft. gas per hour
available for blowing and the production of electric power.
I shall discuss two types of installations:
A—Blowing station with gas-engine blowing engines.
Electric station with gas-engine driven electric generators.
B—Blowing station with steam-driven turbo blowers.
Electric station with steam-driven turbo generators.
In the gas blowing station will be installed 20 gas-blowing engines. In the turbo-blower station there will be 10 turbo blowers.
In the gas-electric station, where the units will be of 2,000-kw. capacity, there will be 32 units.
In the turbo-electric station six 10,000-kw. units will suffice.
The comparative results on this basis are given in the following table:
In order that the turbo-electric station shall produce the same total kilowatt output as the gas-electric station it will be necessary to make, by coal burning
54,600 – 41,900 = 12,700 kw.
To generate this will require
12,700 x 25,200 = 320,000,000 B.t.u. per hour from coal. Tons of coal per hour at 24,000,000 B.t.u. per ton
320,000,000/24,000,000 = 13.33.
At $1 per ton, as in the Pittsburgh district, this means a cost for coal of $13.33 per hour.
Cost of this make-up coal per year at $1 per ton:
365 x 24 x 13.33 = $116,770.
I shall assume, as is done at the Gary works of the U. S. Steel Corporation, 15 per cent, fixed charges for the gas-engine plants, and, as is the common custom in large turbo-electric plants, 11.5 per cent, fixed charges for the turbo blower and electric plants.
Then we have
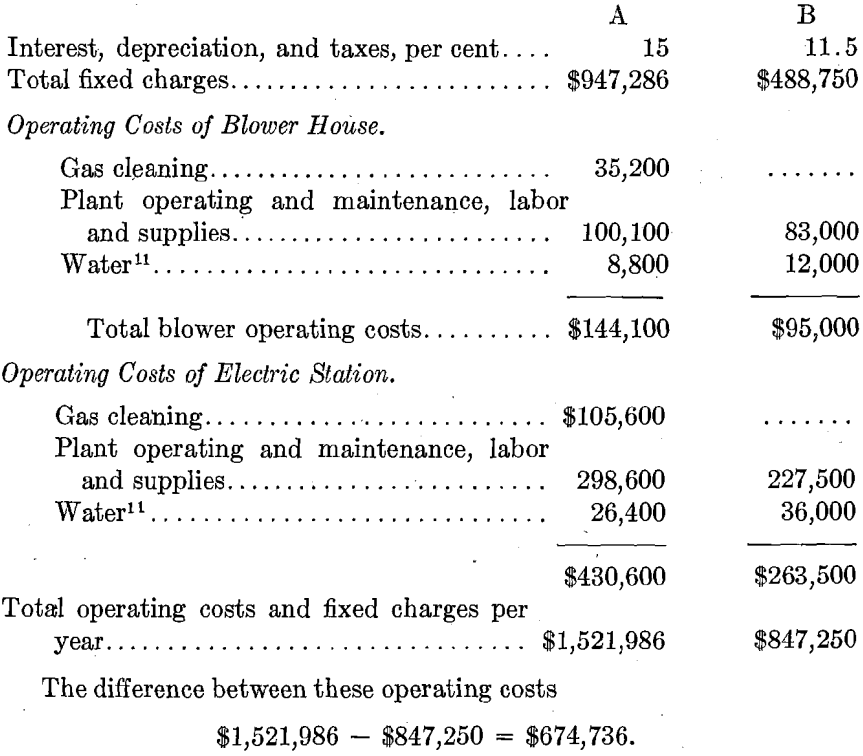
The cost of make-up coal to bring up the output of the turbo-electric station to that of the gas-electric station at $1 per ton was found above to be $116,770.
It will be seen that the above difference in operating costs and fixed charges will not be wiped out until the cost of coal has risen to
$674,736/116,670 = $5.78 per ton.
The gas-plant costs have been based on an average kilowatt load substantially equal to that produced by the average gas. Actually this could not be obtained in the gas plant without some producers banked as reserve for periods of poor gas and peak loads. The cost, fixed charges, fuel costs, maintenance and operating charges of such a bank of producers have been wholly omitted. Such an arrangement would not be necessary in the case of a steam plant, as the boilers furnish sufficient heat-storage capacity and can be forced to any desired amount without additional plant. The cost of this reserve capacity must be added to the cost of plant, heretofore estimated, to put the two plants on an equality and will operate to increase the advantage of the turbine stations over the gas engine and increase the limiting cost of coal at which the two types become equal in operating costs.
The above figures take no account whatsoever of the improvement in quality and quantity of output from the furnace due to the use of the turbo blower, which will be all gain over the above figures.
The figures for the gas engine are based on the lowest obtainable. I believe them much too low for the average plant.
The figures for the turbo-blower and turbo-generator plants are taken on a very conservative basis.
Conclusions
From the foregoing the following conclusions are justified:
Turbo blowing engines give a steadier blast and a better measurement of blast than any other form of blowing apparatus for blast furnaces.
Steadier and better measured blast gives better conditions in the furnace, which leads to increased output and improved quality.
Turbo blowers operate with less attention and are more flexible in service than any other form of blowing apparatus for blast furnaces.
The gas consumption of the reciprocating steam blowing engine is so high as compared with that of a turbo blower, that it is not possible with any form of blowing engine in sight to come within reasonable range of the turbo blower in this respect.
Taking the best figures published by gas-engine manufacturers as representing the efficiency of the gas engine in practice and comparing them with the turbo-blower station in which modern steam practice is availed of to secure the efficiencies which are being obtained in turbo-electric stations, with reasonable allowances for the difference in fuels, the gas consumption of the turbo blower is only 20 per cent, in excess of the gas blower.
