
- To participate in the 911Metallurgist Forums, be sure to JOIN & LOGIN
- Use Add New Topic to ask a New Question/Discussion about Flotation.
- OR Select a Topic that Interests you.
- Use Add Reply = to Reply/Participate in a Topic/Discussion (most frequent).
Using Add Reply allows you to Attach Images or PDF files and provide a more complete input. - Use Add Comment = to comment on someone else’s Reply in an already active Topic/Discussion.
Clay and pyrite in copper concentrate VS frother (1 reply)
Hello Mahdi, as you see in this paper on The effect of mixed collectors in the rougher flotation of copper HP700 and HP600 (alcohols in amine oxide) are typically used in the flotation of porphyry copper and copper molybdenum ores.
Also, Handbook of Flotation Reagents: Chemistry, Theory and Practice: Volume 1 says:
One of the most difficult tasks is the selection of a proper frother. Its importance has not always been recognized,despite the fact that many operating plants treating porphyry copper ores use two or more frothers. Frequently,a frother is not powerful enough to recover coarse middlings or is not selective enough to float fine copper. In the literature,seven basic requirements for a good flotation frother have been listed,which also include low sensitivity to changes in pH and dissolved salt content. However,very often in porphyry copper flotation,the frothing is generally controlled by pH. The presence of clay in the ore is the main reason for unstable froths and reduced frothing power.
It has been demonstrated that destabilization of frother occurs in the presence of ultra- fine particles; thus the reduction in flotation may occur. It is common practice that during flotation of porphyry copper ores containing clay minerals,the copper froth becomes highly flocculated after xanthate collector additions,resulting in dry froth that is difficult to remove. To prevent froth dryness,a collector with frothing properties in combination with two or more frothers is used.
Recent studies have indicated that the stability of the froth may be more effectively controlled by modifying or preventing flocculation of hydrophobic particles. The reagents that control frothing properties in the lower pH region are certain amine oxides,which if added to an alcohol or alkoxy paraffin frother,are able to reduce the detrimental effect of ultra-fine clay minerals on froth stability. These frother mixtures are known as the HP series of frothers. Studies have shown that the use of these frother mixtures can result in a significant improvement in the rate of copper flotation. Figure 12.8 shows the effect of the HP frothers on the rate of copper flotation from ores containing illite clay minerals.
Table 12.8 lists some of the frothers typically used in the flotation of porphyry copper and copper molybdenum ores. The data shown in Table 12.8 are composed from plant data.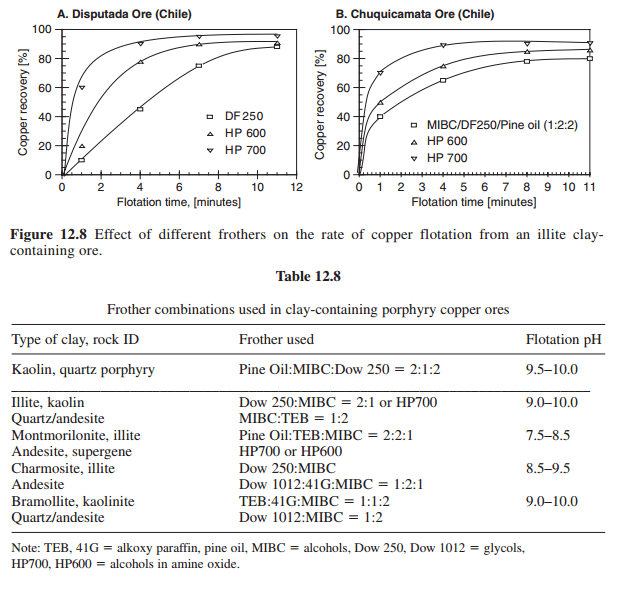
It should be remembered that in may cases when certain clay types are present in the ore, the frothing properties,as well as floatability of different particle sizes, is pH-dependent. Certain types of clay at higher pH would increase pulp viscosity dramatically, which in turn reduces frothing properties and increases the transfer of fine particles into the froth, and in such cases, low pH flotation is desirable and therefore an appropriate frother has to be selected.
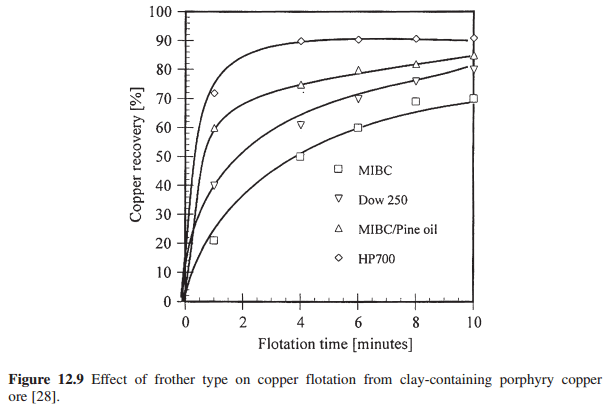
Frother selection in the laboratory testwork in a number of cases is a key factor,especially when clay minerals are present in the ore. Perhaps the most detrimental clay minerals in an ore are montomorillonite and chamosite. Experimental work conducted with different frothers on ores containing montomorillonite and illite clay showed that the frother type had a significant effect on the rate of copper flotation and recovery. This effect is illustrated in Figure 12.9. The HP700 frother gave the best results. This frother contains amine oxide.
PS: ---> Frother is very difficult to test in laboratory.
Also see https://www.911metallurgist.com/blog/effect-of-clay-on-flotation-recovery
Have a good look at this article on the use of Sodium hexametaphosphate (Calgon) in flotation to help you deal with clays.
++Are you sure your pyrite is properly liberated?
Hi my dears. I am researchers in Iran Sarcheshmeh Copper Mine. One of the problems concentrator increases the amount of clay minerals and pyrite in flotation concentrates and the final grade will be reduced. What do you suggest for chemicals? What is the HP700 frother and be make Chemical composition?