
- To participate in the 911Metallurgist Forums, be sure to JOIN & LOGIN
- Use Add New Topic to ask a New Question/Discussion about Flotation.
- OR Select a Topic that Interests you.
- Use Add Reply = to Reply/Participate in a Topic/Discussion (most frequent).
Using Add Reply allows you to Attach Images or PDF files and provide a more complete input. - Use Add Comment = to comment on someone else’s Reply in an already active Topic/Discussion.
Excessive frothing at cleaner flotation for low grade gold-sulphide ores (10 replies and 21 comments)
Which:
Glycol ether based frothers: Betafroth 206, Betafroth 245, Betafroth 436
Alcohol based frothers: Betafroth 20, Betafroth 3 ?
Use the Social Share Bar on the Left. Tell everyone you can about https://www.911metallurgist.com/metallurgy/ It's FREE & GOOD.
Betafroth 466:
Medium molecular weight glycol methyl ether frother (Molecular weigh distribution between Dowfroth 200 and Dowfroth 250). Used where gangue entrainment is a problem and reagent dosing system requires high purity liquids.
Bulyanhulu is a narrow vein gold mine of sulphide composition that contains gold, silver and copper mineralization. It is located in northwest Tanzania, in the Kahama district of the Shinyanga region, approximately 55 km south of Lake Victoria and 150 km southwest of Mwanza city. The mineralization of Bulyanhulu is associated with steeply dipping reefs - a number of which have been identified including Reef Zero, Reef One and Reef Two. Bulyanhulu is an underground mine with shaft access, which is transitioning to long hole and drift and fill as its principal mining methods. The gold processing plant currently has the capacity to process up to 3,960 tonnes of ore per day (or at least 1.1 million tonnes per year).
Bulyanhulu mine is run by Acacia Mining Company, whose majority shareholder is Barrick Gold, which owns 69.3% of the company. Acacia Mining changed its name from African Barrick Gold on 27th November 2014. Bulyanhulu commenced commercial production in 2001 and has now produced over 3 million ounces to date. As of 2015, the life of mine of Bulyanhulu gold mine was estimated to be more than 30 years, based on its proven and probable gold reserves of 9.5 million ounces.
The run of mine ore at Bulyanhulu - after being hoisted from the underground - is fed to the processing plant for the extraction of the valuable minerals, mainly gold and copper as gold doré and copper-gold concentrate respectively by means of several concentration processes such as gravity concentration using Knelson concentrators, froth flotation and gold cyanidation using carbon-in-leach (CIL) method.
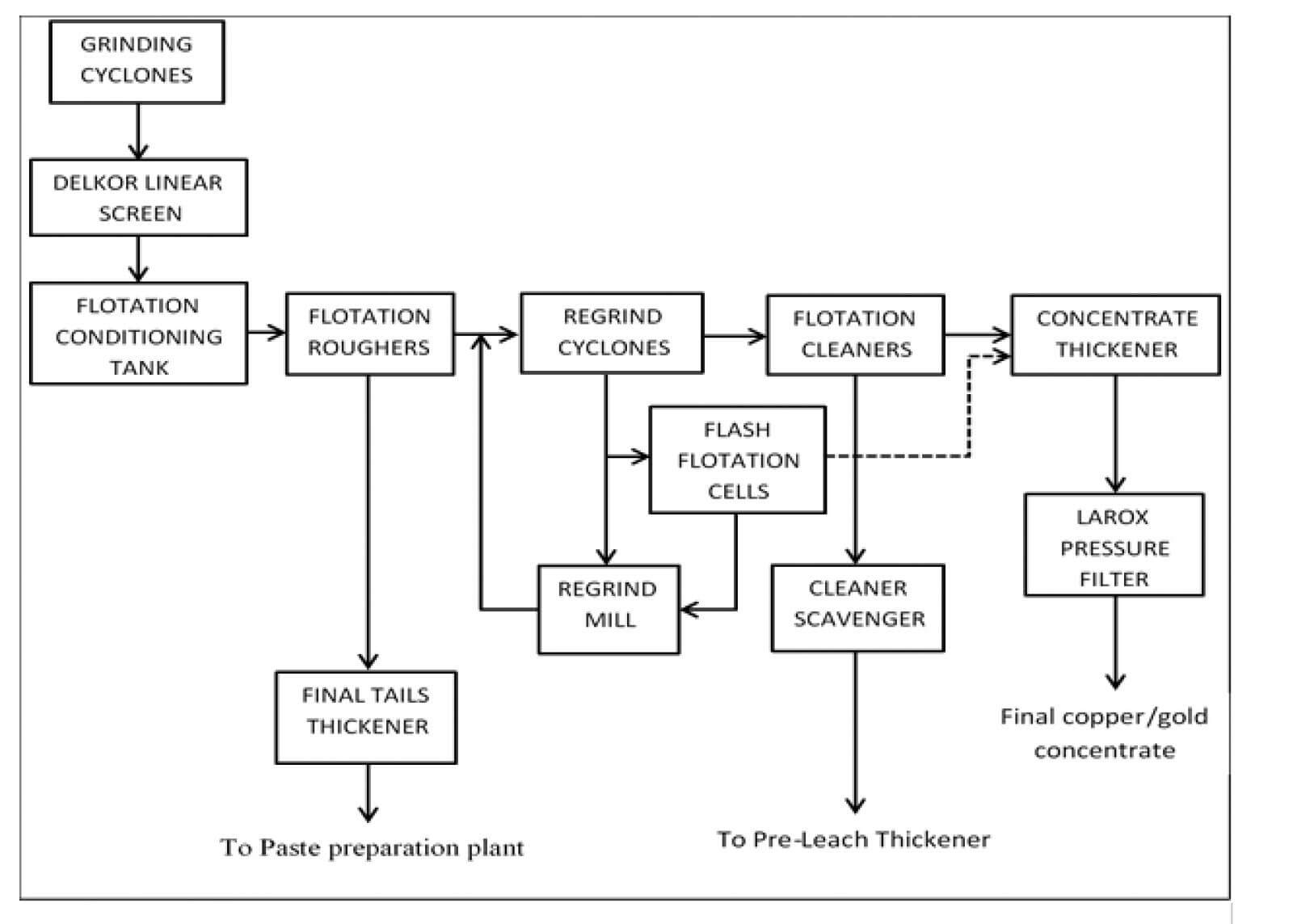