Comparing blast-furnace and steel-works installations involving a plant containing eight blast furnaces with ample use for surplus gas and contrasting gas blowing and gas-electric stations with turbo blowing and turbo-electric stations (using the best figures given by any gas-engine advocates for the gas engine, and usual and conservative figures for the steam stations), the saving in operating costs and fixed charges by the use of the steam plant is so great as to make it necessary that coal should rise to $5.78 per ton in order that the cost of make-up coal to give the same outputs in the steam-electric and gas-electric stations could wipe out this saving; while with coal at present and usual prices, the saving by use of the steam turbine in such stations is very large.
The steam practice of our blast furnaces and steel works is hopelessly behind the times and needs entire revision, but with modern economical steam practice applied to such plants, the turbine-driven plant can be operated at lower cost with less stoppage and loss of product, and with a larger product, for the same furnace of better quality, than by any other prime mover now in use for the purpose.
In practice, with a load factor of 75 per cent, in the electric station and 80 to 85 per cent, in the blowing house, the gas units will be operating below their maximum efficiency; and owing to their low mechanical efficiency and lessened thermal efficiency at light loads, will suffer considerably more under these conditions than the turbo blowers, which, are designed for best efficiency at average operating conditions, or than the turbo-electric units, which have a remarkably good efficiency at light loads. Hence the above comparisons are unduly favorable to the gas-engine stations. Furthermore, neither gas nor turbo electric stations will generate sufficient power for the requirements of the steel mills to which they will be an adjunct; and the deficiency must be made up by additional units, the fuel for which must be coal. With gas-electric power units, gas producers must be installed; and since the requirements of a steel plant for power are very variable and the power station must be always ready to supply the demand these producers will be banked for considerable periods; while the turbo-electric plant, by reason of the heat-storage capacity of boilers, will be always ready to meet the demand with little or no banking. Therefore, this part of the plant must inevitably be steam driven.
For smaller plants with fewer furnaces the advantage of the turbine-driven units becomes more and more considerable; and for plants with less than four furnaces, or for plants where use for the surplus gas does not exist, the turbo blower is without competition in adaptability to the blowing of blast furnaces by reason of its flexibility, quick adjustability to different furnace conditions, automatic control of pressure to maintain a constant rate of flow into the furnace and steadiness of blast, resulting in improved furnace conditions.
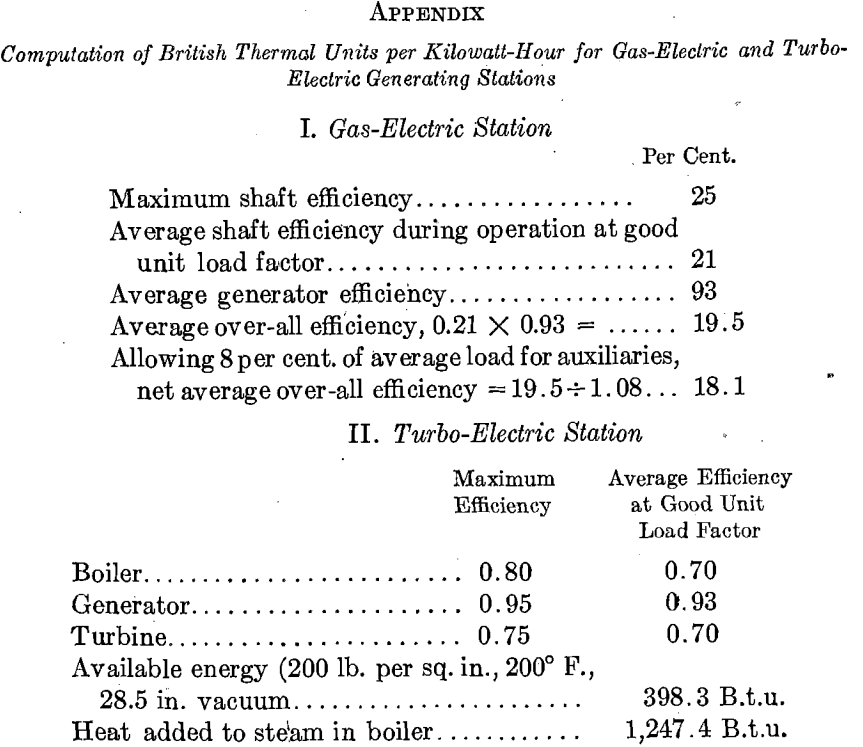
Over-all efficiency = 398.3 x 0.70 x 0.70 x 0.93/1,247.4 = 14.6 per cent.
Allowing 8 per cent, of average load for auxiliaries, net average over-all efficiency = 14.6 ÷ 1.08 = 13.5 per cent. Hence the following figures, for electric stations with good load factors such as would occur in such plants, allowing for all auxiliaries, are per kilowatt-hour:
Gas-engine station 3,412 ÷ 0.181 = 18,820 B.t.u.
Steam-turbine station 3,412 ÷ 0.135 = 25,000 B.t.u.
Discussion
S. G. Valentine, Oxford, N. J.—In a paper read at the New York meeting of the Institute last February I presented some notes taken from our experience with the turbo blower operating on a blast furnace. In connection with Mr. Rice’s very interesting paper there are a few items that might be of further practical interest.
