Table of Contents
Knowledge of the behaviour of flotation machines had developed and increased considerably over the last few years. Although much work remains to be done on the study of the fundamental processes that influence the collection of hydrophobic particles at an air-water interface, there is enough information to permit the building of realistic models of the gross flotation behaviour of various ores.
Programming Methods For Plant Simulations
The simulation of the steady-state behavior of process plants has been the subject of a great deal of development work since computers became readily available in the late fifties. Many general-purpose and some specialized simulation programs are available, and the capabilities of these systems have been recently surveyed by Flower and Whitehead . It would be possible to adapt some of these programmes to the simulation of flotation plants, but this would be highly inefficient because it would not take advantage of several peculiar features of the flotation plant to reduce the computational labour. Of these, perhaps the most interesting is the fact that, from the point of view of simulator structure, all the flotation cells in the plant are identical.
This configurational simplicity is further enhanced by the fact the model equations for the performance of individual cells do not change from cell to cell. The model equations are naturally very complex because of the complex phenomena that occur in the flotation cell, but the great decrease in computational effort resulting from the simple structure permits the use of highly complex model structures without the danger of computational intractability. In the simulator to be described here, a decomposition of the problem has been used so that advantage can be taken of the nearly-linear structure of the flotation process. This allows the achievement of great computational speed despite the non-linear nature of the model.
The Flotation Model
The details of the flotation model used in the simulation program have already been given. Briefly, the model is based on the first-order rate model for flotation, but the parameters are distributed by the consideration of particle classes that are distinguished on the basis of size, degree of liberation, and rate constant. The feed material is considered to consist of many groups of particles, each group being characterized by size, and a further classification is made within each size fraction on the basis of mineral content. These classifications are based on the physical properties of the particles, and the particles can be classified on the basis of physical measurements independent of any flotation experiments. The classification on the basis of size is, of course, the particle-size distribution of the solid particles in the feed. The data required for the simulation are made up of the mass fraction in each of the size ranges considered.
The model recognizes the two-phase nature of the flotation cell, and only a fraction of the solid that enters the froth phase from the pulp phase eventually passes over the froth lip as concentrate. This fraction is a function of the properties of the froth and is closely associated with the rate at which froth is taken from the surface of the cell, and with the properties of the froth itself, such as its stability and mobility. It is in the modelling of the ability of the froth to transmit solids over the froth lip that more research work is needed, particularly to improve the prediction of the froth properties for design purposes.
The individual cell volumes and the aeration rate to each cell must be supplied as primary data to the simulator. The average holding time in each stage is compiled during the simulation as the ratio of stage volume to volumetric flowrate of the tailings, and it is not assumed to be known a priori as in all other simulation schemes that have appeared in the literature.
The structure of the simulator is based on the material-balance equations for particles of each type. Because the mass of each type is conserved throughout the plant – and this precludes the description of plants that include regrind mills, which will transform particles of one size group into another – a set of N simultaneous equations defines the mass flowrates in each of the streams.
Examples of Plant Simulations
Some of the capabilities of the simulator will be illustrated here by reference to several examples. Three different applications are obvious: the evaluation of the suitability of the basic flotation model in an industrial plant, the calculation and improvement of the performance of an existing plant, and the design of the flowsheet for a projected flotation operation. Obviously, many variations are possible within the scope of these broad applications, and the examples that have been chosen cover only a small fraction of the possible calculations that are possible with the simulator.
The evaluation of the suitability of the flotation model in an industrial environment is usually done by the sampling of several streams in the plant, and by the comparison of assays and mass flowrates with those predicted by the model. The full details of this investigation, including the estimation of the kinetic constants, are given elsewhere .
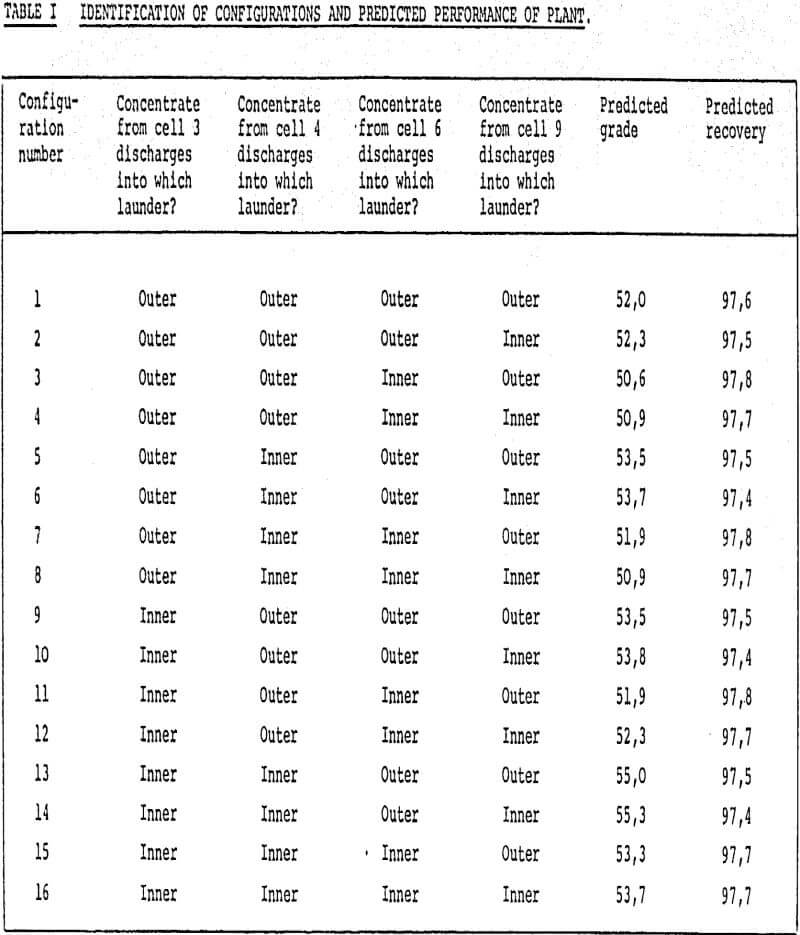
Various possibilities are implemented on the plant by appropriate insertion of aprons over the inner concentrate launder. Once the ore had been adequately characterized and the model verified, the simulator was used to seek out the most promising configurations and those worthy of further plant tests.
Many other illustrations of simulations that are useful in an assessment of plant performance could be given. Some of those that have been investigated include the effect of recirculating load, the effect of feed-pulp density, the effect of water addition in the recleaner feed, and the effect of cell size. The effect of variations in feed rate is one of the most important facing the plant manager, and the simulator can yield valuable information on plant performance in the face of increased production demands.