Table of Contents
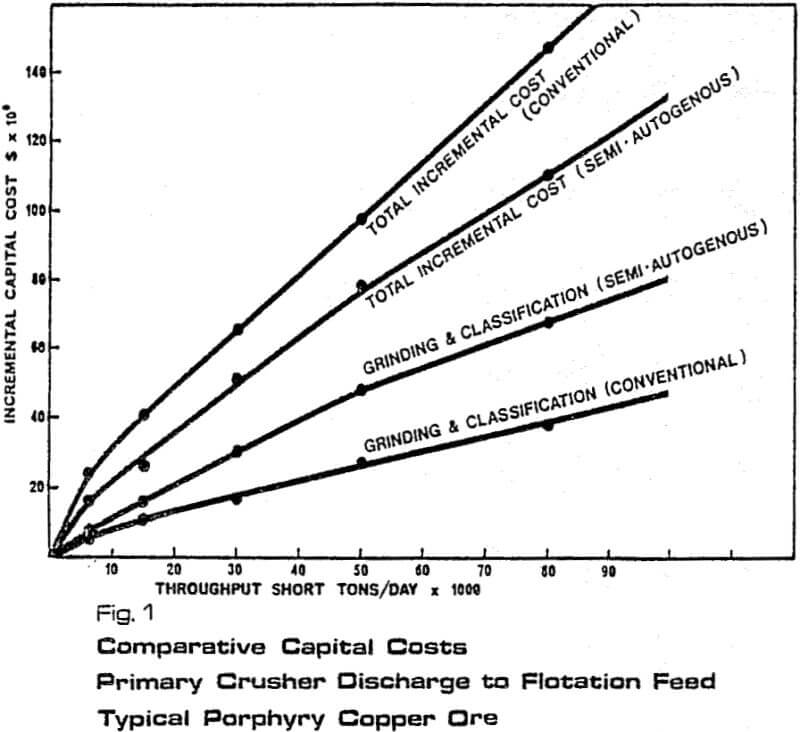
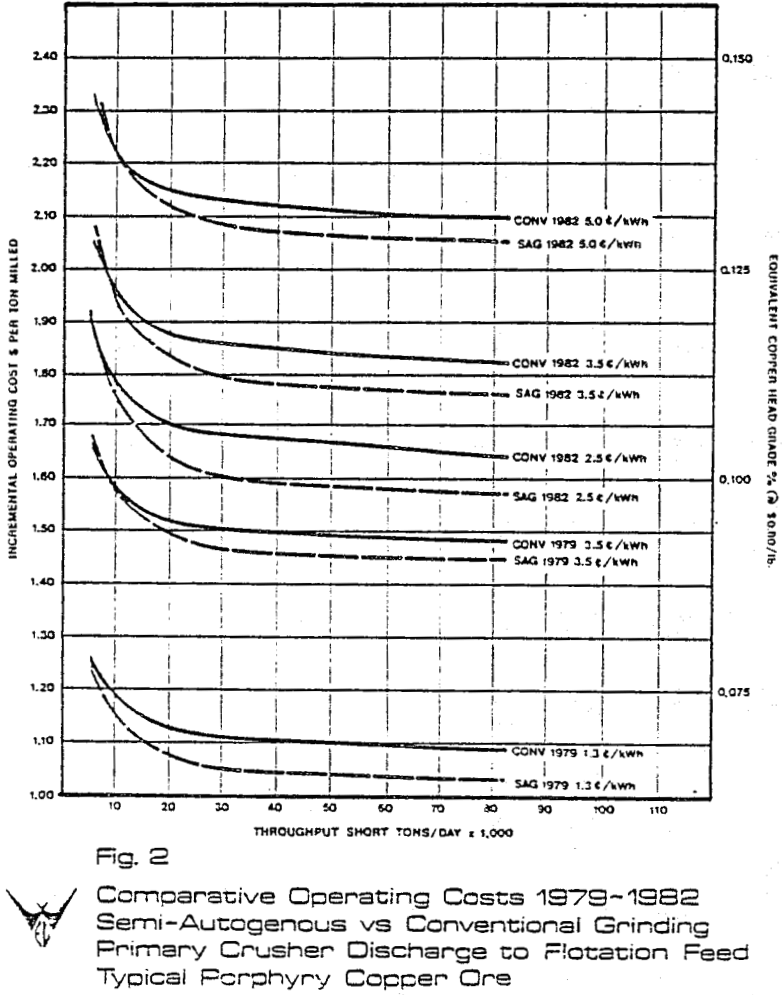
Assuming that ore grade is on target, the milling rate is the most significant parameter, next to mineral recovery, which is watched closely by senior executives and financial managers. It governs the sales of the mining company in terms of pounds or ounces of metal sold. If recovery is not impaired by increasing throughput, then so much the better. The ability of the crushing and grinding circuits to maintain throughput under conditions of varying ore type and/or grade should be paramount in the plant designer’s mind, since these parts of the concentrator account for the greater part of the capital expenditure. Flotation or leach circuits are not so critical in this regard since they can be readily expanded at modest cost.