The question of the reliability of this type of blower will naturally be presented. In this connection we would say that our turbo blower has been in practically continuous use during the present blast, which was begun June 7, 1912, with only three interruptions for repairs of any consequence. Soon after blowing in there was developed a tendency of the blower to surge or pulsate. This occurred on operating at a point considerably below the normal capacity of the machine, and was checked with comparatively little trouble by throttling the intake slightly and taking up a small lost motion on the governor connections, a legacy of the previous blast that had not been attended to. All this required only a few hours’ time. In March, 1914, the furnace being banked on account of a blizzard that cut off our freight deliveries for five days, the opportunity was used to replace the carbon packing on the steam-turbine shaft and to repack the steam inlet valves. In June, 1914, the blower was off 8 hr. to replace an oil ring and scrape a bearing. With these exceptions we have made continuous use of the machine and find we can depend upon it with entire safety as a piece of machinery.
It is reliable also in regard to its air deliveries. Being the first one built this blower was designed to throw a larger volume of air than we are able to use and is therefore run at below its normal rating, and at our running speeds the actual quantity of air furnished is probably a trifle more than the calibration would indicate. This, in our case, might amount to 1 or 2 per cent. However, the regularity of the amount delivered is evidenced by the general regularity of the furnace operation, and we find we can rely on prompt and automatic adjustments to pressure variations, maintaining thereby a constant volume. It is rather difficult to show either graphically or in figures the element of furnace regularity; and, of course, in addition to variable blast volume there are a number of other things that might affect the regular working of the furnace. Eliminating these items, however, there is evidence in our daily experience of very regular driving and freedom from any tendency to slip or hang, as well as regularity of quality in our product, for which we are inclined to give very much credit to regularity of blast used. When running on basic iron it is not unusual for the furnace to make 90 to 93 per cent, of standard basic on a magnetite mixture, 75 per cent, of which carries sulphur to the extent of 0.50 to 0.70 per cent., which is quite satisfactory.
While not able to present any formal statements as to cost of operating and maintenance as compared with the other reciprocating steam or gas engines the figures for our own case may be of interest. For all repairs, including packings of all sorts, all pipe fittings, etc., used directly and indirectly during the last 28 months, there has been expended $227.15. For oil, waste, and all similar supplies the amount for the same period has been $159.22, or for both above items slightly more than two mills per ton of pig iron produced.
Mr. Rice’s paper includes a very interesting description of the tests made to determine the difference in the vibration of the air deliveries from rotary and reciprocatipg engines. The results obtained by him seem to bear out what our experience would have led us to expect in this particular. I am personally convinced that a continuous stream of air is better than a pulsating stream of air as far as the smoothness and regularity of furnace operating is concerned. It would be perhaps difficult to specify any particulars observable in regard to this item. But certainly whatever difference may be shown to exist as between these two types of air-current deliveries to the tuyeres would be in favor of the most regular delivery obtainable, which seems to be secured in the highest degree from a rotary engine.
W. McA. Johnson, New York, N. Y.—The question of turbo blowers vs. piston blowers can be considered, in my judgment, entirely in the light of engineering economics. This gives the verdict to the turbo, blower entirely on the capital cost, along the following lines of reasoning:
We can admit that for pressures of 25 lb. per square inch the piston blower has a somewhat better volume efficiency, say 85 per cent, as against 75 per cent.; better mechanical efficiency; and makes less flue dust in smelting than the turbo blower. But the capital cost of the turbo blower must sooner or later prove to be one-third to one-half that of the piston blower, remembering that modern high-speed turbo generators sell in large sizes for as low as $10 per kv.a., or even lower, as against a far larger sum per unit for the slower-speed reciprocating equivalent.
It is reasonable then to suppose that eventually turbo blowers will sell for “so much per pound.” Then a great deal of ½ mv2 is raced through a few tons of iron, steel, and brass in the case of the turbo blower. Now when new construction of blast furnaces does come, as come it will, the turbo blower will appeal to bankers and to such engineers as partake of their views, for reason of its low capital cost as compared with that of the reciprocating blower.
Air is cheap and we can waste it. So is power and we can waste it. But capital is scarce and we must conserve it. The advance in the state of art is now so rapid that “commercial obsolesence” demands high charges for depreciation in metallurgical industry. It is good finance that places this at a minimum of 15 per cent, per annum. To my mind, this consideration is all important in making a comparison of the future of the turbo blower. The commercial history of the centrifugal vs. the reciprocating pump has shown the same to be true in the past.
L. Iversen, Pittsburgh, Pa.—I would like to give you a few figures showing a comparison between the turbo blower and the modern reciprocating steam blowing engine of the latest type with blowing cylinders equipped with automatic plate valves, and I will place the steam-engine driven reciprocating blower on exactly the same basis as the turbo blower described by Mr. Rice, both in respect to the amount of air delivered and the steam and vacuum conditions.
I will not discuss the question of how much air is required to burn a pound of coke in the blast furnace, but I believe I am safe in saying that it will require the same amount of air for equal conditions in the furnace, whether same is supplied through a reciprocating or a rotary machine. I will base my figures on 65 cu. ft. of air per pound of coke, or 45,500 cu.
ft. per minute for the same size furnace as discussed by Mr. Rice, which will give us a theoretical air horsepower of:
45,500 x 5/100 = 2,275.
The modern blowing engine cylinder will give a compression efficiency of 95 per cent, and a mechanical efficiency of 97 per cent., which would give a horsepower at the piston rod of:
2,275/0.95 x 0.97 = 2,470 hp. for the engine,
against a shaft horsepower of:
2,275/0.70 = 3,250 hp. for the turbo blower.
