Table of Contents
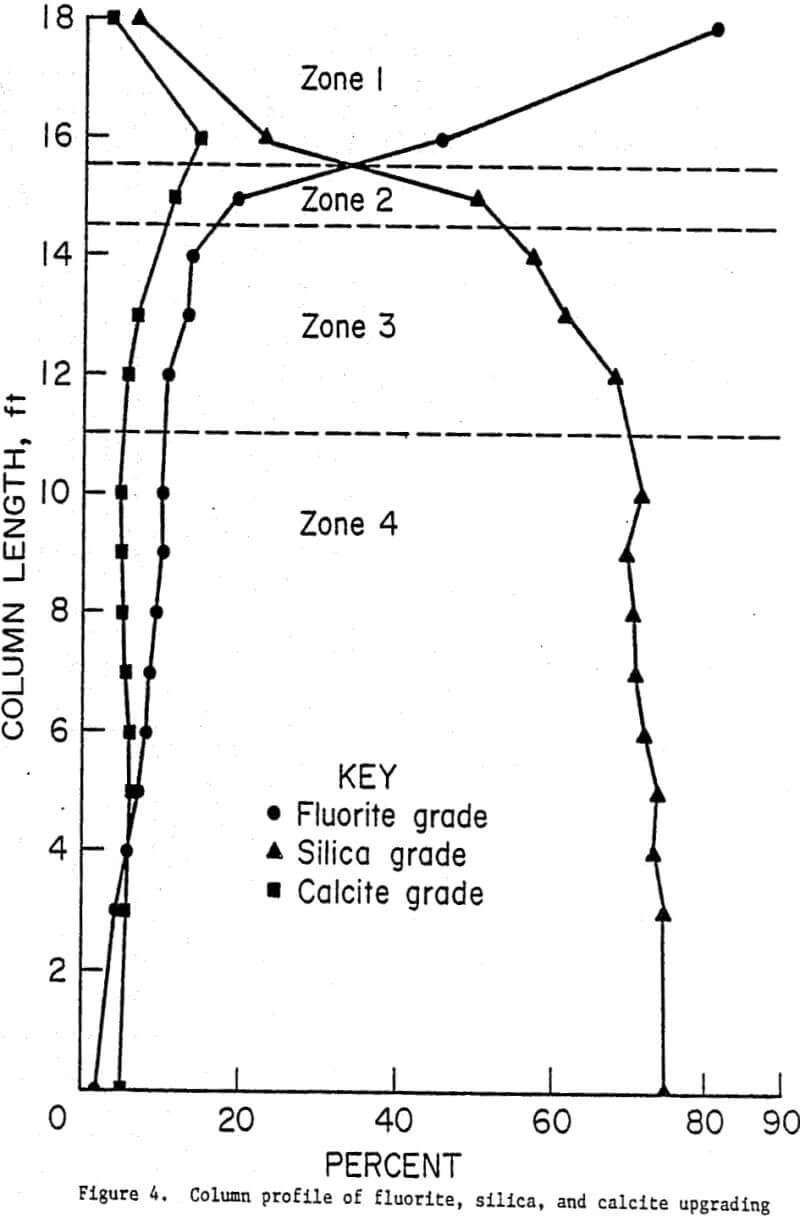
Investigation of coarse bubble column flotation resulted in identification of four distinct beneficiation zones of a flotation column. Comparison of average normalised percent mineral upgrading per foot values (zkn) indicated the relative degree to which these zones contribute to overall column mineral grades and recoveries. The pulp-froth interfacial zone produced the most critical Zkn values of fluorite upgrading and silica rejection.
Retention time in the column zones caused mineral grade and recovery variations as column parameters such as froth height, feed injection location, and column length were varied. The basis for column length design was determined to be particle retention time in the collection zone of the column.
Wash water additions enigmatically affected fluorite grades and recoveries. Optimum wash water addition rate was 6 pct of the volumetric feed slurry flow rate.
Axial mixing problems encountered when scaling from a small- to a large-diameter column were simulated by recirculating a portion of the tailings stream to a point just below the feed injection port at different rates. This effectively broadened the particle retention time distribution in the collection zone. Extra column length is needed to compensate for this problem.
Coarse bubble column flotation proved superior to conventional flotation; column flotation produced much higher grade concentrates for all particle size fractions, with recoveries averaging slightly lower than those of conventional flotation. Column fluorite recoveries were increased over conventional fluorite recoveries for all size fractions after fine tuning of column parameters and bubble size.
The discussion of operational parameters and mineral behavior within a column provides a missing link in improvement of existing column flotation methodologies.
Column flotation is rapidly gaining attention in the minerals industry as a potentially profitable beneficiation technique because it holds several distinct advantages over conventional flotation, as follows:
- More quiescent separation conditions due to the lack of turbulence caused by mechanical impellers,
- Increased energy efficiency,
- Decreased floor space requirement,
- Natural adaptability to computer control, making tight process control possible because control is based on flows into and out of the column,
- Capability to produce high-grade concentrates by employing—
wash water additions to the froth,
increased froth depth,
countercurrent flow of bubbles and pulp.
The effects of basic parameters such as column length, froth depth, feed injection location, wash water addition rate, and flotation behavior within the column have not been extensively investigated or documented. This report focuses or the key operating parameters affecting column flotation of fluorite and explores the beneficiation behavior of the column to identify apparent trends and correlations.
Effect of Column Length
Since the inception of flotation columns in the early 1960’s, the question of column length has been a consistent concern to commercial mineral processing plants anticipating installation and operation of flotation columns. The proposed theory is based on particle retention time. Column flotation is free from violent agitation and relies not only on feed slurry flow rate but also on particle free-settling rates, which are a function of the specific gravity of the ore being processed. Sufficient column length is necessary to equate particle settling time with nominal retention time.
The collection zone has its upper boundary at the feed injection port and extends downward to the base of the column. This zone must have sufficient length to provide adequate retention time for the settling particles to attach to the rising bubbles. This is the basis of column design. Additional column length is included as prescribed by particular mineral system needs when considering the upper three column zones. Host work backing this theory has teen performed on copper-molybdenum separations.
