Table of Contents
The passage of an ore pulp through the froth flotation process results in the production, after dewatering, of a finely divided concentrate. This intermediate product must be handled to the subsequent process facilities via belt or other types of conveyors, hoppers, bins, chutes and feeders, and the like. Flotation concentrate has some difficult handling properties such as abrasiveness sluggishness when moist, or fluidity when dry. These characteristics require the judicious selection or design of handling equipment and the careful engineering of transfer chutes.
Handling Characteristics
No discussion of the handling of the flotation concentrates of metallic ores can begin without a resume of the relevant physical properties of this class of bulk materials.
Depending on the flotation characteristics of the particular ore, the size of the concentrate particles can typically range from about -100 mesh to as fine as -500 mesh. The moisture content of concentrates can range from as high as 30% to as low as less than 0.1% depending on the dewatering method used and also process, and/or handling requirements.
This wide moisture range presents some hardling design problems which are quite unusual in their nature. Above 6% to 10% water content, depending on the concentrate type, the concentrates may be considered “wet”; below about 0.2%, the term “bone dry” applies.
The abrasiveness of most wet or dry concentrates is in the range of moderate to severe. Since abrasiveness is a function not only of hardness but also bulk density, particle shape, size, and composition, this quality can vary widely and cannot be safely assumed from the tabulated data found for other similar materials.
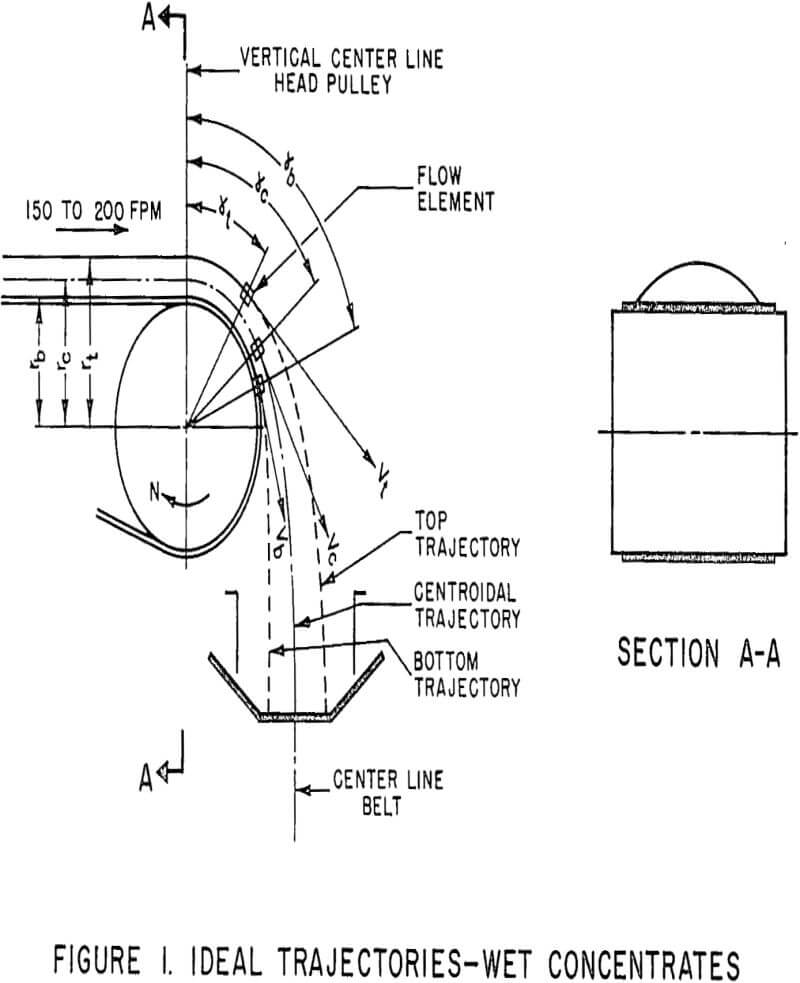
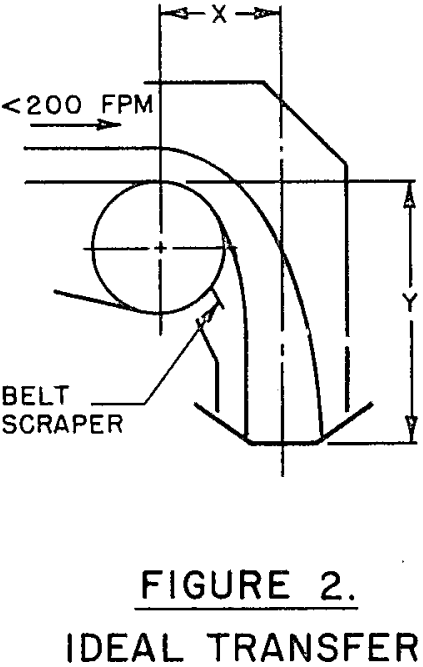
“Ideal” Belt Conveyor Chute Design – Wet Concentrate
When designing chutes for wet concentrate there is one cardinal rule which must not be violated. Do not under any circumstances attempt to place dead beds (rock or stone boxes) in the chutes in an attempt to prevent abrasive wear, to change flow direction, or to diminish free-fall impact. The concentrate in such dead beds will pack and build up until the chute is plugged.