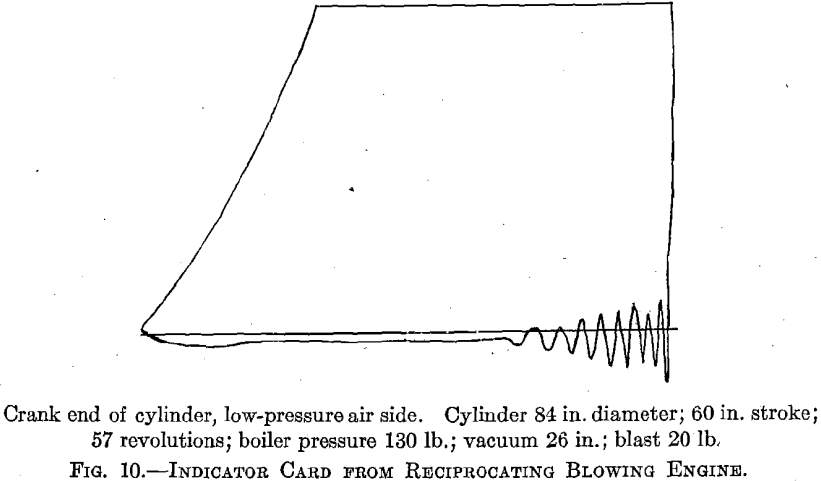
An indicator card taken from a blowing cylinder of this kind is shown herewith, Fig. 10. This card was taken with a five-scale spring and in the most careful manner. It will be noted that the suction line rises above the atmospheric line at the end of the stroke. This card shows a volumetric efficiency of greater than 100 per cent, and the maximum suction below the atmosphere is 0.18. After deductions have been made for rise in temperature and valve resistance, we get from measurements a compression efficiency of 95 per cent.
If we substitute 3,250 shaft horsepower for the turbo blower instead of 2,500 and accept Mr. Rice’s figures of 404,000 cu. ft. of gas per hour for 2,500 hp., we get a gas consumption for the turbo blower of:
404,000 x 3,250/2,500 = 525,000 cu. ft. per hour.
In order to utilize the available energy assumed for operating the turbo blower to advantage in the steam engine, namely, 200 lb. pressure, 200° superheat, and 28½ in. vacuum, we will install cross-compound engines and operate same non-condensing with a low-pressure turbo generator which will take the exhaust steam from the engines and readily get the benefit of the 28½ in. of vacuum.
The steam consumption of this type of engine per indicated horsepower per hour will be 17 lb., the mechanical efficiency 88 per cent., and the steam consumption per hour:
2,470 x 17/0.88 = 48,000 lb.
The steam consumption of the low-pressure turbine will be 27½ lb. per kilowatt and the kilowatt output:
48,000/27.5 = 1,750
Assuming 25,200 B.t.u. per kilowatt (which I believe is far too low) and 103 B.t.u, per cubic foot of gas, we get:
1,750 x 25,200/103 = 430,000 cu. ft. of gas, which amount is to be credited to the total amount consumed by the steam-engine driven reciprocating blower. This is using:
48,000 x 1,247.4/103 x 0.70 = 830,000 cu. ft. per hour.
Deducting 430,000 which we are getting back in the kilowatt output, we get a gas consumption chargeable to the steam-engine driven reciprocating blower of 400,000 cu. ft. per hour, which is equivalent to producing an indicated horsepower in the engine on less than 8½ lb. of steam per hour considering the combined installation.
From the above it will be seen that the turbo blower uses 125,000 cu. ft. of gas, or 32 per cent., more than that required to operate the reciprocating blower, and since the cost of installation of the steam- engine driven reciprocating blower and the turbo blower will be approximately the same, it is evident that the turbo blower cannot compete with the former for blast-furnace work, no matter how well the structural difficulties have been overcome.
You will note the tremendous difference in the results obtained by me and those given by Mr. Rice, and since the point at issue is of great importance, I would suggest that a commission of disinterested parties be appointed to observe the results, witness and make tests in order to determine whose assertions are correct. As for myself, I cannot accept Mr. Rice’s methods of measuring the air to the turbine and by means of the theoretical horsepower required to compress this air and the efficiency of the machine, to get the steam consumption. I would measure the steam going to the turbine, or possibly measure both the steam and air; the one method would then check the other. I have reasons to believe that if such a commission were appointed, they would not only discover the fact of the poor efficiency of the turbo blower, but also that the increased furnace efficiency expected from the turbo blower, due to steady blast, does not materialize and that the furnace works better with reciprocating blowing engines.
The reason for this is very easily explained when you consider that the air pressure is governed by the furnace. The amount of air delivered through the reciprocating blower will have to go through the furnace, no matter how much the pressure increases. With the turbo blower, however, it is different; its speed must correspond to the pressure against which it has to deliver. If the pressure tends to increase, due to the furnace, the turbo blower must speed up or it will churn part of the air. While the speed of the turbine can be regulated from the pressure, nevertheless there must be an increase in pressure first before there can be any force to act on the regulating mechanism of the turbine. The regulator cannot be made to act on too small pressure differences or it will cause a surging of pressure exactly the same as an engine governor that “hunts.” If the regulation is effected by the volume, the effect will be exactly the same as above for the reason that a reduction in volume at a certain speed of the blower could only result from an increased delivery pressure.
