
- To participate in the 911Metallurgist Forums, be sure to JOIN & LOGIN
- Use Add New Topic to ask a New Question/Discussion about Flotation.
- OR Select a Topic that Interests you.
- Use Add Reply = to Reply/Participate in a Topic/Discussion (most frequent).
Using Add Reply allows you to Attach Images or PDF files and provide a more complete input. - Use Add Comment = to comment on someone else’s Reply in an already active Topic/Discussion.
Wemco rougher flotation cells rotor engagement (3 replies)
I think you should study the gas dispersion en the rougher flotation cells. Results of this kind of studies indicate that air flow rates, air flow numbers and air flow velocities may be different from cell to cell but they can be in the range of a typical flotation cell. It is well known that gas dispersion is a key aspect in the performance of a flotation cell.
It is important to mention that the air flow rate can be calculated from the air velocity measured in a pipe placed in the air inlet of the flotation cell. In some cases it could be useful to employ two different kinds of anemometers depending on the flotation cell. For instance, a vane anemometer can be considered to determine the air velocity for induced-air cells. A hot wire anemometer is an interesting option to evaluate the air inlet in forced-air flotation cells. The evaluation should include information on the superficial gas velocity because they can provide information of air dispersion in a flotation cell.
You mentioned a sanding problem in the flotation cells. The problems can be associated to the problems in the gas dispersion, presence of coarse particles, variations in the slurry density and inappropriate operation the flotation cells. Try to get information on the parameters mentioned above. If there is not enough data, it is important to take samples to get the information.
Have you made any field measurement including sampling surveys to help develop correlation of air flow rate v. engagement v. cell recovery?
There's been work by various groups showing improved performance by a range of control actions from supercharging some types of Wemco cells (Codelco) to throttling. Remember the impact of engagement on pumping action impacts more than just aeration. Issues with engagement could be causing the sanding because of reduced pumping action. Do you have an engagement recommended the manufacturer?
I think a WEMCO rule of thumb is that engagement for should be around 10% of rotor diameter.
FLSmidth recommend the design rotor engagement to be 115 mm up to 127 mm with minimum of 85 mm.
If I was to make a recommendation when you perform your air flow test it would be to limit the factors that would affect air flow such as draft tube cleanliness, bottom side sanding, even mechanical problems that are not so obvious such as belt slippage, and disperser skirt condition. Once all the variables are removed then you can determine if engagement is part of your problem or if perhaps it is something else.
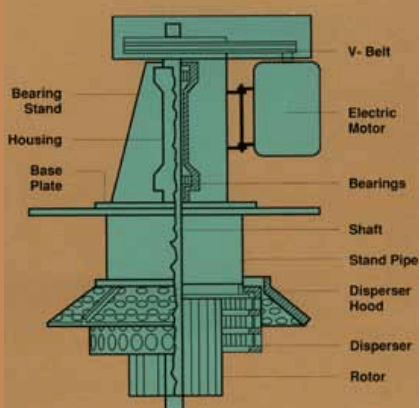
The Wemco unit is a naturally-aspirated mechanical flotation machine. Air is induced via a standpipe and an inlet pipe open to the atmosphere. For Wemco flotation machines of constant rotor diameter, hydrodynamic parameters are defined as the relationship between air ingestion and primary liquid circulation as functions of rotor submergence, rotor engagement, and rotor speed. In turn, rotor submergence is defined as the vertical distance from the top of the rotor to the froth- pulp interface, and rotor engagement as the vertical distance that the rotor is encased within the draft tube.
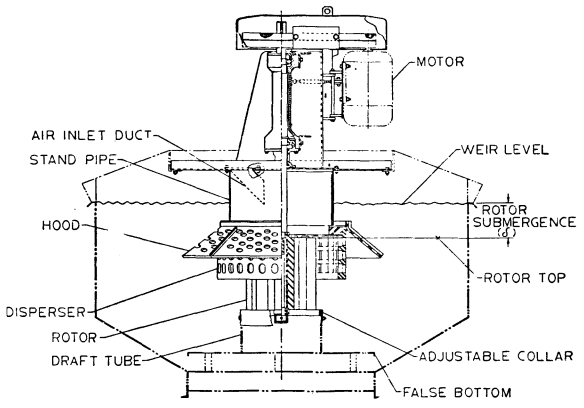
At constant rotor submergence, an increase in rotor speed results in an increase in aeration (or superficial gas velocity), and specific power. At constant submergence and rotor speed, liquid circulation varies almost linearly with rotor engagement. At constant rotor speed, an increase in rotor submergence results in a decrease in air induction, with a simultaneous increase in the draft tube liquid circulation (the latter being synonymous with absorbed power and often manifested as specific power input). The rotor-disperser combination serves the same purpose as a rotor-stator arrangement in a forced-air machine.