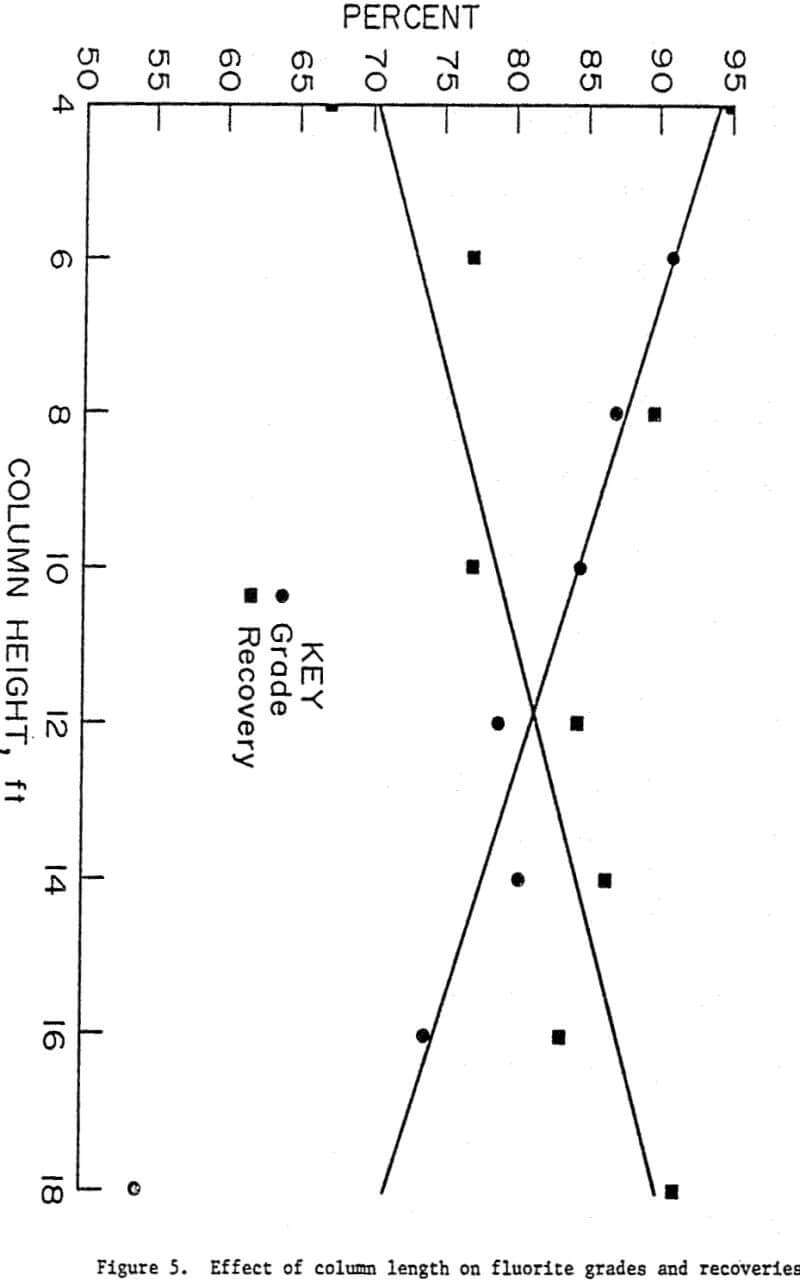
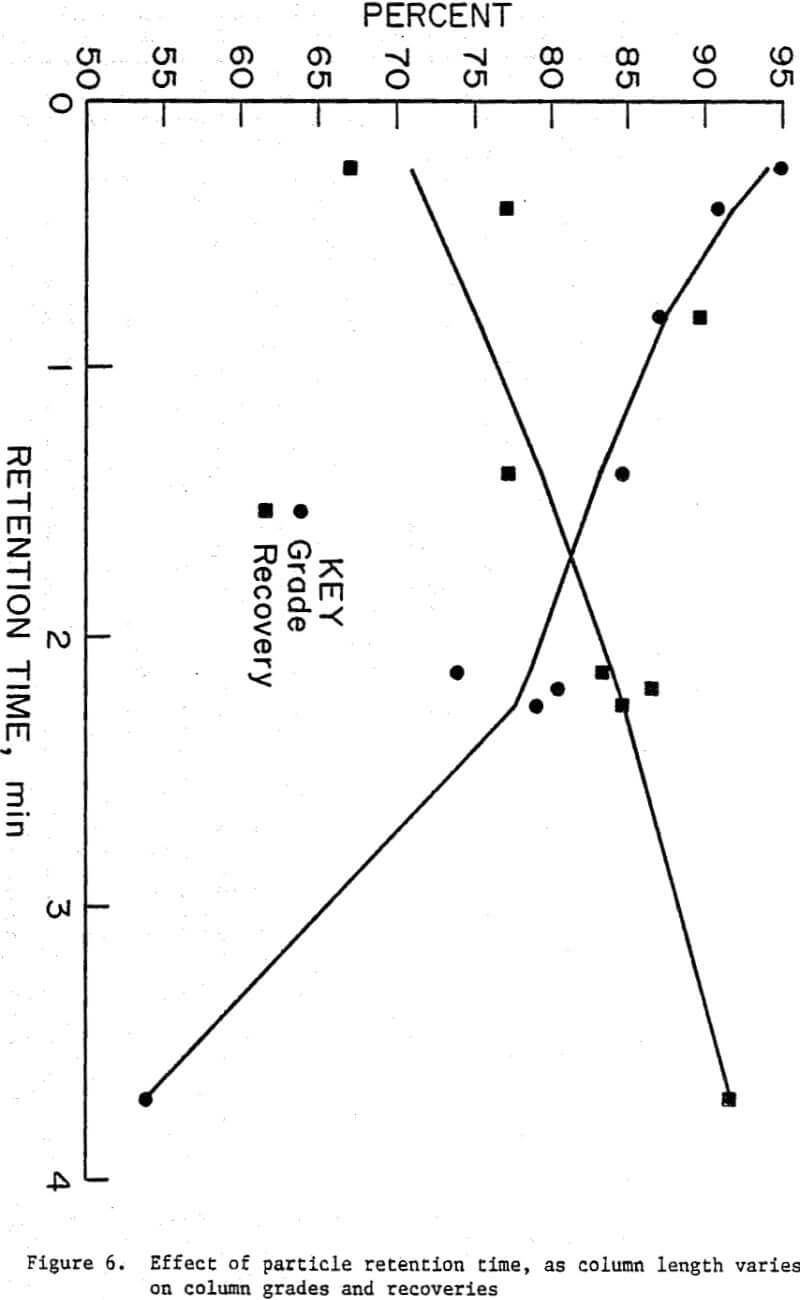
A test series was conducted to determine the effect of column length on fluorite grade and recovery by shortening the sectional column in 0.6-m (2-ft) increments from 5.5 to 1.2 m (18 to 4 ft) while maintaining the same ratio of cleaning zone to collection zone as nearly as possible within the physical limitations of the system. As the column flotation cell was shortened, recoveries decreased consistently (Fig. 5). This reduction in recovery substantiates the theory that column length is based on particle retention time. For our purposes, retention time was calculated as plug flow retention time based on collection zone volume and tailings flow rate. Recovery decreased because particle retention time was not sufficient as the collection zone was shortened by decreasing the column length (Fig. 6).