J. E. Johnson, Jr., New York, N. Y.—Referring first to the question of the delivery of the turbo blower, at the February meeting of the Institute Mr. Valentine gave the results which he had obtained by the use of one of these blowers and claimed that his furnace had only required with its use 41.5 cu. ft. of air to burn 1 lb. of coke. I criticized this statement at the meeting as being less than practice indicated as at all probable. Professor Richards censured me for making this criticism, but when I afterward intimated how strong were the grounds on which I made it, he calculated from Mr. Valentine’s figures the amount of air which must have been blown, using the weights of materials charged and the gas analysis, and wrote me that I was entirely correct and that Mr. Valentine must have been using 15 per cent, more wind than the amount he stated, which was taken from the indicator of the turbo blower. This seems to me to show conclusively, especially when taken in conjunction with other data along the same line, that the calibration of this turbo blower was in error by a large percentage and that it was delivering considerably more wind than it took credit for. This error follows through all Mr. Rice’s calculations. He has assumed that it takes 25 or 30 per cent, more air with the reciprocating engine, measured by piston displacement, than with the turbo blower and he has based all his figures for power consumed in the two cases upon this assumption. He is probably 15 per cent, too liberal to the turbo blower and not liberal enough by 5 or 10 per cent., on the basis of volumetric efficiency, to the reciprocating engine.
In regard to the steam engine, it seems to have been forgotten that in the country of the blind the one-eyed man is king, and that the turbo blower with its economical steam end may easily distance old, badly designed and perhaps worn-out blowing engines, and yet not equal modern ones in good condition. I, myself, have run an old engine at 19 revolutions with its outlet valve tightly shut, and there is no doubt that a turbo blower would beat this performance, particularly as its steam consumption per indicated horsepower hour was not less than 50 lb.; but the steam engine has not stood still and a reciprocating blowing engine of good, modern design, working under the conditions specified by Mr. Rice for the turbo blower, 200 lb. steam, 200° superheat, 28½ in. vacuum, of modern size and at a reasonable piston speed, will deliver an indicated horsepower for from 8½ to 9½ lb. of steam. The mechanical efficiency of a reciprocating compressor is probably higher than that of any other reciprocating apparatus because of the way in which the inertia of the reciprocating parts can be used to balance the changes in pressure in the steam and air ends. Ninety-five per cent, mechanical efficiency has been done by such engines and I have in my possession cards from one such engine showing 92 per cent. The volumetric efficiency is about 96 per cent, and the diagram efficiency about as much. The net result of these figures is that an air horsepower can be delivered by such an engine with about 10.4 to 11 lb. of steam, whereas the turbo blower on Mr. Rice’s own showing requires 13.35 lb. The much smaller amount of power required, some 2,100 hp. as against the 2,500 required by the turbo blower, offsets the slightly higher cost of the reciprocating engine and gives a plant complete for just about the same expenditure as is required for the turbo blower, leaving the much smaller steam consumption of the reciprocating engine as a net advantage. In addition to the smaller boiler power required for the reciprocating plant, there is the further advantage of the very much smaller condenser, since the engine will get along almost as well on 26 in. vacuum as on 28½, and only requires a condenser one-third as large and about one-third as much condensing water to produce it. On the other hand, it is a matter of common knowledge that the turbine loses efficiency very rapidly as the vacuum falls off. It is entirely impossible in three out of the four iron- producing districts in the country to obtain condensing water which will give a vacuum of 28½ in. for any considerable proportion of the year and as a result the possible economy of the turbo blower must be materially reduced.
Moreover, I am advised that a test has been made at the turbo-blower plant of the Iroquois Iron Co. and that this machine showed an efficiency of 55.6 per cent, against the 70 per cent, claimed for these machines by Mr. Rice. If the results of that test are reliable the advantage of the reciprocating engine is enormously increased.
Referring to Mr. Rice’s final computations, he adds together the total operating cost of a plant of turbo blowers and turbo generators as against a complete gas-driven plant, thereby securing for the turbo blowers a part of the admitted advantage of the turbo generator. It may well be pointed out that the desirability of using a turbo generator should be discussed on its own merits and is entirely independent of the question of using the turbo blower. There is the best of reasons to anticipate that a plant composed of turbo generators and reciprocating blowing engines would prove superior to a plant made up exclusively of either turbine or reciprocating engines.
In regard to the fluctuations of pressure which Mr. Rice has shown, these seem to me to be of an order of size so small that it would be impossible to deduce their effect on the blast furnace. It is true that in many respects the blast furnace is a very delicate apparatus, but that its operation is affected to the extent which Mr. Rice claims by so small a fluctuation of pressure as he shows to exist, is scarcely within the bounds of probability. Such superfluous refinements are like tying a micrometer caliper to the end of a 50-ft. cotton tape. It is, therefore, impossible to admit the validity of Mr. Rice’s claim of increased output, less coke, and less flue dust per ton of iron.
I would like to say that I believe that there is a field for the use of the turbo blower. I, myself, have some patents which I regard as valuable, covering its use for blast-furnace purposes along certain lines, and should be the last to say that there was no room for the turbo blower in the blast-furnace business, but it seems to me certain that its field is narrower than that assigned to it by Mr. Rice. Where economy is a matter of importance, the turbo blower should only be adopted at new plants for reasons independent of economy, such as its small size and the small foundation it requires and its freedom from liability to cause pulsations to the earth and consequent vibration to other structures when installed on soft ground.
On the other hand, the turbo blower can be used to enormous advantage in reinforcing existing plants; using a low-pressure turbine, driven by exhaust steam from the existing blowing engines and driving a single-stage turbo, which pre-compresses the air, and delivers it to the inlet of the air cylinders at 6 or 7 lb. pressure. This greatly increases the pressure and volume which the engines can blow, increases the steam economy, and reduces the stresses in the engines.