Prior to concentration, however, the run-of-mine ore is subjected to comminution process by crushing using a double toggle jaw crusher with subsequent grinding using a SAG mill followed by a ball mill in a closed circuit with a hydrocyclone cluster for size reduction of about 650 mm to 75 µm. The overflow of the primary cyclone is sent to the flotation circuit. Figure 1 shows a block diagram of the Bulyanhulu flotation circuit.
Problem statement
The feed ore to the main plant has a complex ore mineralogy containing mainly pyrite (FeS2) and chalcopyrite (CuFeS2) hosting refractory as well as gravity recoverable gold, silver and copper in economically viable quantities at current operations. Currently the run-of-mine ore at Bulyanhulu is hoisted from two locations in the underground mine, the Upper East zone which is a low grade ore deposit and the Lower Mine which hosts a high grade ore deposit.
On plant scale, huge frothing effect has been experienced with the composite feed at a 1:1 Upper East ore to Lower Mine ore ratio (by weight). The frothing effect has been observed to persist for up to a 4:1 Upper East ore to Lower Mine ore ratio. This causes pulp spillages at the cleaner flotation cells, probably due to the mineralogy and flotation characteristics of both the individual ores (Upper East and Lower Mine ores) and the effect caused by the mutual interaction of the two ores. In turn, the spillages cause loss of mineral values and high circulating load at the flotation cells.
Project objective
The purpose of this project is to determine the optimum ratio at which the two run of mine ores can be mixed so as to attain better flotation behaviours.
The project objective is set to be achieved under the following specific objectives:
- To determine the chemical and mineralogical composition of the composite flotation feed by doing chemical and mineralogical analysis of the Lower Mine and Upper East ores.
- To determine the optimum dosage ratio of the flotation reagents for the composite flotation feed.
- To investigate the flotation behaviours of the composite flotation feed at different mixing ratios of Lower Mine and Upper East ores.
Significance of the project
The project would help to give further knowledge and understanding of flotation as a mineral concentration process, and the process variables that affect flotation for production and operations optimization. Also the project would help to understand the flotation behaviour of complex gold sulphide ores. In context of Upper East and Lower Mine ores blending, once completed, the project would help to:
- i.Improve the performance of the flotation circuit.