Fluorite grades increased with decreasing column length because only the particles with sufficient hydrophobicity and retention time to achieve bubble attachment reported to the concentrate stream. As the column was shortened the particle retention time decreased, causing smaller fractions of the more liberated fluorite to be collected while also reducing the amount of gangue that was either entrained or collected to the froth (Fig. 5 and 6).
Column length should be chosen to allow sufficient retention time in the collection zone for particle-bubble attachment with additional column length provided for the upper three zones. However, it should be noted that retention time required in a flotation column is usually much less than that required in a conventional flotation cell as evidenced by results achieved by a number of investigators including Foot (1985), McKay (1985), and Wheeler (1985). At present, no methodology exists for scaling up from conventional flotation data to commercial flotation columns. Laboratory column testing is an essential step in column scaleup. Dobby (1985) has developed a most extensive procedure for column scaleup based on laboratory column testing.
Effect of Feed Injection Point
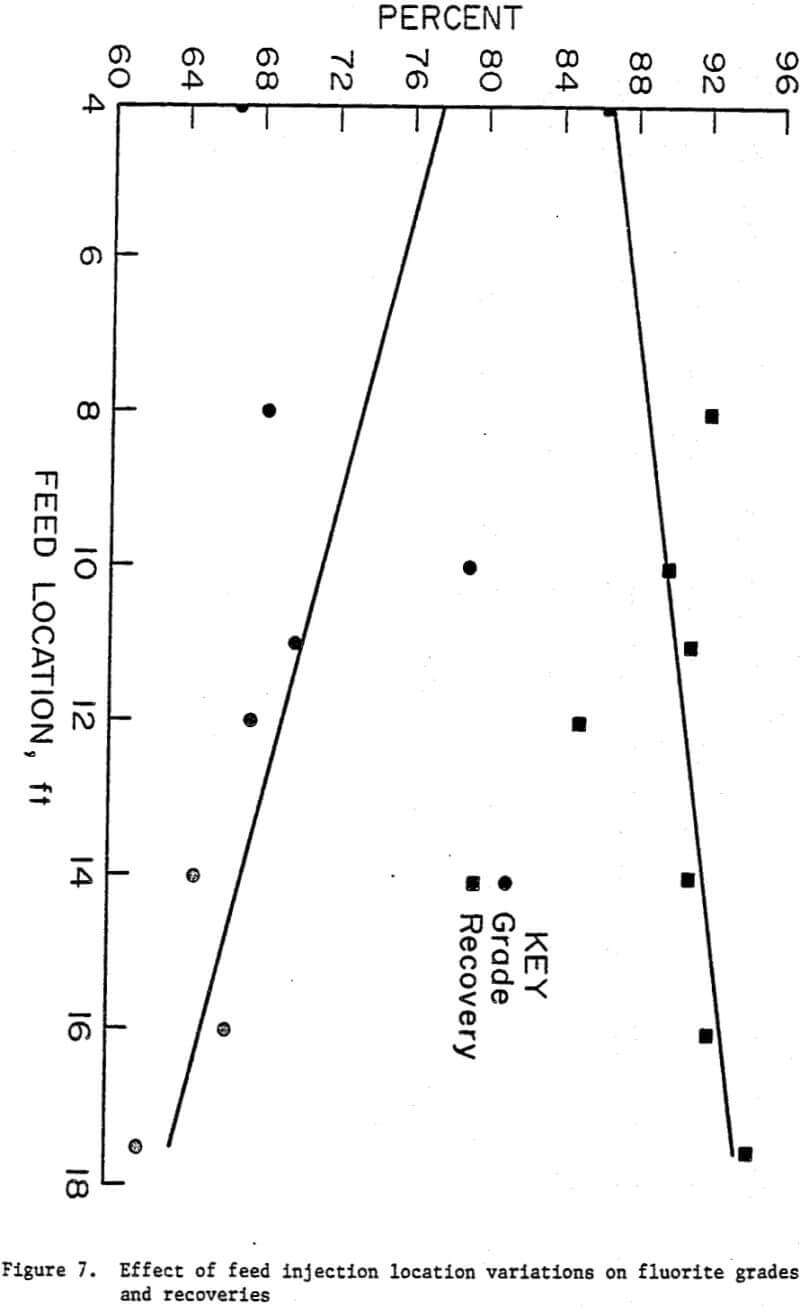
Experimentation was performed to determine the effect of the vertical location of the feed slurry injection port on fluorite grades and recoveries. Feed injection location was varied from 5.3 to 1.2 m (17.5. to 1 ft) from the base of the column flotation cell.