Karl Nibecker, Youngstown, Ohio.—The data as given are most interesting and instructive, but several values mentioned do not appear to check with the results we have encountered.
While the actual operating conditions under which we are working may be somewhat different from those encountered by Mr. Rice, I do not feel that they are vitally at variance with some of the practice which he has probably encountered. In order that the information may be of service in general, we beg leave to call attention to some points at which we have found differences from the conditions as mentioned.
On p. 105, Mr. Rice speaks of the air delivered by the blowing engine as often being only 70 or 80 per cent, of the displacement of the piston. While this may be true in some cases, I do not feel that with a modern engine, in a reasonable state of repair, there is any justification for the volumetric efficiency being less than 90 per cent. The only condition under which I have encountered the low volumetric efficiency mentioned by Mr. Rice is in very old engines or engines which have not been given proper attention.
On p. 110 he states that the superior steadiness of the blast from the turbo blower results in less loss in fuel and ore, being evidenced by the reduction in the amount of flue dust. While this may be the case under certain conditions, it must not be taken too literally. When a furnace is blown with a turbo blower it is probably easier to drive the furnace somewhat harder and the increase of production obtained will probably be attended with an increased production of flue dust and a consequent reduction in yield. Our experience with the turbo blower would tend to carry out this assumption. The amount of dust produced would also seem to be dependent upon the kind of ore used. From our practice with Mesabi ores, we are inclined to believe that more dust may be produced by the blower than by the engine under the same conditions of working and production.
On p. 118 Mr. Rice gives a value of 65 cu. ft. per minute as the engine displacement per pound of coke. The term cubic feet per minute is probably a typographical error, as the value should doubtless be given as 65 cu. ft. per pound coke. We believe that 53.5 would probably be a better value for modern practice. In case even as low a volumetric efficiency as 90 per cent, is assumed, 55 cu. ft. displacement per pound of coke should certainly be ample. We have repeatedly obtained indicator cards from an engine blowing a blast furnace producing an average production of better than 450 tons per day and found the indicated horse-power to be not in excess of 2,200 hp. In order to check the amount of displaced air per pound of coke with this horsepower, the calculation should appear as follows; we then have for the wind blown and horse-power developed, using 53.5 cu. ft. of air per pound of coke:
450 x 2,240 x 53.5/24 x 60 = 37,500 cu. ft. per minute
5 x 375/0.94 x 0.92 = 2,170 shaft horsepower
This checks well with tests made on blowing engines operating under conditions similar to the assumptions made in the paper.
The figure of 53.5 cu. ft. displacement per pound of coke, except in rare cases, would seem to be a very fair value and the above calculation checks with our practice.
In assuming 500° F. for the temperature of the gas delivered to the boilers, we feel that a very high value has been taken. Allowing 200° loss in radiation in piping and gas cleaning, this would require a furnace- top temperature of 700° F., and the gas must either be dry cleaned or not cleaned at all. If no cleaning is done, it would be practically impossible to maintain an efficiency of 70 per cent, in the boilers. We will, however, assume that the temperature of 700° F. is possible.
The gas required for boilers for reciprocating blowing engines would be as follows:
2,170 x 14.15 x 1,111.5/103 x 0.70 = 473,000 cu. ft. gas per hour.
If the above value of 2,170 shaft horsepower is used for the gas engine the gas per hour required would be:
2,545/0.21 x 2,170/95 = 277,000 cu. ft. gas per hour.
The assumption of steam conditions, efficiency, etc., made in calculating the gas per hour required by the turbo blower is good power-plant practice. I believe, however, that most blast-furnace plants would hesitate to install equipment for this pressure and superheat.
If the blower is figured on 150 lb. steam pressure and 28 in. vacuum, which I believe is more in accordance with present blast-furnace practice, the calculation appears as follows:
Assume 12 lb. of steam per shaft horsepower.
5 x 350/0.70 = 2,500 shaft horsepower.
The heat per pound of steam is determined as follows:
In the summary, the turbo blower shows a slight advantage over the reciprocating steam engine in gas consumption. This saving would be increased, due to the higher charges of investment, maintenance, depreciation, and attendance made against the engine. This difference in gas consumption may be very easily entirely eliminated by the excess dust produced when using Northern ores.
In conclusion, I would like to ask Mr. Rice how changes of atmospheric temperature and pressure affect the regulation of the machine; i.e., if the temperature or pressure of the air changes and the governor setting is the same, will the amount of free air delivered by the blower vary more than that delivered by the engine under similar conditions?
Considering the governing device as a restricted area having the usual thermodynamic formula of velocities
In which,
E = Energy
C = Constant
F1 = Area in square feet of upstream section
F2 = Area in square feet of disk
p1 = Absolute pressure at upstream section
p2 = Absolute pressure at disk
γ1 = Weight of 1 cu. ft. of gas at upstream section.
It then appears as though the effect of temperature and pressure changes may be exceedingly complicated and quite different from what might be expected from a superficial study of the governor.
W. Trinks, Pittsburgh, Pa.—Mr. Rice’s paper on turbo blowers is doubtless interesting, but as I view it, mining engineers are particularly interested in machinery concerning mining operations directly, and for this reason I shall not only speak about turbo blowers, but also about turbo compressors.