- ii.Reduce loss of valuables due to increased circulating load at the flotation cells, as a result of spillages.
- iii.Minimize reagents consumption due to increased circulating load at flotation.
- iv.Reduce operating costs.
- v.Contribute to increase in overall profit.

Use the Social Share Bar on the Left. Tell everyone you can about https://www.911metallurgist.com/metallurgy/ It's FREE & GOOD.
Emmanuel, have you conducted any laboratory tests? What are your current metallurgy results?
Is this what the pumps look like? Are you at the plant now?
Use the Social Share Bar on the Left. Tell everyone you can about https://www.911metallurgist.com/metallurgy/ It's FREE & GOOD.
I conducted tests for the individual ores previously. The results were good in function of recovery for both ores. Currently I am at the university, not at the plant.
I will post the findings from my laboratory tests ASAP
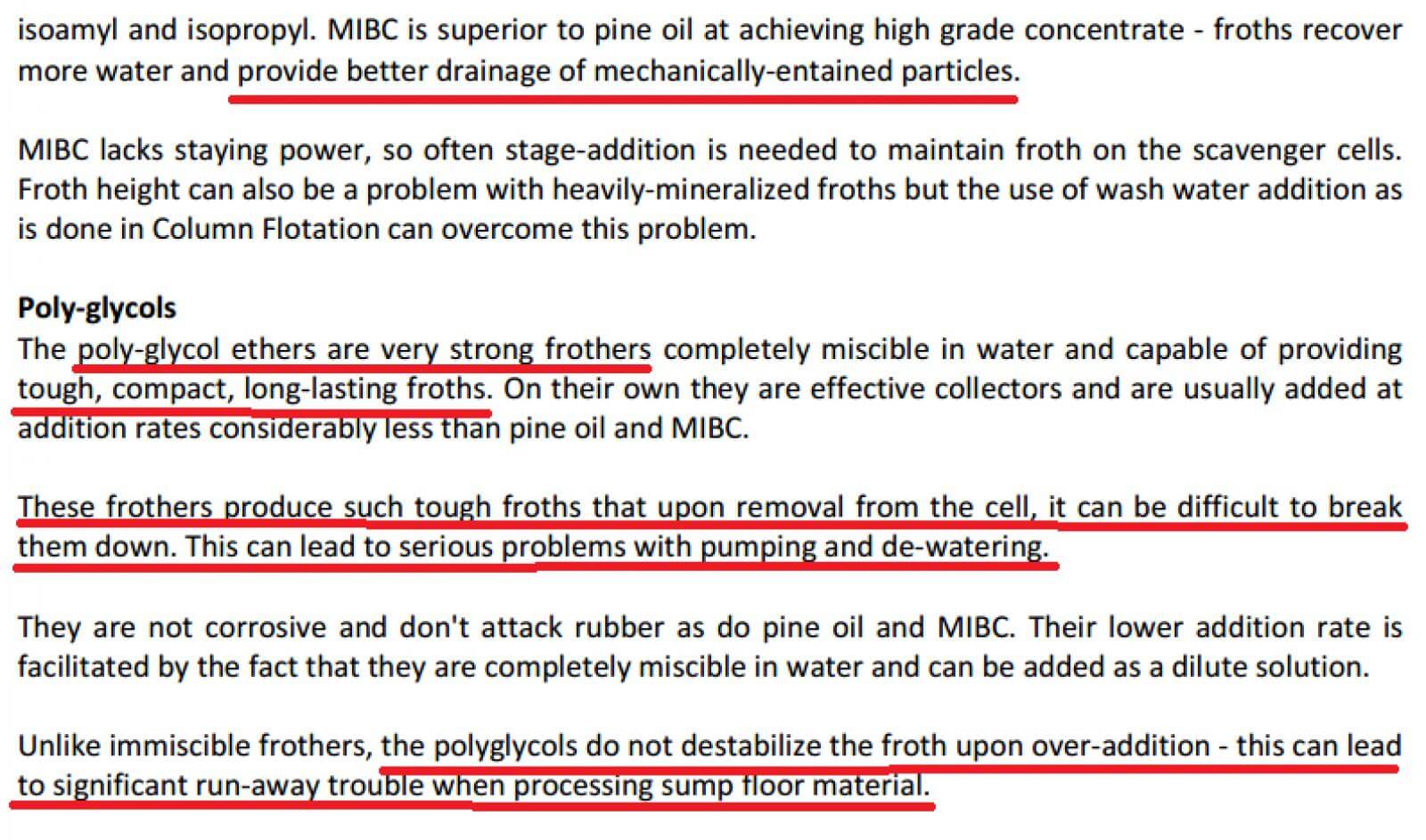
You should seriously consider testing/using a less persistent frother like Alcohol based frothers: Betafroth 20, Betafroth 3 instead of the glycol base 466.