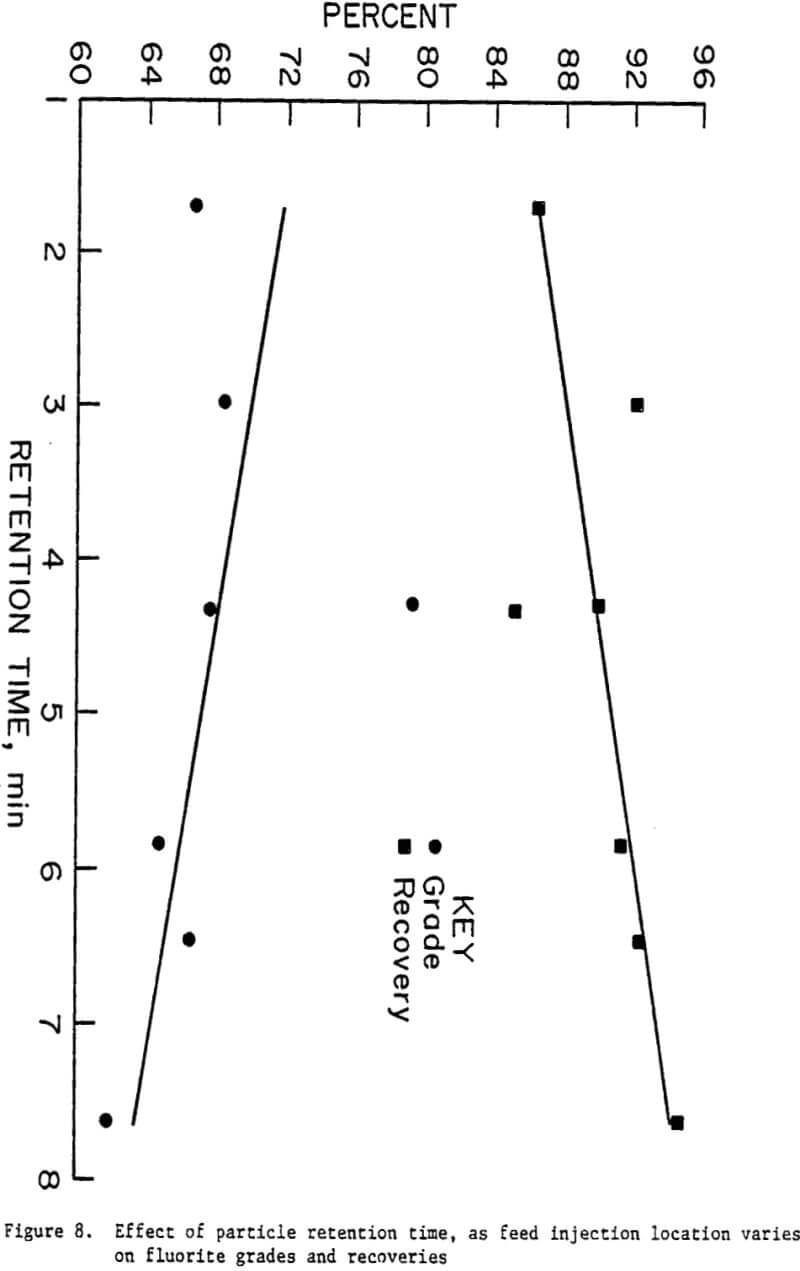
Fluorite recovery gradually decreased as the feed injection port was moved closer to the base of the column (Fig. 7). In essence, feed injection location is directly linked to retention time in the collection zone. As the feed injection location was moved toward the base of the column, the length of the collection zone decreased, reducing the particle retention time and resulting in decreased fluorite recoveries (Fig. 8).
Fluorite concentrate grades increased as feed location was moved to lower points on the column. Lowering the vertical position of the feed slurry injection port is equivalent to shortening the length of the column. This accounts for the similar response of fluorite grades and recoveries to variations in either column length or feed slurry injection location.
Feed injection location is chosen at the closest vertical position to the base of the column that provides sufficient column length necessary for adequate particle retention time to achieve bubble-particle attachment.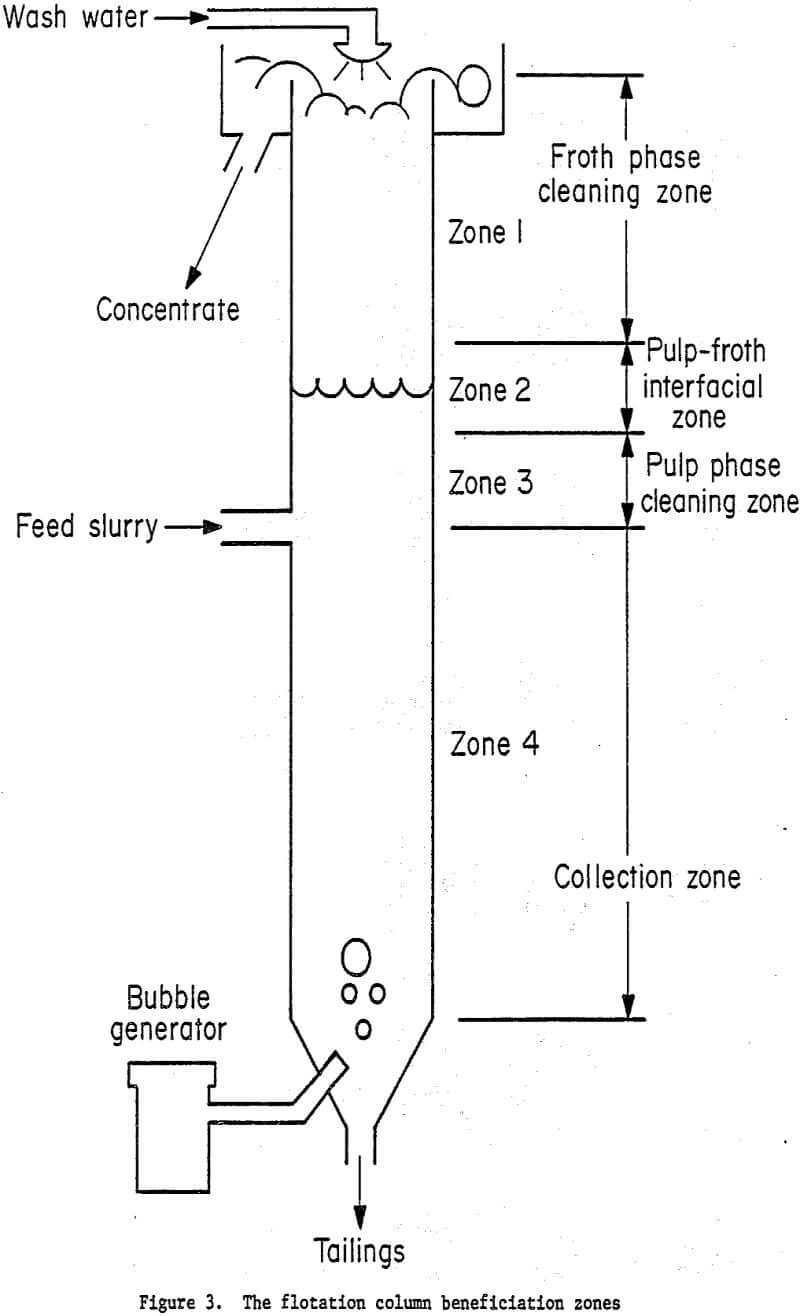
Effect of Froth Depth
Unlike conventional flotation cells with limited froth depth control, column froth depths may be varied from a few inches to several feet. This provides an additional operating variable which may be used to control