
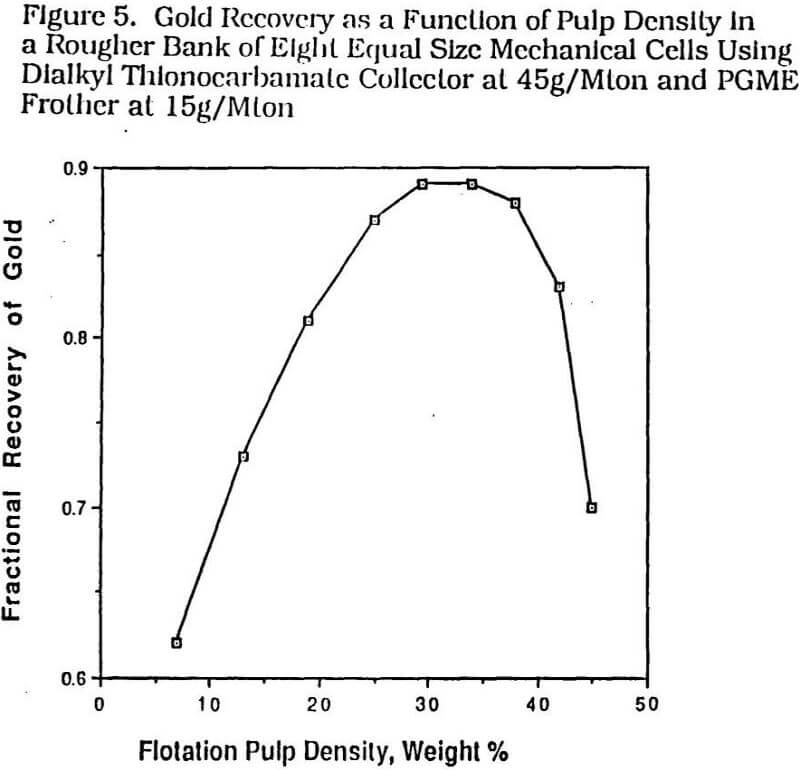
There are a host of other factors that could be discussed relative to their impact on the effectiveness of free gold flotation. One of the most consistent trends experienced over the years in gold flotation has been the need for carrying out flotations on ground ore pulps having relatively high percent solids loadings by weight. The data of Figure 5 from South Africa illustrates this point quite well. The ore being treated has both free gold and gold associated with pyrite. Quite simply stated, if the pulp density is not maintained at 30% or higher by weight, it is very difficult to keep the coarser free gold into the froth phase.
Copper sulfate is often used as an activator for promoting free gold flotation. Often in plants using CuSO4, it has been this author’s experience that this activation has not been possible to verify quantitatively. Because of the difficulty of sometimes maintaining an effective froth phase, the frother dosage can be too high and the copper sulfate appears to be more of a froth modifier than a true activator.
Generally, the presence of lime can be shown to be negative on the recovery of free gold. This is part of the trap that a plant operator can fall into using water soluble charged collectors to float native gold. Lime is often necessary to maintain selectivity with such collectors but then high collector dosages are required to maintain recovery and overcome any Ca++ effect, and so on.
Temperature also can be an important variable and clearly cold pulp temperatures below 25 degrees C can have a negative impact on flotation kinetics due to the changing viscosity effects of temperature on mineral pulps. Thus in some plants in the cooler months of the year, some type of heat exchange system has been installed so as to maintain flotation kinetics by preheating process water so that the resulting flotation feed pulps are roughly at room temperature. On the other hand, temperatures above 50 degrees C can also be negative on flotation presumably due to desorption of collector species from the mineral surface or some other surface related phenomena.
The recovery of free gold and/or gold associated with other sulfide minerals is inherently a slow process relative to other types of sulfide mineral flotation. Thus avoiding any operating condition that inadvertently slows down the rate of flotation, including reagent overdosing, should be avoided if at all possible. In gold flotation, probably the best flotation equipment design approach is to put in as much equipment volume and residence time as is economically warranted by the ore value itself. Having lots of rougher and scavenger capacity has saved more than one gold operation in an economic sense.
Naturally floating minerals are also not very sensitive to water chemistry factors including hardness and high ionic strength. Therefore flotation circuits for processing primarily naturally floating minerals can operate effectively on some fairly marginal processing water including sea water. The ability to use seawater can have an enormous impact of flotation economics with little, if any, deterioration of recoveries and grades.