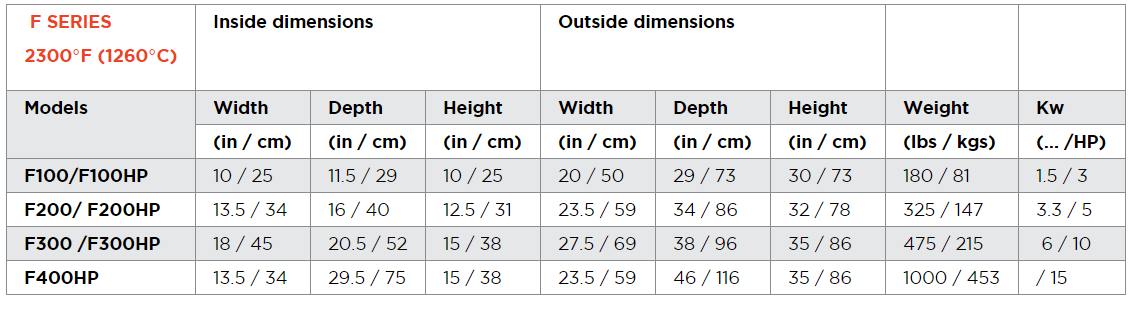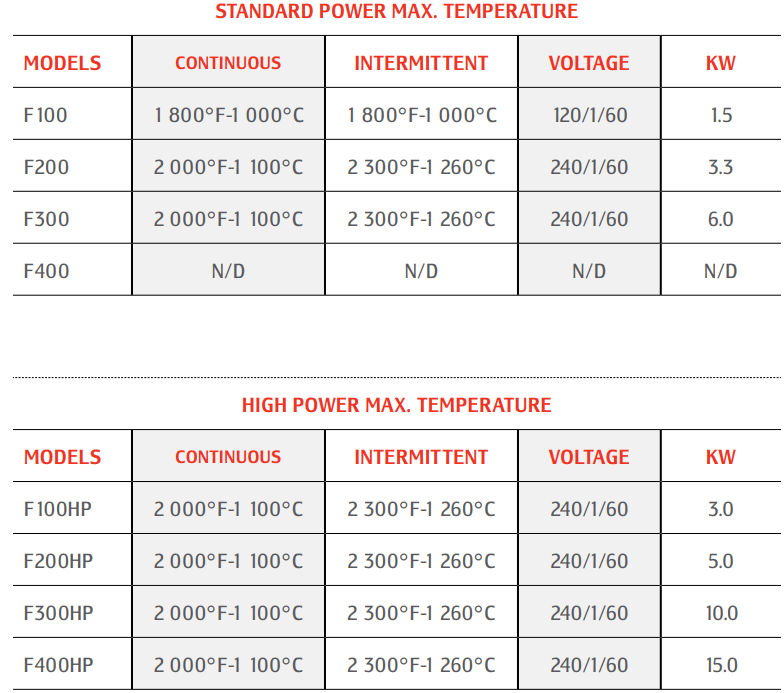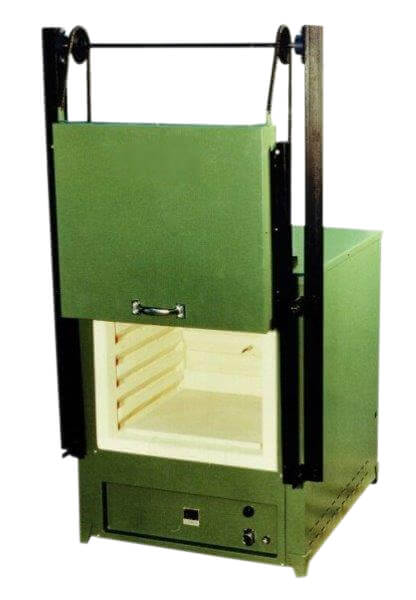

Whether you need your floor mounted (stand alone) or Benchtop Laboratory Muffle Furnace for Heat Treatment & Pyrolysis, the table top “F” series are small furnaces for heat treating, laboratory and jewellery applications at maximum temperature of 2,300°F. These furnaces offer a rugged industrial construction with a top quality coating.

Characteristics
- Sturdy Construction
- Small Compact Design to Fit in Labs and Smaller Shops
- Reliable
- Easy to maintain and service
- Incomparable service
Applications
- General Heat Treatment
- Research & Laboratory Work
- Pyrolysis Process
- Investment Casting
- Jewellery
High Performance
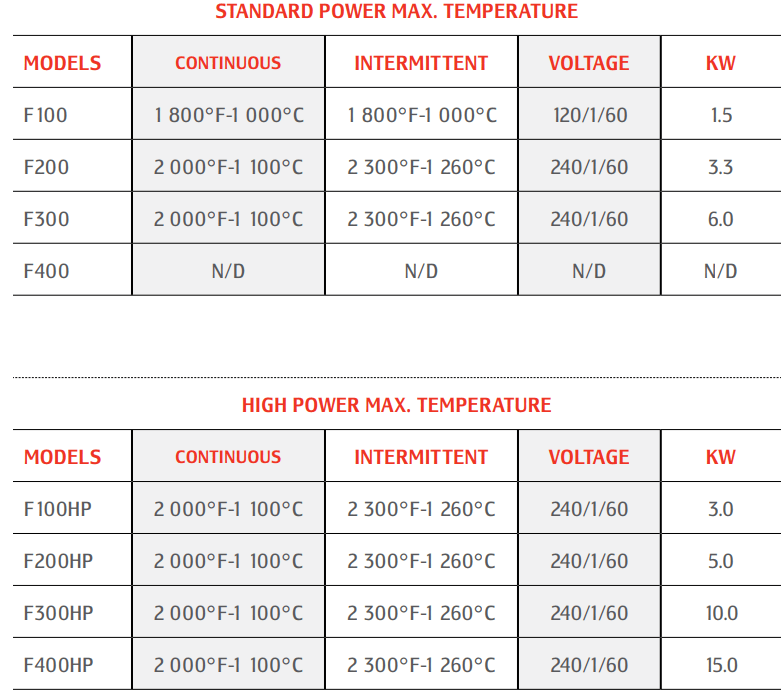
Our benchtop muffle furnaces integrate quality components and superior workmanship, for maximum performance in a variety of industrial or laboratory applications, at temperatures as high as 2300°F (1260°C).
Our Heavy duty construction creates a rugged furnace design which incorporates quality hardware to a heavy gauge casing, for increased durability in all type of processes. These tabletop units are available in either a green enamel finish or oxidation resistant stainless steel.