To produce an “ideal” wet concentrate chute the speed cf the input belt is usually in the range of 150 to 200 FPM. In this speed range all of the trajectories approach closer to the vertical or, putting it another way, the angle γ is relatively large.
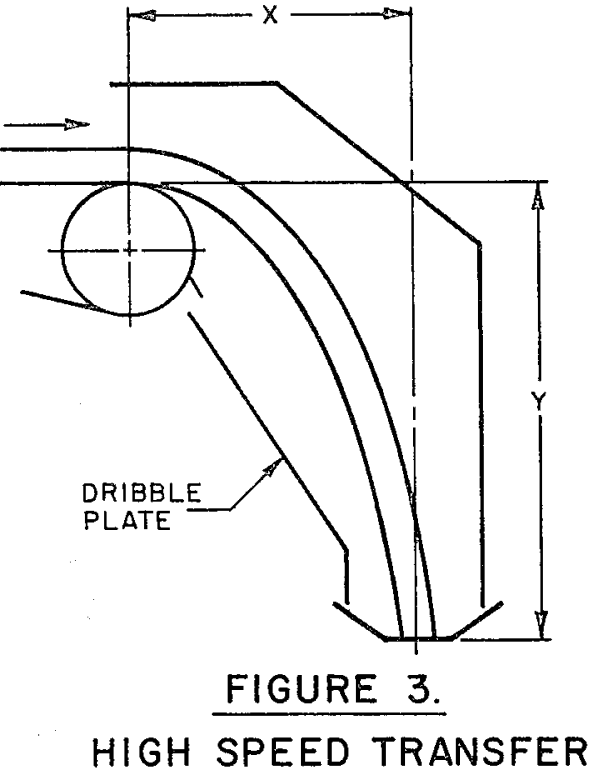
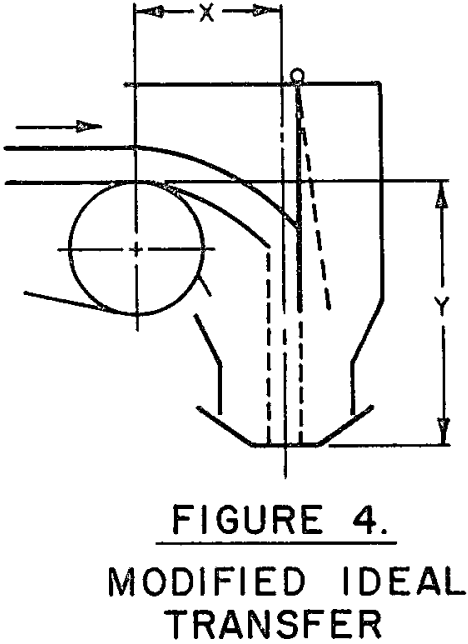
“Modified Ideal” Conveyor Chute Design – Wet Concentrate
One should be aware that the lower belt speeds required by the “ideal” chute are not obtained without a cost penalty. This penalty is discussed in detail later in this paper in the paragraph entitled “Belt Conveyor Design Economics,” Suffice it to say at this point that there is a cost penalty imposed on the conveyor by running at low belt speeds.
Occasionally, wet concentrates produce wear in chutes in spite of careful attempts to avoid sliding or impingement of material on chute plates. In such cases linings of ultra-high molecular weight polyethylene plastic sheets have been, beneficial. This material has good abrasion resistance to the fine particles combined with a low adhesion characteristic. Buildup of concentrate in the flow zone may be prevented or reduced if the plastic-lined chute slopes are 70° or more from the horizontal.
