Table of Contents
The components of belt conveyor shifting force are a vertical force, Pv, horizontal force, Ph, and longitudinal force, Pl. A method for estimation of these forces is proposed, which relates their value to the properties of the conveyor structure and rails, shifting operation parameters, and other site-specific conditions.
Belt Conveyor Shifting
In surface mining operations which use belt conveyors for face or dump transport, periodic repositioning of the conveyor is required to follow the advance of mining equipment. While different methods may be used to accomplish this task, the two most common are lateral conveyor shifting, or its disassembly and assembly in a new position. The first method, cheapest and fastest of the two, is normally used in mines using bucket wheel or bucket chain excavators (BWE or BChE). The following discussion is concerned with the shifting method only.
To prepare a conveyor for lateral shifting, belt tension is relieved and the belt is fastened to the sections, head and tail stations are disconnected, and loading hoppers, trippers and other mounted equipment are removed from the conveyor. Shifting is done by a tractor equipped with a side boom, from which a shifting head is suspended. The head rollers are clamped on the rail head, the conveyor is lifted and pulled somewhat to the side, and the tractor travels along the conveyor shifting it to a new, parallel position.
Shifting Conditions
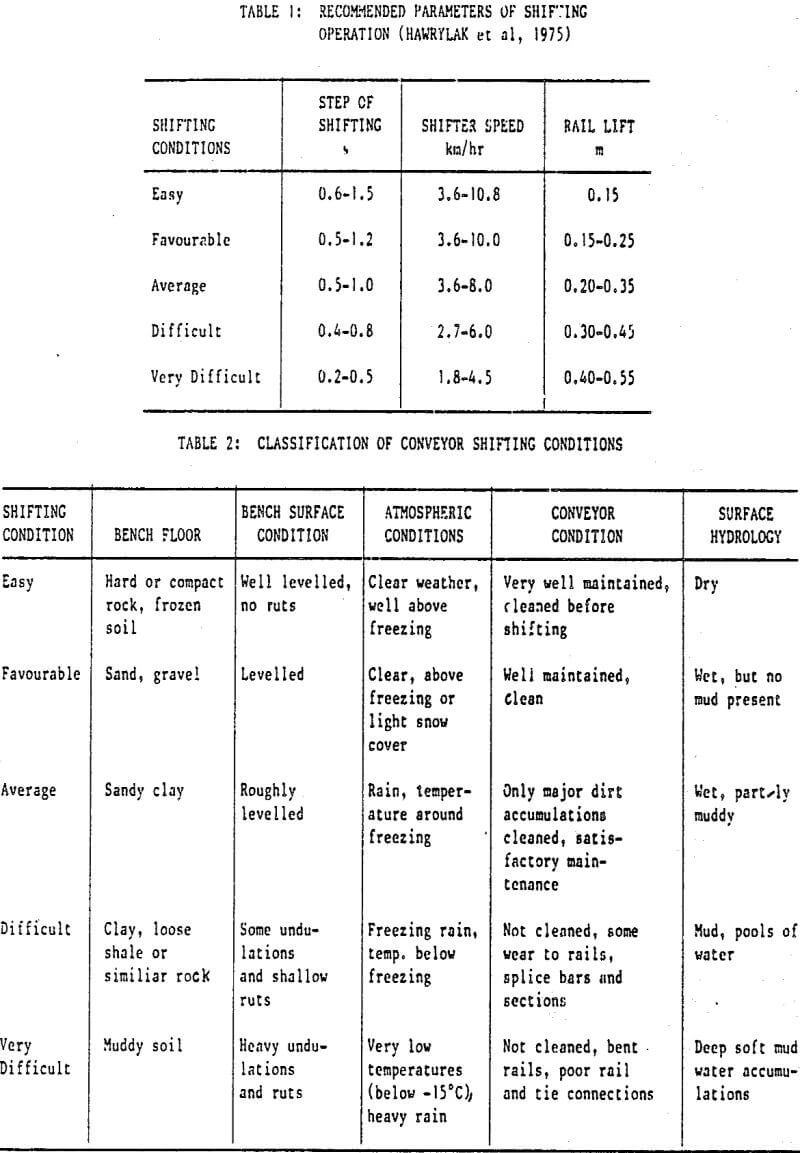
Conditions of the site at which the shifting operation takes place have major influence on both the efficiency of the operation, and on the selection of parameters of this operation. Of major importance are:
- Type of bench floor.