I attach a paper you may find useful.
Also see https://www.911metallurgist.com/blog/wemco-flotation-cell-mechanisms
Hello Zander,
I have been using a variety of Wemco cells (ranging from 40 cu.ft. covered to 3500 cu.ft. tank versions) at a number of operations for over 20 years and can tell you the challenges you are facing are not unique. The technical explanations and advice offered above are valid, so I will provide my operational experience:
- The trade-off between pumping and air flow is affected by numerous factors, including pulp density and pulp level (froth depth). If you consider that the impeller creates a vortex in the pulp that draws air into the agitation/collection zone and the impeller submergence is required to maintain the motion that creates the vortex, there is likely a broad range of operating conditions over which you will be hard-pressed to detect significant performance changes as the air/pulp interface moves up and down the impeller. Increasing the impeller engagement will increase the impeller submergence and shrink the air vortex. Throttling the air intake can change the cell behavior significantly. I have found Wemco cells to have adequate air dispersion characteristics.
- I have had some success increasing performance by increasing the draft collar engagement and increasing the impeller speed - I believe this was effective because it improved the "pumping" without causing the air flow to decrease. This is only possible if you have sufficient under-utilized motor capacity or are willing/able to increase the motor size. Performance gains will be partially offset by increased power costs and wear on the impeller, draft tube/collar, and disperser.
- Most of the sanding problems I have encountered with Wemco cells are self-inflicted rather than a design issue, mostly caused by the following: Excessively coarse feed resulting from an excursion in the comminution circuit (e.g. plugged cyclone); maintenance issues such as broken (fallen) draft collar, worn out impeller, or holes in the standpipe; plugged dart valves. It is good practice to wash out the cell bottoms every time your cells are down. Drain holes (with valves) on the bottom of each cell can speed this process.
- Other cell behaviors can also point to mechanical failures:
- "Huffing" - air flow alternates in both directions - if the draft collar falls off or the draft tube sands up and there is no pumping occurring, the vortex that forms will repeatedly collapse as the incoming air displaces the pulp submerging the impeller (like a blender running too fast).
- Excessive turbulence - look for: excessive wear on the disperser, draft collar worn uneven or attached crooked, holes in the draft tube, impeller not centered in the draft tube, partial sanding in the bottom, debris in the cell.
- Agitator bouncing - look for structural weakness (corrosion or cracks) in the agitator/standpipe support frame.
- "Wemco Wave" - don't sweat it.
Your best weapon against poor performance is training - teach your operators and mechanics how the cells work, why it is important to wash them out occasionally, and what to look for when they are inspecting the cells (they have to climb inside the cell to properly inspect). If your cells are tiny and/or covered, invest in a flexible "snake" camera for visual inspection. It does not take much neglect to trigger a performance decline.
Low wear rate on the impellers is not uncommon.

Does anyone have experience with adjustment of rotor engagement for Wemco rougher flotation cells? Currently our rotor engagement is varying between 115 and 145 mm and I am not sure which is correct or optimal to provide enough air flow to maximize the recovery. (rotor engagement is the vertical distance that the rotor is encased within the draft tube)
All cell is in same row engagements were different and varying from 115 to 145 mm. We're planning to measure the air flow of each cell using a hand anemometer and see any correlation with engagement. The most difficult thing is to correlate engagement and recovery as all cells conditions and performance are different. Some cells were sanded heavily specially underneath of false floor. It takes time to clean up these build ups and descale them clean. We partially get to them on long shutdowns as operations wants them to hold production to maximum.
How often do you think impeller needs to be changed? Our agitators are now 4 years old (new at startup) and no significant wear is so far observed for rotors. Do them not wear out fast because our engagement is not right or it it just like that?
PS: My cells are Wemco 160 with 1.1 m star rotors.