Belt Conveyor Chute Design – “Bone Dry” Concentrates
The design of transfer chutes for “bone dry” concentrates presents a much different problem. The tendency of some very fine dry materials to aerate and fluidize is well known. The effect that this tendency has on the design of belt conveyor transfers is much less widely known. For example, bone dry copper concentrate behaves very much like cement or hematite fines. When improperly loaded on a belt conveyor it acts like s true fluid. Friction between the concentrate particles and with the conveyor belt is virtually nil, making it difficult to accelerate the aerated concentrate in the direction of belt travel. This effect makes it a doubtful practice to attempt to load fluidizable copper concentrate onto a sloping belt conveyor. The fluidized concentrate particles may not deaerate sufficiently on an inclined loading section and may flow out of the chute and skirtboards like a true liquid, literally running off the conveyor belt.
Belt Conveyor Design Economics
As has been mentioned earlier, one of the basic techniques used when chuting moist concentrates from one belt to another is to run the feeding conveyor at a relatively low speed, i.e., not more than 200 FPM. It should be understood that such a low speed increases the cost of belt conveyors in certain ways.
The first, and most obvious, cost penalty is quite evident. Since the volumetric capacity of a given width belt conveyor when carrying a given material is directly proportional to its speed, running slower means of necessity wider and therefore more costly belts to handle a given capacity.
A second result of slowing down belt speed is, in general, an increase in the cost of the required speed-reducing, gearbox. This increase results from the need for a higher gear reduction ratio to produce the lowered drive pulley rotational speed.
Filling of Bins and Storage Files with Wet Concentrate
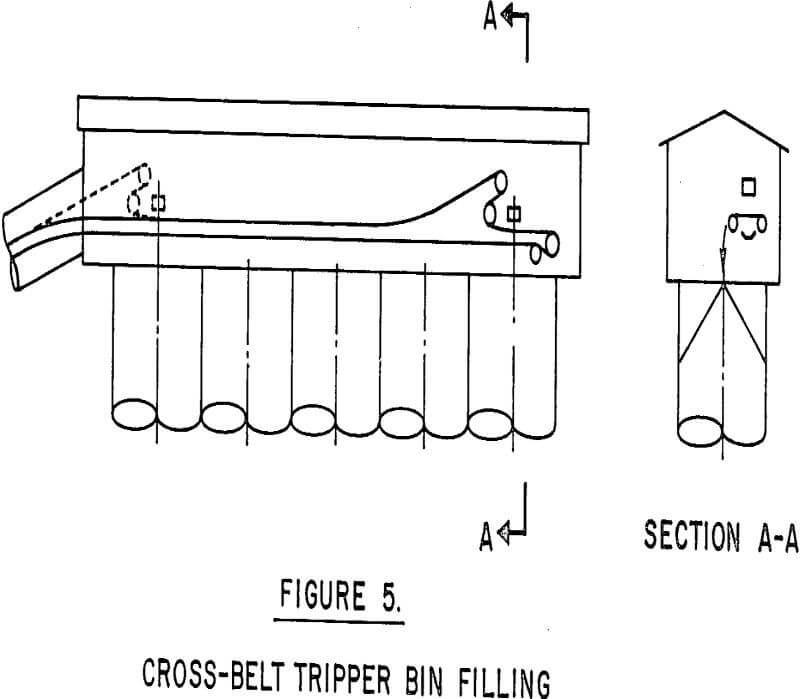
There are a number of proven options available when selecting the method for discharging wet concentrates from a belt conveyor to a storage facility. A single circular pile or bin can be filled simply by discharge directly over a belt conveyor head pulley. Elongated piles or rows of bins can be filled by use of special trippers, plows, or shuttle belt conveyors.
When using a tripper, a conventional sloping discharge chute no matter how steeply sloped, is to be avoided. The chute can be eliminated by substituting a short, sideways-projecting, conveyor belt. This belt is mounted on the tripper framework and receives the material (which is normally chuted sideways to the storage-facility) and conveys it laterally to a point where it can fell freely . This short belt is sometimes made- reversible to increase storage pile capacity by discharging on both sides of the tripper, but such relatively short reversing belts can be difficult to train.