I bet you switch to an Alcohol based frother and can operate without Carboxyl methyl cellulose (CMC).
Carboxyl methyl cellulose (CMC) = An antidote for strong frother.
---
For now, just cut CMC down and 466 down.
Use the Social Share Bar on the Left. Tell everyone you can about https://www.911metallurgist.com/metallurgy/ It's FREE & GOOD.
Frother is VERY hard to test in a Lab.
Why do you float for 30 minutes?
+ I see no CMC in the tests...
Use the Social Share Bar on the Left. Tell everyone you can about https://www.911metallurgist.com/metallurgy/ It's FREE & GOOD.
I was doing flotation rate tests. I was asked to do only the rougher flotation. CMC is added at the cleaners
Are you saying that the spillages are caused by the frother?
I was thinking that probably the excessive froths are a function of the mineralogy, which influence the flotation behaviours. What's your take on that?
Am 1000s of kilometers away... YES too much frother. The video I gave you was a classic panic case of "THE ORE HAS CHANGED!!" ... NOT! The frother dosage is out of range.
See, I bet your operators are trying hard to hold recoveries because the are Overdosed on CMC and jack up the frother to compensate.
Use a more selective. less brutal frother and you will not overflow launders and pumps + will gain selectivity and control which will allow to cut out CMC which will increase your fines recovery.
Sure thing. Because from my lab tests, the UPPER EAST ore is too reagent consuming
+ it could be that you have a Zone that's more sensitive... but you need to find a way to run with it. It that zone consume reagents... maybe you are also under-collected & that can cause you 'frothiness'.
Read https://www.911metallurgist.com/blog/the-importance-of-mass-pull-in-a-flotation-circuit and https://www.911metallurgist.com/blog/selective-flotation
+ can you graph Mass VS Recovery for me?
Use the Social Share Bar on the Left. Tell everyone you can about https://www.911metallurgist.com/metallurgy/ It's FREE & GOOD.
Read over ...
Use the Social Share Bar on the Left. Tell everyone you can about https://www.911metallurgist.com/metallurgy/ It's FREE & GOOD.
and ..
