Table of Contents
It is truly remarkable how the image of longwall as a method of mining has changed.
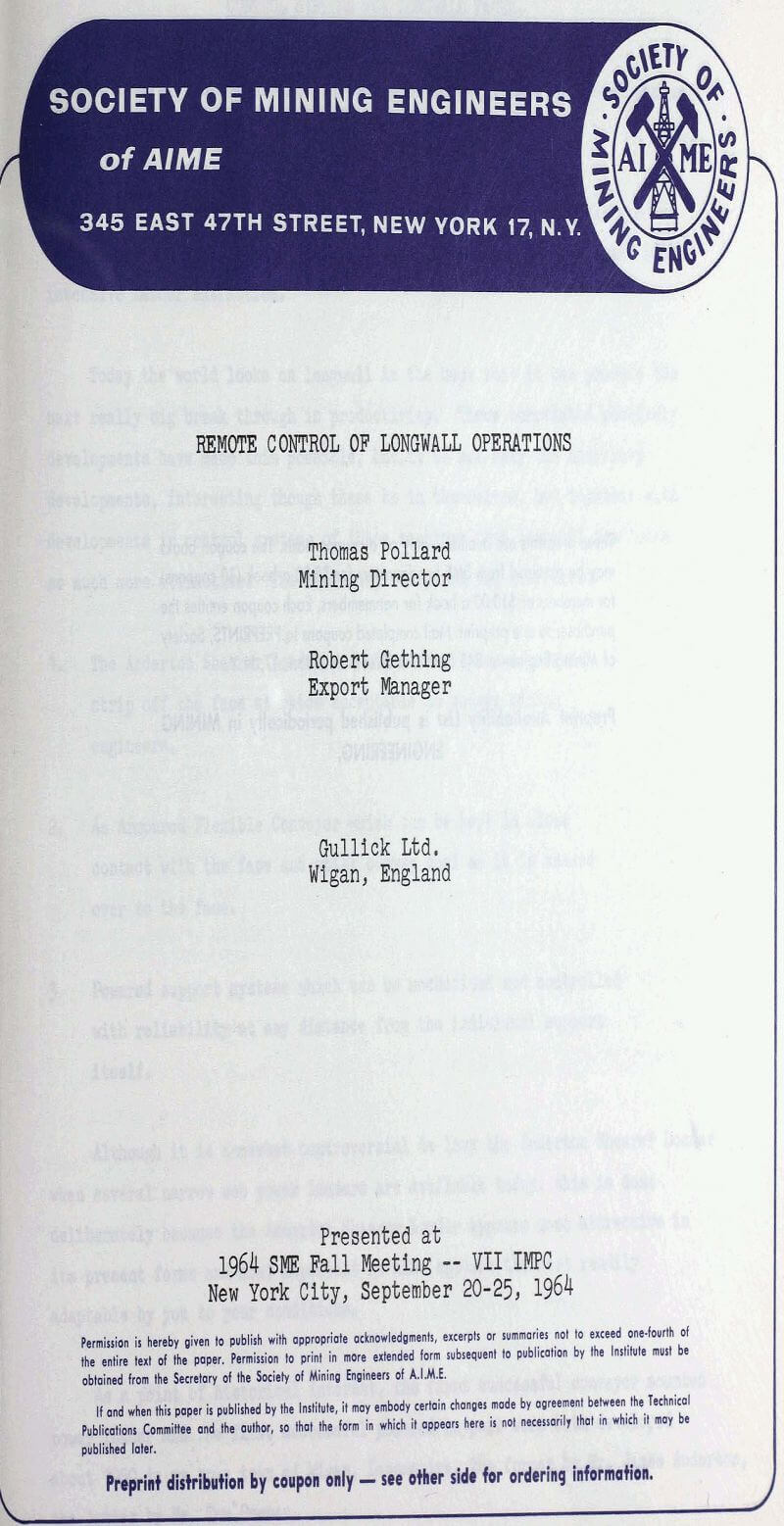
Today the world looks on longwall in the hope that it can produce the next really big break through in productivity. Three correlated machinery developments have made this possible, but it is not only the machinery developments, interesting though these be in themselves, but together with developments in control systems of these machines that longwall now looks so much more attractive. The machinery concerned is, of course :-
- The Anderton Shearer Loader – A miner that takes a narrow strip off the face at rates acceptable to modern mining engineers.
- An Armoured Flexible Conveyor which can be kept in close contact with the face and still convey coal as it is snaked over to the face.