On a trip which I recently made through England I found that one of the foremost engineering firms of Great Britain had built a number of turbo blowers for blast furnaces, but had built only a disappointingly small number of turbo compressors for mining purposes, whereas that same firm was a very extensive builder of reciprocating compressors for mines. Upon inquiry as to what caused the difference between these two products, and what made the turbo blower applicable in England when so few were used elsewhere, I was informed that the turbo blower can be used in England for blast furnaces on account of the following facts:
- The ores are lumpy and open.
- Coal is very cheap.
- The blast furnaces are low.
- The rate of driving the blast furnace is very slow compared to American practice, so that the pressure is low.
On the other hand, with air compressors the pressure is high, fuel prices are high at most mines except at coal mines, and last, the demand for air is irregular. It is a well-known fact that turbo blowers, from a certain percentage of rated delivery downward, show heavy pulsations and surging, which make the operation irregular and uneconomical.
Originally I had intended to limit my discussion to the foregoing remarks, but statements made here by other parties compel me to add to what I said before. First, I wish to speak about the statement which was made concerning the cost of installation of the turbo blower being so much lower than that of the blowing engine that the bankers would compel engineers to give preference to the turbo blower. With this I disagree, because I am convinced that any comparison leading to the above given conclusion is made on the basis of engines as they were built 10 to 15 years ago. Engines built at that time run even now at a piston speed of 300 ft. per minute, whereas blowing engines built within the last five years are running at piston speeds of 600 to 800 ft. per minute. When it is remembered that the cost of a blowing engine per unit of air delivered is almost inversely proportional to the piston speed, it is evident that a modern blowing engine costs a great deal less than the old-time slow-speed blowing engine. This is information for the banker. Furthermore, blowing engines are more efficient now than they were formerly. Blowing engines with mechanically operated valves get out of adjustment, as may be proved by the fact that in one case with which I am, familiar three such blowing engines which ran at 30 rev. per minute produced no more wind than one modern blowing engine of the same size running at 72 rev. per minute. Evidently the cost of wind production from the standpoint of first cost only had in this case been divided by three, although only reciprocating blowers were employed in the plant.
The statement was made that blowing equipment would have to pass through the same course of events as power-generating equipment; that is to say, turbo machinery would take the place of reciprocating machinery. I disagree with this statement also because there are two fundamental physical differences between the steam turbine and the turbo blower. The first one is that turbo machinery, such as a steam turbine, is most efficient at pressures below the atmosphere, and that the engine is more efficient at pressures above the atmosphere. Now, in the turbo blower the pressure range below the atmosphere is absent; that is to say, the blower must start to work at that pressure where it is less efficient than the reciprocating machine. The second reason for the lower efficiency of the turbo blower lies in the great difference between the conversion of pressure into velocity and the conversion of velocity into pressure. The steam turbine converts pressure into velocity, which is a highly efficient process. The turbo blower attempts to convert velocity into pressure and this is a very different proposition, as most of us know who have tried it.
The question of wear of the reciprocating engine compared to that of the turbo blower has been brought up. While I have not had personal experience with turbo blowers, I have had a great deal of experience with centrifugal pumps, and find that to throw the same quantity of water against the same pressure the speed must be gradually increased, because the leakage through the wearing rings increases with time. It is possible that the same leakage may occur in turbo blowers.
Finally, I wish to point out the great difference of opinion which exists between different engineers on the question of blowing equipment for furnaces. Whenever Mr. West or Mr. Freyn reads a paper, he proves conclusively that the gas engine is the only equipment that can be considered for blowing purposes and that furnace owners cannot afford to install a turbo blower, even if it were given to them. On the other hand Mr. Rice proves just as conclusively that the turbo blower is the only right equipment and that gas engines cannot be considered in any event. From this standpoint, we should welcome the suggestion, which I believe was made by Mr. Iversen, that an unbiased committee should be appointed to investigate the relative merits of the two types of blowing machines.
Otto Banner, Phillipsburg, N. J.—There is practically no wear at all on the packing rings of turbo compressors or blowers; they stay unchanged just as the bearings of steam turbines do. They do not wear as they do in centrifugal pumps. In the case of one turbo compressor, these rings, after an eight years’ run, were found to be fully as tight as when the compressor was started.
Turbo blowers in Germany are in use only on isolated and small blast-furnace plants, the tendency in that country being to prefer the gas-engine blower. If for a new machine steam has to be used, turbo blowers, and not reciprocating blowers, would be installed.
The fight between the gas and the steam engine is to a large extent decided by the cost of coal, but of late a remarkable development has taken place in Germany. They are installing in their newest plants gas- driven blowers, but steam-turbine driven electric generators. It would go too far to explain the reasons for this, but it is also very remarkable that in these new plants they install steam-turbine driven turbo blowers as reserves.
The turbo compressor for 85 to 100 lb. pressure has an undisputed field over there in the coal mines, first mixed-pressure and now live-steam turbines being chiefly used. The sizes of these units have been going up very rapidly during the last few years.
I advocate very strongly Mr. Iversen’s proposition to nominate an independent commission to investigate exactly the merits of the re-ciprocating and the turbo blower. In Germany we have been up to this same controversy in the early days of the turbo compressor when it became necessary to find means for measuring the air input or output of these machines. I have been using low-pressure nozzles of varying sizes and the pressure difference used was usually not more than 20 in. of water column. The shape of these nozzles was that of a vena contracta; they have been adopted by the Society of German Engineers as standard for measuring actual delivered or taken-in air for reciprocating and turbo blowers and compressors, after a Series of very exhaustive tests to find out the efficiency of these nozzles. For carrying out these tests, a big gasometer was used.