Use the Social Share Bar on the Left. Tell everyone you can about https://www.911metallurgist.com/metallurgy/ It's FREE & GOOD.
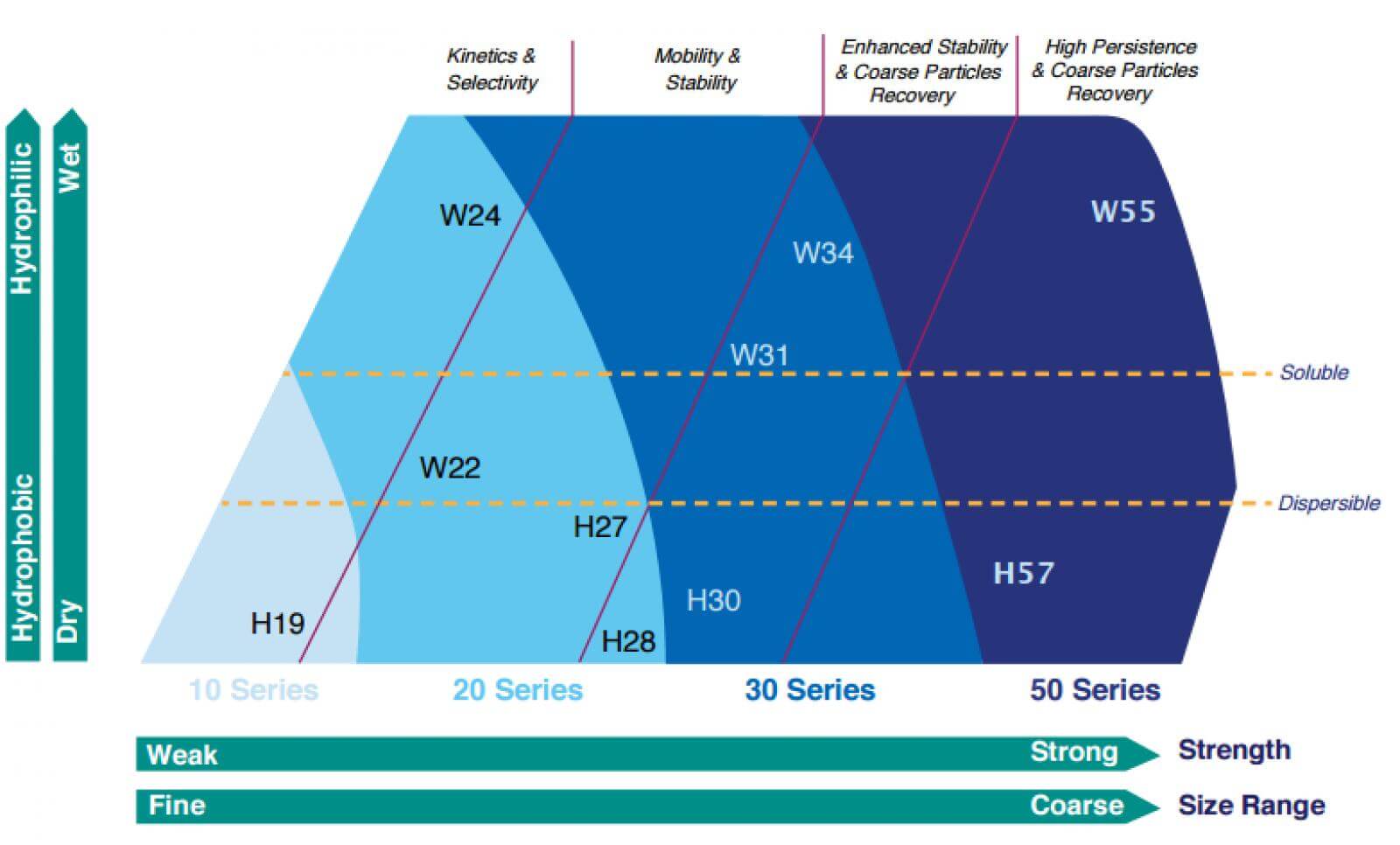
This will give you a relative idea of what frothers can do. The chart shows the range of respective strength and hydrophobicity and is an invaluable tool for selecting the correct frother for an application.

Use the Social Share Bar on the Left. Tell everyone you can about https://www.911metallurgist.com/metallurgy/ It's FREE & GOOD.
Thanks David. I suppose the chart (trend) is applicable to all types of frother
+ If you want easy pumping and don't want to have a persistent bubble bath... use a 'dry' frother. See if you can source out a frother that is around 60-70% Alcohol and 40-30% glycol.
Hello!
I am a BSc. Metallurgy and Mineral Processing Engineering student at the University of Dar es Salaam working on a dissertation project at ACACIA mining - Bulyanhulu gold mine limited.
The project is entitled "Review of flotation behaviour of LOWER MINE and UPPER EAST ores blending at Bulyanhulu gold plant". The two mentioned ores are the two locations from which the flotation fed is hoisted, the earlier being a high grade deposit (avg Au 10 g/t, Cu 0.5%) and the later a low grade deposit (avg Au 3 g/t, Cu 0.2%).
On plant scale, huge frothing effect has been experienced with the composite feed at a 1:1 Upper East ore to Lower Mine ore ratio (by weight). The frothing effect has been observed to persist for up to a 4:1 Upper East ore to Lower Mine ore ratio. This causes pulp spillages at the cleaner flotation cells which in turn cause loss of mineral values and high circulating load at the flotation cells. I haven't been able to attach the photos for the phenomenon due to the strict security rules in the processing plant.
I seek help on what could be the cause of the spillages. So far no any mineralogical analysis on neither the composite flotation feed nor the individual ores has been done due to unavailability of the test at the on-site laboratory.
The reagents used at the Bulyanhulu flotation circuit include:
Attached is a document providing further details on the project, as well as the flotation circuit flowsheet.