- Powered support systems which can be mechanised and controlled with reliability at any distance from the individual support itself.
Comparison of the two Shearers is shown below:-
The Supports
In many ways the control of the supports is the most complex and expensive task of the designer of the modern longwall face. On a face with 200 support units or more it will not be satisfactory in the future that each operation of each support should be done by manually turning a valve. Apart from many other considerations the fatigue factor mitigates against maximum productivity.
The following control functions are necessary
(a) The conveyor is advanced to the face, after the pass of the miner.
(b) The support is released from the roof.
(c) The support unit is advanced, close to the conveyor again.
(d) The support is reset to the roof to predetermined load.
Adjacent Chock Control
Most powered supports manufactured in the past have been fitted with manual controls on the chock that is to be advanced. This has severe limitations, both from the safety and time of operation points of view, therefore, in listing the various methods of chock advance control the simplest system is adjacent chock control. Here the valve or valves on one chock operate the adjacent chock.
The full sequence of positions of the valves are usually five. Not all these are used but they are available in one form or another, to permit additional functions to be carried out as well as the routine function. For example straightening a face, or for maintenance purposes.
Bank Control working in one Direction
The next stage from Adjacent chock control where the operator controls each chock separately, is to operate several chocks from one station.
With bank control a series of say 10 chocks are coupled together. The circuit is similar to the one described above with the Adjacent chock control and auto reset. However, the adjacent chock is now initiated by a pilot circuit from the previous chock. When the previous chock reaches pump setting pressure then through a trip valve the next chock commences operation from the C position described above. In this way a series of chocks can be operated along the face.
R.O.L.F
The next stage in control is to operate the chocks from a distance too remote for visual inspection. The most convenient way of doing this is to use electro hydraulic valves (with intrinsically safe circuits) as pilot valves to initiate either bank push or bank control. When this is done it is necessary to be able to monitor in the entry the fact of satisfactory completion of the operation. This is done by using a potentiometer in the ram to record the percentage elongation of the thrust bar and a pressure switch in the leg circuits to indicate adequate setting pressure of the chock jacks.
Application
Thus today the mining engineer has several control systems at his disposal and looking at the controls for the supports and pushing the conveyor these are now built so that a choice can be made according to circumstances.
It may be that circumstances will change due to a geological fault or other abnormality on the face, therefore, the control gear must remain flexible. This is achieved by designing the valve assemblies on the building block principle so that conveyor control can be arranged on a bank push principle operated either hydraulically or electrically and this may be added to the chock advance control.
The final stage at present developed is R.O.L.F. with electric pilot controls permitting full flexibility from a remote distance on each support. A mining engineer does not commit himself to the system of operation at the time of designing the face, the method of control can be altered as experience dictates.
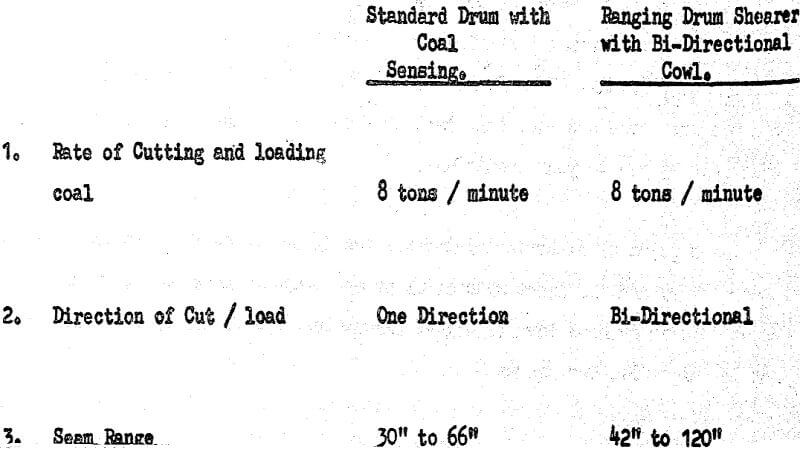
Looking at this problem in terms of manpower and productivity let us assume a typical example, a seam 54″ high and a face length of 600 ft.
With a 2ft. strip per pass of the machine the tonnage is 216 tons per pass. Now assume we use the Ranging Drum Shearer to cut the full height of the seam that is, operate as a Bi-Directional Shearer. This machine can travel up to 24ft. per minute, but let us assume an average of 15ft. per minute.
This table allows the following manpower common to each system
2 men in each entry
1 fitter
1 electrician
1 foreman