- Condition of the bench surface
- Atmospheric conditions
- Conveyor condition
- Bench surface hydrology
Shifting Force
The three components of the shifting force: rail lift (vertical force, Pv); horizontal force (normal to the conveyor line, Ph); and longitudinal force (parallel to the conveyor rail, Pl). As discussed above, the value of the three components depend on the shifting conditions, the parameters of the shifting operation, and the properties of the conveyor structure and rails.
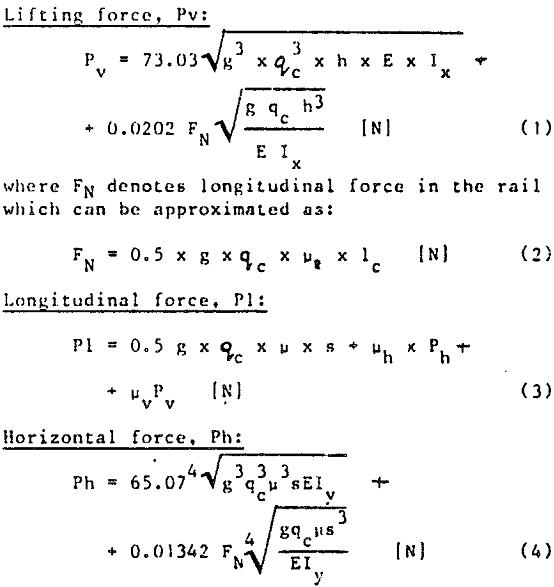
The following symbols are used in formulas (1) to (4):
E = rail modulus of elasticity, MPa
Ix = rail modulus of inertia about the horizontal axis passing through the centre of gravity, m4
Iy = same as Ix but about the vertical axis, m4
g = gravity, 9.81 m/s²
µ = coefficient of friction between the ties and the bench surface, equal to 1.0 for average conditions
µr = coefficient of friction in the rail-tie joint, equal to 1.0 for a typical T-bar joint
µh = coefficient of friction between the shifting head rollers and the rail head measured in a horizontal plane, equal to 0.08 for well maintained shifting heads
µv = as µh, above, but measured in a vertical plane, equal to 0.1 for well maintained shifting heads
qR = unit mass of rail (i.e. mass if lm of rial), kg/m
qc = unit mass of the conveyor, kg/m
s = shifting step, m
lc = conveyor length, m
h = conveyor lift during shifting, m
Shifting Force and Shifter Selection
For the purpose of shifter selection, two components of the shifting force must be known: the vertical force, Pv, and the resultant horizontal force, P. As explained above, in absence of measured values, the first may be predicted from a corresponding Eckardt formula. The resultant horizontal force can be defined as:
P = √(Ph)² + (Pl)²
Considering that Pl equals 0.5 Ph
P = 1.12 Ph
Shifter Selection
The basic piece of equipment used for shifting of a conveyor line is a shifter – most commonly a standard pipelayer, or a tractor modified by installation of a side boom assembly with a hoist. To make the shifting possible, traction force of the shifter must be larger than the required shifting force. The traction force depends upon the traction coefficient, and upon the shifter weight.
Other Conveyor Shifting Equipment
Apart from the shifter itself, other equipment is required to efficiently shift a conveyor. This includes both the specialized equipment and a general purpose equipment. Specialized equipment includes walking pads or crawling undercarriages for shifting of heavy head and tail stations, as well as transfer points. This equipment is described in several earlier papers, and its parameters and specifications are available from a number of manufacturers.
General purpose equipment is required for bench preparation, shifting of heavy conveyor components, and repairs to conveyor structure and rails during shifting. It includes bulldozers. cranes and welding trucks..
![]()