the flotation separation process. It was hypothesized that froth depth variations may affect product grade and possibly mineral recovery. Therefore, a series of tests was conducted to determine the effect of froth depth on fluorite grade and recovery. Variations in froth depth ranged from 0.2 to 3.2 m (0.5 to 10.5 ft).
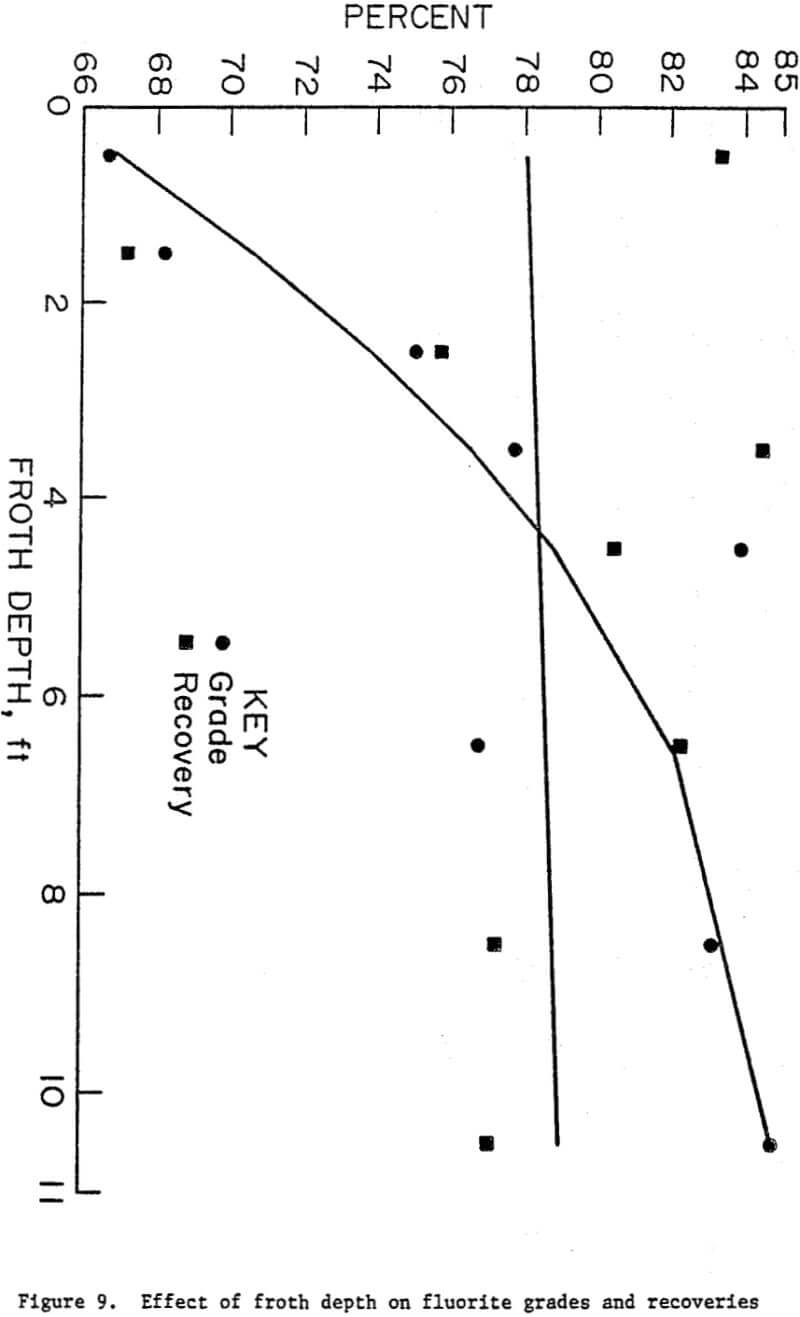
Froth depth had a discernible effect on fluorite concentrate grades; as froth depth increased, fluorite grades increased (Fig. 9). Fluorite upgrading occurred in the froth phase cleaning and pulp-froth interfacial zones. The results of this investigation indicate that the froth phase is much more efficient than the pulp phase for mineral upgrading, and this improved separation efficiency becomes increasingly Important as the difference in hydrophobicity between the minerals to be separated decreases.
Fluorite recovery data were scattered. No trend was found to adequately describe the recovery data, and a best fit least squares linear regression equation shown in Fig. 9 (poor fit) through the data points had a flat slope. Although the source for these fluctuations was not found, it was apparent that they are not directly connected to changes in froth depth. It was concluded that froth depth had no primary correlation with fluorite recoveries.