Crushing and Grinding
Conventional crushing and grinding circuits have been well proven over the years and the sizing of equipment is based on well-proven test procedures and engineering formulae. The only limitations to their application are physical in terms of the upper size limit imposed by the current design of crushers, the maximum length of competent rods imposed by rod metallurgy and the apparent inefficiency of large diameter ball mills. Attempts at increasing the productivity of cone crushers in terms of better utilization of connected power in producing more fines still have to be proven.
Because conventional rod mills and ball mills are the most power efficient agents of comminution available, it is very important to have a thorough knowledge of the variation of Work Index with ore type throughout an orebody. Work Index is used to determine the power requirement. Furthermore, it is important to derive Work Index for both rod milling and ball milling to the required grind for each stage since Work Index is very specific to the range of comminution desired.
The chief factors which have affected the performance of autogenous and semi-autogenous mills in western North America have been the variation of ore type, discrepancies between the ore as treated and the sample used for metallurgical testwork and surprises which can be attributed to the amount of money spent on testwork, i.e. duration and structure of the test programme. The following examples illustrate the scale of testwork and the measures required to achieve production targets.
Unless the required skill in interpreting test results was available, the decision to use the semi-autogenous alternative would probably not have been made and a conventional crushing-rod mill -ball mill circuit would have been used at increased cost and most likely with the addition of a ball mill to accommodate the expansion.
In summary, the design of large tonnage grinding circuits for processing porphyry copper-molybdenum ores should account for the testing of different ore types within the orebody and their effect on power consumption, media consumption, liner material wear rates, throughput rates and product sizing.
Concentration
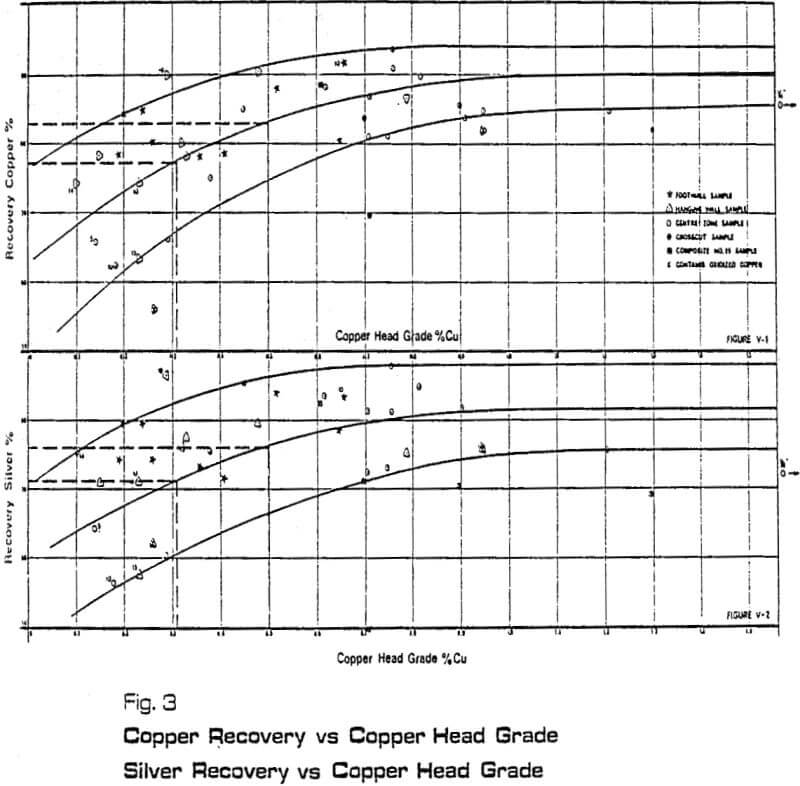
Sampling for metallurgical testwork has to be carefully planned, particularly if the ore grade and mineralization change significantly during the mining schedule. A plant which has been designed on the basis of one sample, even if that is considered to be a composite of the orebody, will usually have difficulty in coping with variations in grade and ore type. The engineer who is responsible for assembling design criteria should ensure that information from drilling and bulk sampling has been correlated so that samples can be selected to be representative.
If the ore, concentrate or some element of the process is at all complex, it will be necessary to do some pilot plant work in order to reduce performance risk.
Whereas processes required to remove lead or copper from molybdenite concentrates are proven and have been designed from bench test-work for a number of applications, their success has been dependent on the representativeness of the lead or copper assay in the concentrate.
Equipment selection should be based on properly prepared specifications, bidders lists, tenders and evaluations. It is important at this stage that both the client/operator, the engineer and the supplier fully understand the application and expected duty of a piece of equipment, whether it be new or used. The inspection and overhaul of used equipment are mandatory when evaluating bids against new equipment and assessing the advantage of accepting accelerated delivery.
With conveyors, the important factor is to have sufficient horsepower to start the conveyor under loaded conditions, as well as having the width to accommodate the largest lump dimension and surge flows. Proper design of transfer points is imperative
Innovations
Innovations are acceptable provided they have been thoroughly researched and a reasonable degree of confidence has been placed in their eventual success. There should always be an escape route. An innovation should not be used just because it is fashionable or because it offers potential capital, cost savings. The application should be justified technologically and practically, as well as economically. The implementation of an innovation does not necessarily mean that it is a new idea or a new piece of equipment. It could be that its time has come through force of circumstances and that it requires proving on a practical scale. Examples of recent applications of new equipment or operating principles are: