
Table of Contents
Is a CCD gold circuit better than a CIL or CIP plant? Why convert? Any good reasons? The Cortez staff was responsible for conceptual design, equipment procurement and equipment installation, construction management and supervision for the mill conversion project. Structural design and engineering for the building additions were provided, and the construction labor for the buildings was provided by local contractors.
The project included construction of three buildings.
- A building was constructed to house the compressors required to operate pulp transfer airlifts.
- A building addition was made to the existing mill to house the strip circuit and reactivator.
- A galley was constructed on top of the agitator tanks to cover the Derrick vibrating screens which made the separation between the carbon and pulp.
Previous operations had fully utilized available tailings disposal capacity and before the Cortez mill could be restarted, construction of a tailings dam, 1850 meters of 0.2 meter tailings line, and 1100 meters of 0.15 meter reclaim solution line were required.
Original CCD Plant
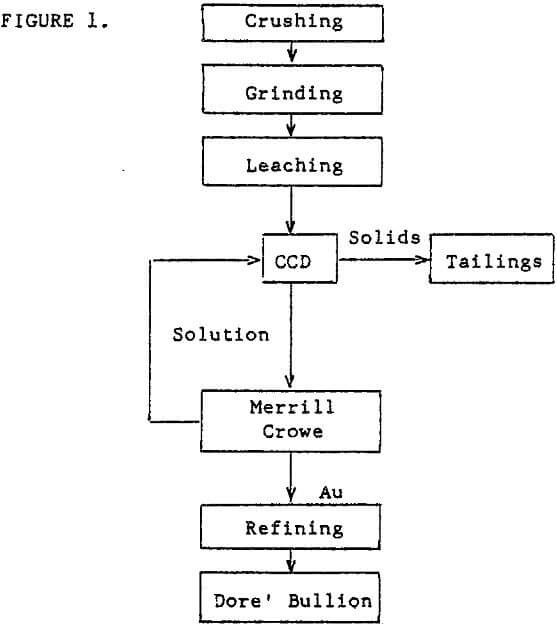
The original Cortez Gold Mines gold recovery circuit has been well publicized (1) (2) and consisted of two stages of crushing to -19 millimeter, two stages of grinding to 65-80% -74 micron, cyanide leaching in 4 agitated tanks, 5 stages of countercurrent thickener washing, and Merrill-Crowe zinc precipitation of gold values from solution. Figure 1 depicts the Cortez mill as operated from 1969 to 1976.
CIL Plant
The mill conversion to CIL put activated carbon in the agitated leach tanks, added carbon screens in the leaching section to separate the carbon from the pulp, eliminated the CCD circuit, and substituted pressure stripping of loaded activated carbon and electrowinning of gold from the strip solution for the Merrill-Crowe zinc precipitation as shown in Figure 2.
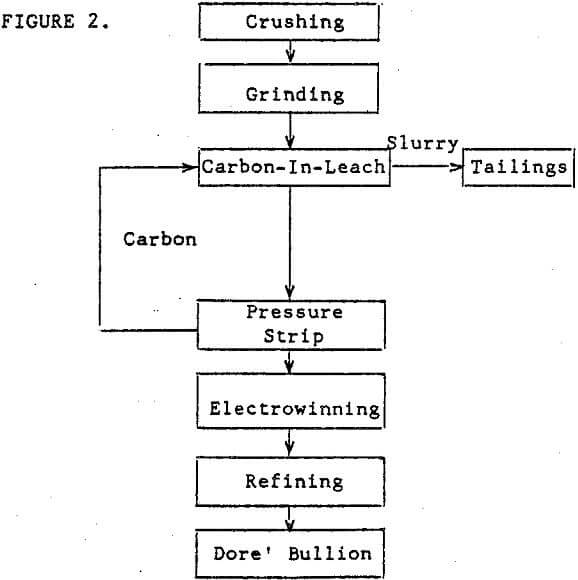
A detailed flowsheet of the Cortez CIL circuit as converted for the London Extension Dump is contained at the end of this paper as Figure 3.
Advantages of CIL over CCD and CIP
The question of which recovery system is preferred to recover dissolved metal values out of solution and get them into dore bars has been a point of much contention In recent years. The engineer who must make the decision of which recovery system is employed must be aware of the relative advantages of one system over another. When restarting the mill at Cortez the decision of which recovery system was employed was relatively easy as the factors contributing to the decision clearly pointed to CIL.
Contrary to the usual case, the capital cost advantage in this case, was in favor of CCD. The CCD plant was already there and only minor repairs would have to be made in order to restart the plant. The CIL circuit required the next most capital investment and the carbon-in-pulp (CIP) would have required the most capital investment of the options that were considered. CIL required the addition of screens and protective galley on top of the existing agitated tanks, a compressor building with compressors, and a building addition to contain the strip circuit and reactivator. CIP required the same as the CIL, with the exception of the protective galley, and in addition required a building containing at least 4 agitated CIP tanks.
Differences in operating costs between CCD, CIL and CIP were considered insignificant and did not enter into making the decision.
As already mentioned, the overshadowing factor in the decision to convert the mill from CCD to CIL was the fact that CIL produced 7% better recovery than CCD on the London Extension ore. The reasons for this difference in recovery were: 1) The CIL produced a lower soluble loss to tailings than did the CCD because the high clay content of the London Extension ore caused poor washing efficiencies in the thickener washing circuit. 2) In the CCD, preg robbing carbonaceous material in the ore adsorbed dissolved gold onto its surface and caused the dissolved gold to report to the solids instead of the solution. The adsorption of dissolved gold by the carbonaceous material in the ore was minimized with the CIL because the leaching solution contained much less gold to be preg robbed. The activated carbon introduced to the CIL leaching test adsorbed the gold onto its surface before the carbonaceous material in the ore had a chance to adsorb it.
Laboratory testwork and plant operating data at Cortez have demonstrated that the adsorption reaction of dissolved gold values onto carbonaceous ore (preg robbing) is reversible, if the ore is exposed to solution containing very low values of gold. In other words, desorption of gold off the carbonaceous ore into solution occurs if the gold values in solution are low enough. The transfer of gold between the native carbonaceous material in the ore and the leaching solution will take place until the carbonaceous material in the ore and the solution are in dynamic equilibrium, i.e. adsorption is equal to desorption.
The presence of activated coconut shell carbon in the leaching slurry, as is the case with CIL, decreases the amount of gold that the carbonaceous material sees as being in solution and therefore limits the amount of preg robbing that occurs.
Laboratory testwork has indicated that CIL gives better recovery than CCD on ore containing preg robbing carbonaceous material. There were other ore reserves in the area which contained preg robbing carbonaceous materials and this fact also contributed to the decision to convert the Cortez mill from CCD to CIL.