Since increased froth depth enhanced fluorite grades without hindering recoveries, froth depth should be maintained at as great a depth as possible while still maintaining sufficient column length for the collection zone to provide the proper particle retention time to maintain mineral recoveries.
Effect of Wash Water Addition Rate
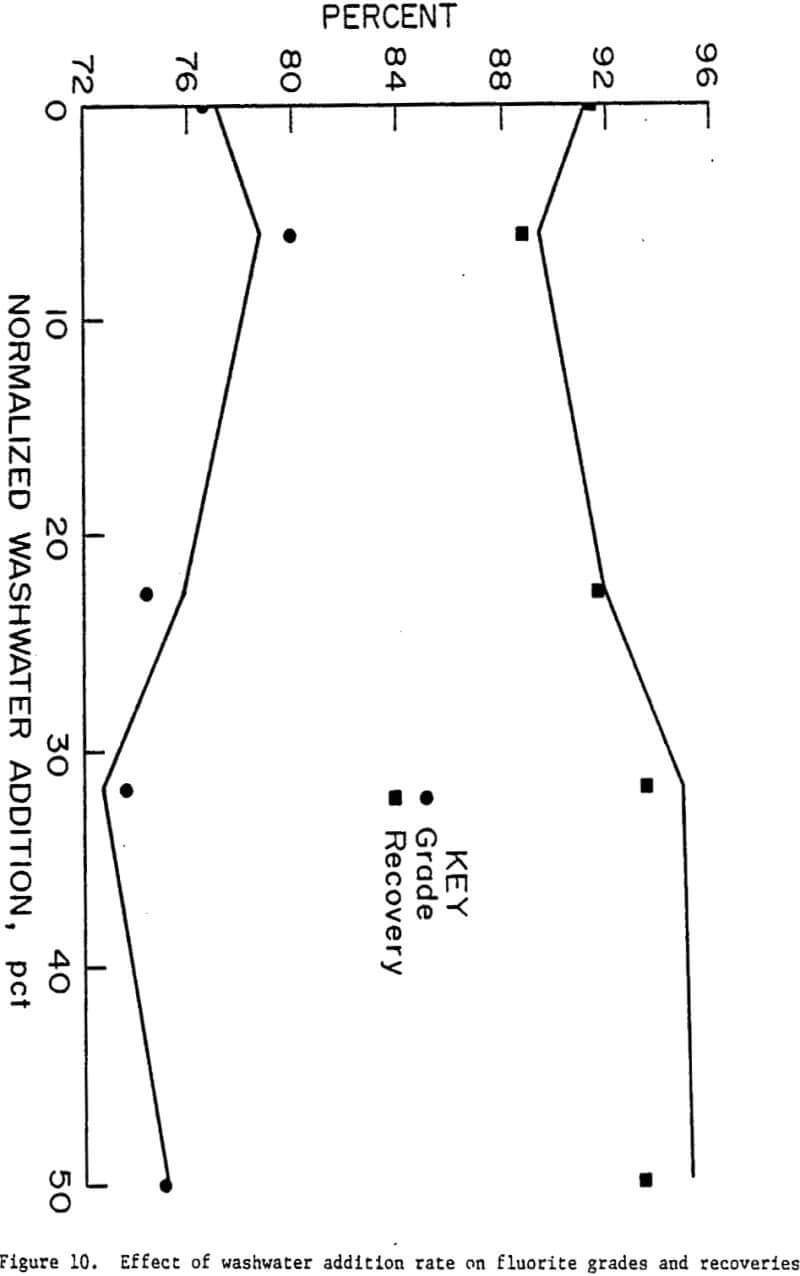
The principal reason wash water additions have been employed in column flotation systems is to increase the grade of the recovered concentrate by displacing entrained hydrophilic (gangue) particles that have reported to the froth phase. Typically, wash water addition rates from 1 to 15 pct of the volumetric feed slurry flow rate have been utilized in industry. A series of tests was performed to determine the effect of changes in wash water addition rates on fluorite rougher column flotation grades and recoveries. Wash water was introduced at addition rates from 0 to 1200 mL/min through a spray nozzle located 1 in above the top of the column. The teat points were normalized as to the volumetric feed slurry flow rates to the column, producing values ranging from 0 to 50 pct, respectively.
Wash water additions affected fluorite grades and recoveries during coarse bubble column flotation in a complex manner (Fig. 10). Increasing wash water addition from 0 to about 6 pct of the volumetric feed slurry flow rate increased column flotation fluorite grades but decreased fluorite recoveries. Increasing wash water addition from 6 to approximately 35 pct improved fluorite recovery but decreased fluorite grade. Above 35 pct wash water addition, fluorite grade again increased; however, recovery remained approximately the same. The complex effect of wash water additions on fluorite grades and recoveries may be attributed to the twofold function of column wash water; i.e., for removing gangue material reporting to the froth and fluidlzing the froth bed to prevent mineral overloading. As detailed in Fig. 10, the optimum wash water addition rate was recorded at 6 pct of the volumetric feed slurry flow rate. Wash water flow rates in excess of 35 pct of the volumetric feed slurry flow rate produced grades and recoveries that approached those at 6 pct; however, these additions increased water consumption, system dilution, and downstream materials handling problems.