I wish these nozzles would be adopted in this country also because their use would be fair to builder and user, and comparisons of all these different engines would be possible on the same basis of actually delivered air. Their use is extremely simple, as is also the figuring out of the test results. The Ingersoll-Rand Co. has been using these nozzles during the past few years on its reciprocating and turbo compressors and blowers. We have found, for instance, that on a 100-lb. reciprocating compressor the actually discharged volume reduced to intake conditions was 89 per cent., the indicator card showing 93 per cent.
J. E. Johnson, Jr.—My remarks were the result of an absolutely impartial discussion. I have no connection with any manufacturer of engines or turbo blowers; what I said was the result of an investigation that was impartial. I have been interested in the subject for a number of years.
H. S. Braman, Youngstown, Ohio.—The papers have been somewhat disappointing, due to the fact that they have been dealing with the furnace man’s side of the question. We carried on an experiment a short time back, which I would not want to go on record as calling absolutely correct, with two blast furnaces of exactly the same size, using the same percentage of Mesabi ores, and practically the same fuel, one equipped with a turbo blower, and the other with a reciprocating engine. The air necessary to make a ton of iron in one furnace was 4,362 lb. with the turbo blower; on the furnace with the reciprocating engine 4,062 lb. of air, a difference of 300 lb.
Another thing we noticed with the reciprocating engine is that the furnace makes dust only during times of high pressure, but on the turbo blower, the furnace makes dust all the time, high or low pressure.
J. E. Johnson, Jr.—The figures I gave as to steam consumptions, were based on tests made by mining companies, and made on an engine built by one of the best engine builders of the country, and anybody who desires to get an engine from that builder, can get one with a guarantee that it will give better steam consumptions than I have quoted, and that guarantee will be backed up by the whole capital of that corporation. There is no question about the validity of those figures.
Arthur G. Mckee, Cleveland, Ohio.—Since the installation of the first turbo blowers, I have been trying with the resources at my command to find out the facts in regard to the advantages of turbo blowers versus steam-driven reciprocating blowers and gas-driven reciprocating blowers, and I am frank to admit that up to the present time I have not been able to get anything which is conclusive and satisfactory in my mind in regard to this matter.
The discussion this morning has been somewhat partisan, which is bound to be the case in a large measure in discussions of this sort. However, there are some of us who are absolutely disinterested. We want to find out what is the best blower for the different conditions, regarding possible vacuums, fuel cost, and a number of other items which enter into this matter in a vital way, and I hope that something will be done by the members of the Institute with this in view, that we may get accurate non-partisan information about this whole matter. It is of great importance to the owners and builders of blast furnaces to know what is the best installation under each combination of conditions, taking into consideration the fuel cost, the vacuum which is available, the depreciation cost, the operating cost, and not overlooking the first cost, which is in some cases more or less lost sight of, but is of very great importance in providing blowing equipment.
Richard H. Rice (communication to the Secretary).—The critics of the paper all base their remarks on two fundamental errors. The first of these consists in the ignoring altogether of volumetric efficiency as applied to a blast-furnace blowing engine, or in attempting to measure it from an indicator card of the blowing cylinder. The second is in considering all turbo blowers as alike in operative characteristics.
As to the first error, it arises in a confusion of definition. The term “volumetric efficiency” as used by me means the ratio of air actually discharged from the engine to the displacement swept through by the pistons, expressed in terms of cubic feet of free air at an inlet temperature of 60° F. P. 105 of the paper sets forth clearly the sources of loss of this efficiency and a slight study of these will be sufficient to show the impossibility of measuring this efficiency by an indicator card. The only way is by actual test as therein stated.
On p. 115 of the paper the difficulties of measuring the discharge from a reciprocating blowing engine are set forth. Since the paper was presented F. G. Cutler has read a valuable paper dealing with tests made on reciprocating blowing tubs to obtain the volumetric efficiency (American Iron and Steel Institute, Birmingham meeting, October, 1914), in which he shows that, using his method of throttling the discharge to reduce the pulsations of the flow, the engines tested have a volumetric efficiency of about 80 per cent., I believe that Mr. Cutler did not fully succeed in eliminating the irregularities of the flow, and that if anything this efficiency is too high. Since then, tests that I have made comparing turbo blowers and the latest design of reciprocating blowing tubs indicate about the same figure which Mr. Cutler gives as the value of this efficiency. This being so, the figures of Mr. Iversen are quite incorrect.
Mr. Johnson’s speculations as to what would happen if a certain type of reciprocating steam, engine having a certain assumed steam consumption (which I believe is incorrectly stated) were put to drive a blowing engine, are interesting; but such an engine, by reason of complicated mechanism, small cylinder clearance spaces, etc., is not adapted for the rough service of blast-furnace power plants.
Mr. Johnson’s statement that a test has been made at the turbo-blower plant of the Iroquois Iron Co. is, I am informed, incorrect.
If it be inadmissible to study the details of blast-furnace operation in order to determine ways of improving the practice, then my tests on fluctuation of blast pressure need not be considered. It is, however, by just such studies that advance in the art must be made.
Among those who fall into the second error which I mentioned are Messrs. Nibecker and Braman. Discussing the operation of an apparatus not fitted with an adequate air governor, they reach the conclusion that the turbo blower makes more dust and produces less iron. Both these effects are precisely those which would result from overblowing the furnace and I have no doubt that this is what has been done.
Reports from the furnaces blown by the apparatus described in the paper indicate an amount of dust produced rather less than normal and an increase in the production, effects which are exactly opposite to those reported by Messrs. Nibecker and Braman.