A selective dolomite flotation process has recently been developed at the University of Florida whereby a two stage conditioning technique is utilized to remove MgO impurities. Previous investigations have mainly involved studies on synthetic apatite/dolomite mixtures in a microflotation (Hallimond) cell. The collectors employed were of laboratory reagent grade and flotation was carried out in a deionized water medium. In order to evaluate the suitability of this technique under industrial conditions of operation, further studies were conducted on the bench scale using naturally occurring high dolomitic phosphate samples, commercially available reagents and industrial quality water.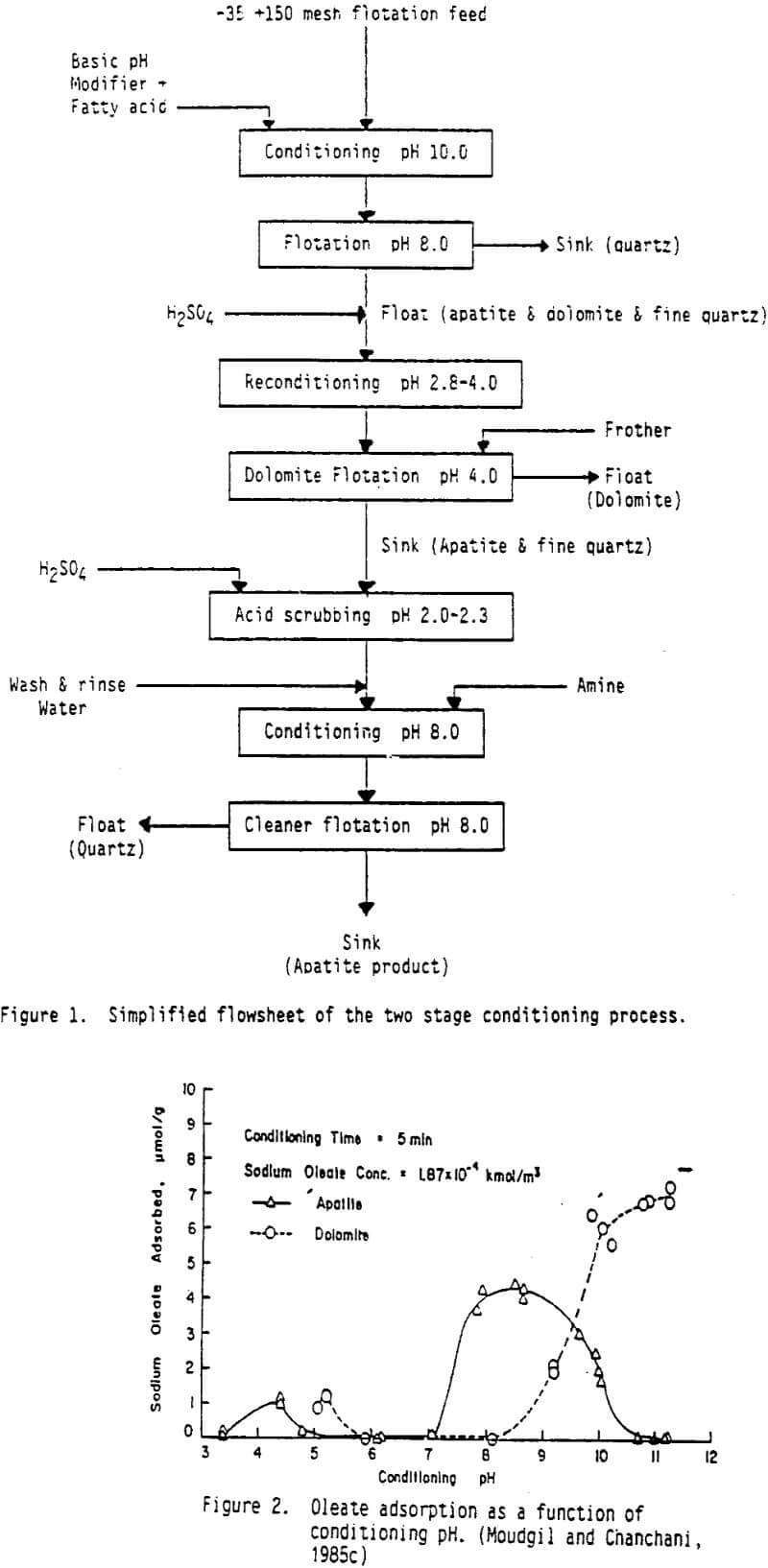
Reagents
Commercially available reagents were used during bench scale testing. Fatty acids and fuel oil were obtained from Westvaco Chemical Company and various phosphate mining companies. Cationic collectors (amines), used during silica flotation, were provided by Armak Chemical Company and AZS Chemicals, Inc.
- Reagent grade sodium lauryl sulfate (SDS) was used as a frothing agent during dolomite flotation.
- The acidic (H2SO4) and basic (KOH) pH modifiers were obtained from Fisher Scientific Chemical Company.
Flotation
Flotation tests were carried out in a Denver model D-12 1.25 liter laboratory flotation cell using between 100 and 600 grams of sample for each test, depending on the pulp density desired. In order to simulate industrial conditions, Gainesville tap water, which closely resembles mine waters in chemical composition, was chosen for testing.