Effect of Tailings Recirculation
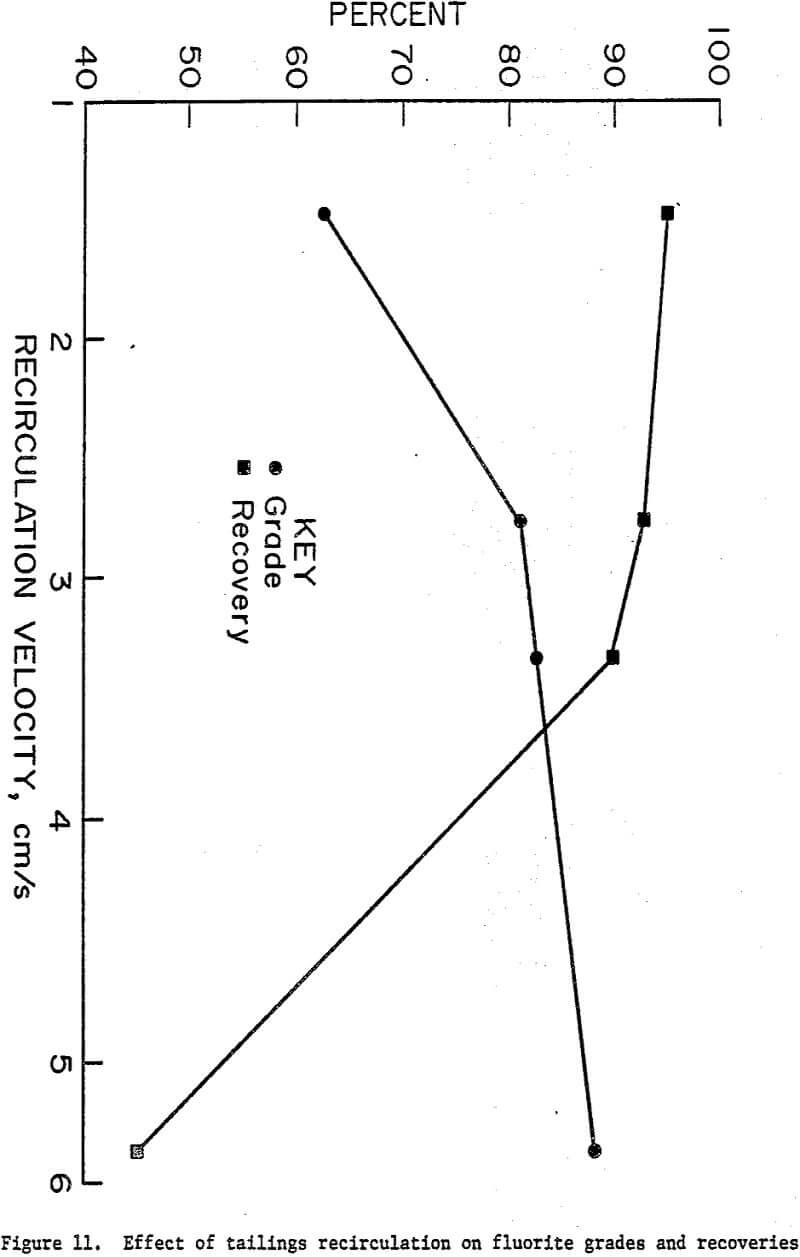
The most hazardous problem in scaling from a small-diameter test column to a large-diameter industrial column, identified by Dobby (1981), is short circuiting of feed material caused by the change from plug flow to axial mixing conditions. Axial mixing broadens the particle retention time distribution, which results in mineral short circuiting and reduces recovery. This problem requires compensation by lengthening the collection zone in large-diameter columns. Mixing conditions were simulated in the 6.4-cm (2.5-in) diam test column by recirculating a portion of the tailings stream at various rates to a point just below the feed injection port. Tailings recirculation rates were varied from 0 to 7400 mL/min. These flow rates were converted to superficial velocities ranging from 1.47 cm/s with no recirculation to 5.37 cm/s at 7400 mL/min.
The degree of axial mixing was dependent on the rate of recirculation. Short circuiting of some of the feed slurry occurred as the degree of axial mixing increased because of the increased tailings recirculation rate. This resulted in decreased fluorite recoveries (Fig. 11).
Fluorite concentrate grades were enhanced by the presence of axial mixing. The increase of fluorite concentrate grade is characteristic of the shortened particle retention time caused by short circuiting of the feed slurry, which permitted only the fluorite particles with sufficient time and energy to attach to the rising bubbles and be concentrated. This phenomenon was also observed as the collection zone was shortened, as mentioned previously, and experimentally substantiates the theory of Dobby and Finch that the collection zone must be lengthened to provide sufficient particle retention time under increased axial mixing conditions.
Effect of Particle Size Fractions
Conventional rougher flotation was compared with coarse bubble rougher column flotation for separation efficiency of various particle size fractions of the Fish Creek fluorite ore. A single continuous column and two batch conventional flotation tests were performed with the products sized using Tyler 48-, 65-, 80-, 100-, 150-, 200-, 270-, 325-, and 400- mesh screens.
