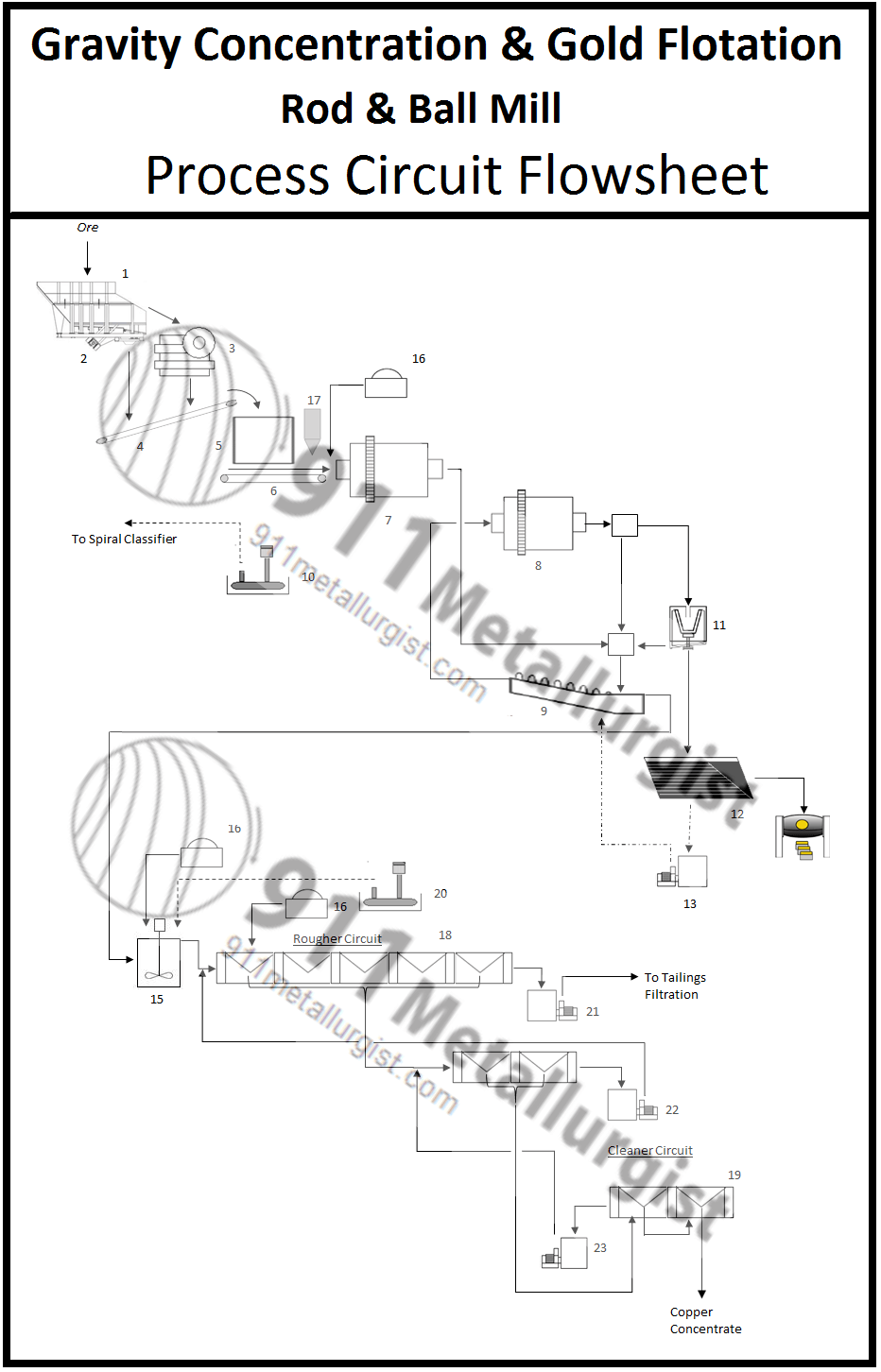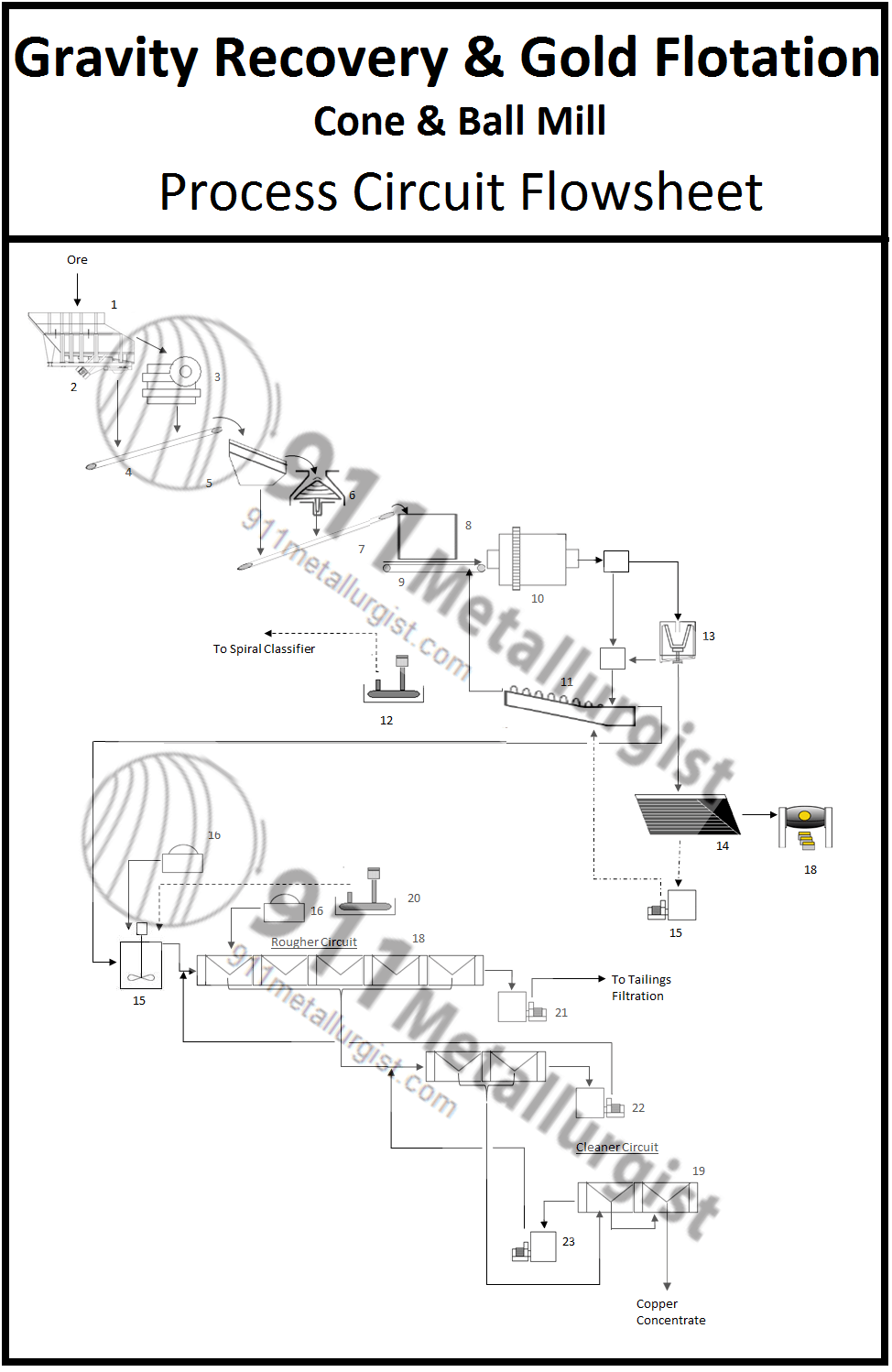
This complete process plant is for recovering gold by gravity concentration and froth flotation. This commonly applies, but is not limited to, ore deposits containing GRG gold and sulphide minerals rich in gold (such as: Pyrite, Copper). This process will also recover silver associated with sulphide minerals.
This simple metallurgical concentrator includes single stage crushing, conveying, primary grinding, spiral classification, gravity concentration, slurry pumping, rougher flotation and 3 stages of concentrate dilution cleaning. A regrind circuit can be added upon request.
With this simple flowsheet, you will not be able to separate one metal from another. If you have a polymetallic mineral deposit, you need more complete and sophisticated circuit.