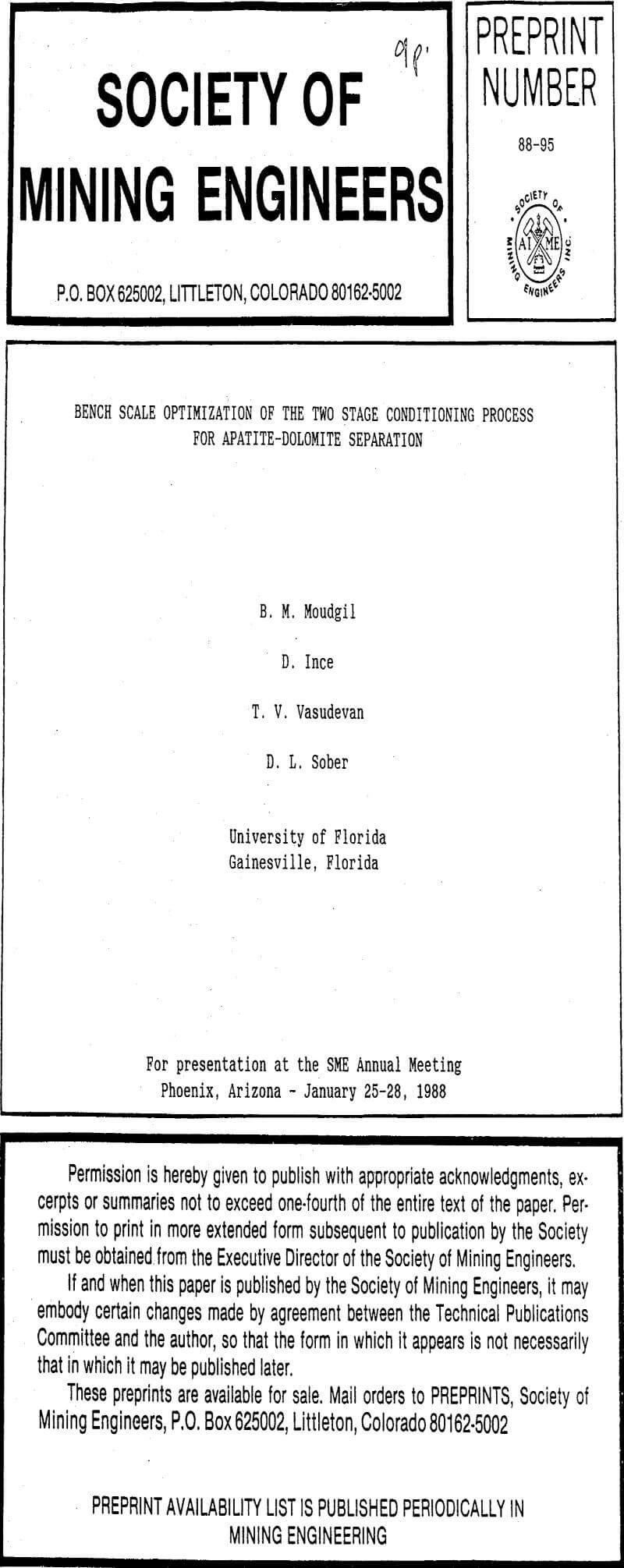
A schematic of the two stage conditioning flotation process is described in Figure 1. Flotation feed material was conditioned at pH 10.0 with fatty acid followed by flotation of apatite and dolomite at pH 8. The float fraction was then reconditioned at a pH less than 4.0 for a selected time interval. After the addition of make-up water, dolomite flotation was carried out at pH 4.0 or below. Frother addition was necessary during flotation at pH 4.0 or below due to the poor frothing characteristic of fatty acid collectors in the low pH range. Acid scrubbing, followed by a cleaner flotation with amine, was carried out for samples which had high insolubles content (>10%) after dolomite flotation.
Details of the physio-chemical mechanisms involved in selective dolomite flotation using the two stage conditioning process have been described elsewhere. An analysis of the adsorption curves of oleate on apatite and dolomite as a function of pH (Figure 2) reported in the earlier study provides key information regarding the mechanisms behind the two stage conditioning process. As can be seen, oleate adsorption on dolomite at pH 10 is higher than that on apatite. When the suspension pH is lowered from 10.0 to below 4.0 the amount of adsorbed oleate on both minerals remains unchanged. However, previous studies have shown that the nature of the adsorbed species changes from the more active oleate complex at pH 10.0 to the less effective oleic acid at pH 2. The difference in the flotation response between apatite and dolomite in the two stage conditioning process, as mentioned before, has been attributed to a combination of the larger quantity of oleate adsorbed on dolomite and to the lower effectiveness of the adsorbed species at low pH.
The two stage conditioning process was employed to reduce MgO grades to less than 1.0% while maintaining greater than 80% P2O5 recovery for three of four natural high dolomitic phosphate samples tested. The material which could not be beneficiated using this technique was subsequently found to contain only a negligible quantity of discrete dolomite grains; the major Mg-contributing material being a hard Mg-rich clay, palygorskite.
The economics of the two stage conditioning technique have proved favorable in bench scale studies. The reagent consumptions determined for the process are generally within the ranges quoted for the current flotation scheme employed in the phosphate industry.