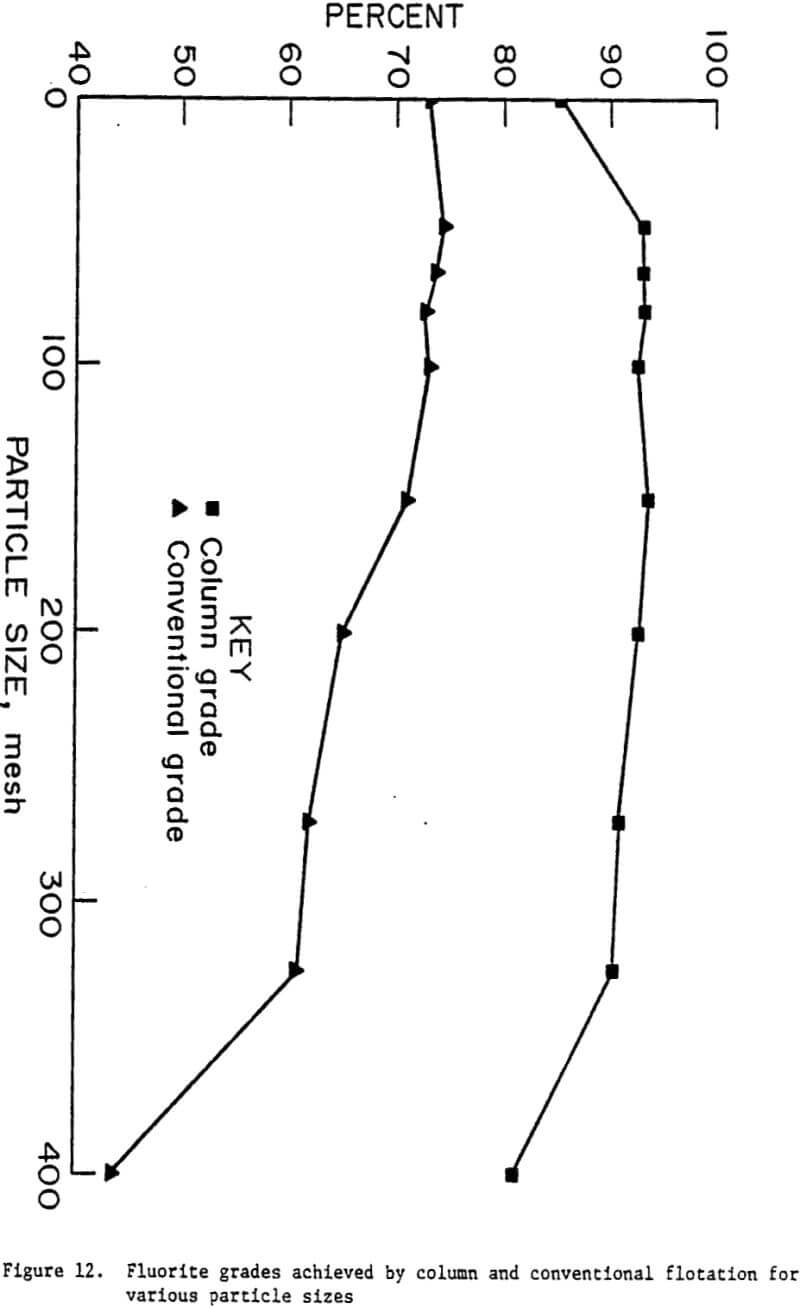
Column rougher flotation produced substantially higher grade concentrates than did conventional rougher flotation (Fig. 12). Column flotation fluorite grades were greater than conventional flotation grades for all size fractions. On the average, column fluorite concentrate grades were 34 pct higher than conventional fluorite concentrate grades.
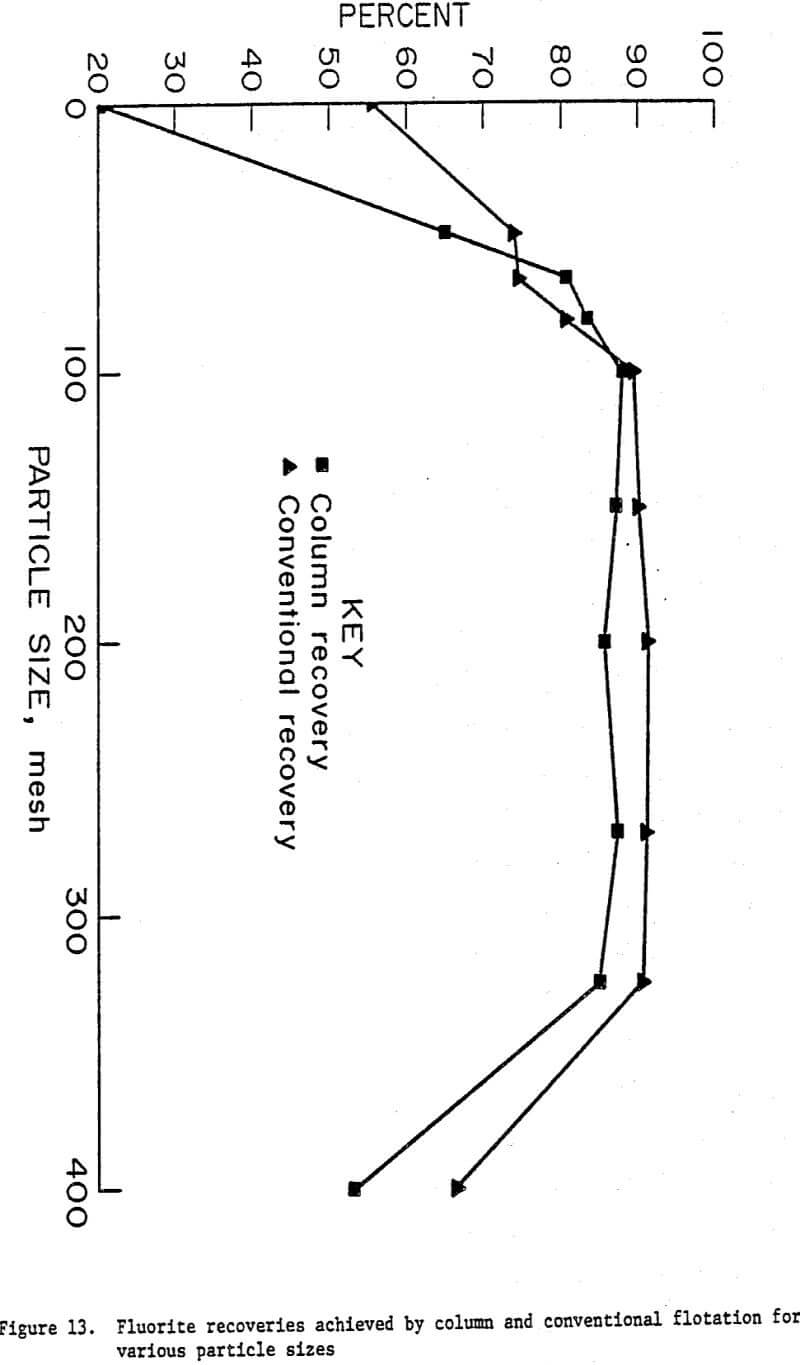
Conventional flotation recoveries averaged 8 pct greater than those achieved using coarse bubble column flotation, but column flotation produced slightly higher recoveries for the minus 65-, plus 150-mesh material,. Recovery of the plus 48-mesh fluorite was drastically lower for column flotation than for conventional flotation, while that for the minus 150-mesh fluorite was only slightly lower (Fig. 13). According to Peterson (1986), fine tuning of column parameters and bubble size of a continuous column flotation unit showed increased column recoveries over conventional recoveries for all size fractions.