
Table of Contents
Chalcopyrite, sp. gr. 4.15 to 4.3, is too feebly magnetic to be separated raw, and must be roasted to either the magnetic sulphide or the magnetic oxide, these changes taking place in a manner similar to the behavior of pyrite. A one-minute roast at a red heat is sufficient to impart magnetism to chalcopyrite through the formation of the magnetic sulphide; the magnetic oxide requires a longer roast for its formation. Both of these compounds are very strongly magnetic. Chalcopyrite is extensively concentrated by magnetism in Europe, and the application is growing. This is due to the fact that chalcopyrite slimes readily on crushing, resulting in a low-percentage recovery by water concentration. The fine, strongly magnetic particles of chalcopyrite are easily saved by magnetic separation in a product representing a high ratio of concentration. The separation of chalcopyrite from garnet (sp. gr. 3.1 to 4.3) and epidote (sp. gr. 3.25 to 3.5) and other heavy gangue minerals constitutes a further important application of magnetic separation, these silicates being feebly magnetic as com- pared with roasted chalcopyrite.
Cupriferous Pyrites
Cupriferous pyritic ores have been the subject of numerous tests which indicate a good percentage recovery from even very low-grade material. Except in special instances, however, such ores may be more cheaply treated by other methods, and the writer is not informed of any installation in operation upon them.
At Corinth, Vermont, the Pike Hills Mines Co. is employing the Wetherill-Rowand separator in separating pyrrhotite and chalcopyrite from gangue and from each other. The ore carries pyrrhotite and chalcopyrite in a quartz and mica schist gangue; the run of mine ore is cobbed to run 3 per cent. copper before going to the mill. The cobbed ore is dry-crushed through 10 mesh, and screened into two sizes, through 20 mesh, and through 10 on 20 mesh. The two sizes are run separately through the separators as they require different adjustments in the height of magnets and intensity of the field. The crushed ore is fed to a Wetherill-Row- and separator, which removes the pyrrhotite; the pyrrhotite carries 0.5 per cent. copper, and is stacked for future use in smelting silicious ores. The residue passing from the separator, consisting of chalcopyrite and gangue, is passed through a revolving-cylinder furnace, and given a slight roast, sufficient to form a film of magnetic sulphide on the chalcopyrite particles. The ore passing from the furnace is cooled and fed to a second Wetherill-Rowand separator which removes the chalcopyrite as a magnetic product; the concentrate from this machine carries from 12 to 20 per cent. copper, and the tailing from 0.2 to 0.5 per cent. copper, varying with the quality of the ore and the amount put through.
At Fredricktown, Missouri, the North American Lead Co. is operating four Dings separators on copper, iron, and nickel sulphides. The ore is roasted in a McDougal furnace. The roasted chalcopyrite is removed by the first magnet of the separator, and this product is smelted directly to black copper. The product from the second magnet carries cobalt and nickel, and is treated electrolytically. The percentage saving of copper is said to be high, and the separation efficient. The management is unwilling to make public the details of the process.
At Ain-Barbar, Algeria, there are magnetic-separation works treating chalcopyrite-blende ores.
The mines at Ain-Barbar have been worked for many years for the copper values of their ores. These ores also carry blende, and it was for the separation of this mineral from the copper concentrates that the magnetic plant was installed. The ores average 5 per cent. copper and 12 per cent. zinc. A preliminary concentration (hand picking and jigging) raises the grade of the material destined for magnetic treatment to 12 per cent. copper and 28 per cent. zinc. About 25 metric tons of this concentrate are produced daily.
The plant is equipped with a cylindrical roasting furnace, two Humboldt-Wetherill separators of four poles each, which treat the coarser sizes, and one double-pole Mechernich separator for the treatment of the finer sizes. The capacity of the Wetherill machines is 8 metric tons in 10 hours.
The ore is given a preliminary roast and classified into four sizes. One Humboldt-Wetherill treats two sizes above 1 mm. and the other two sizes below 1 mm., the dust going to the Mechernich.
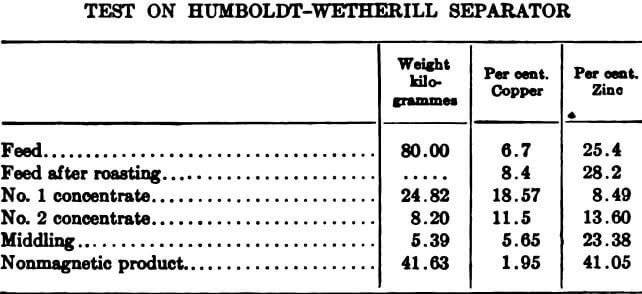
While it is not definitely so stated in the description of this plant by the engineer in charge (M. D. Korda), it is inferred that the actual working results are along the lines of those obtained on large-scale tests made in Germany on concentrate shipped from Algeria. These results follow:
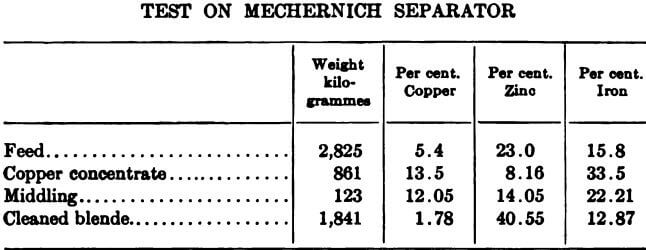
The feed was classified into the following sizes before separation : 4 mm.-2 mm., 2 mm.—½ mm., ½ mm. —1/50 mm., and dust. The separate products afterwards were combined under the names given in the above table
A farther test on 15 metric tons sensibly confirmed the results on the above preliminary test.
At Yerington, Nevada, the Bluestone Mining & Smelting Co. is operating an experimental plant on an ore carrying chalcopyrite in an epidote and garnet gangue. The ore is crushed to 8 mesh and given a slight roast in a tower-roasting furnace and passed over a Wetherill-Rowand separator. The concentrate obtained carries 15 per cent. copper.
Results of a Test on a Chalcopyrite-Garnet Ore
The ore for the test carried 2.33 per cent. copper, present as chalcopyrite, in a gangue of lime-alumina garnet. The ore was crushed to pass 10 mesh, roasted, and passed over a Wetherill-Rowand separator excited by 2.5 amperes. The results follow:
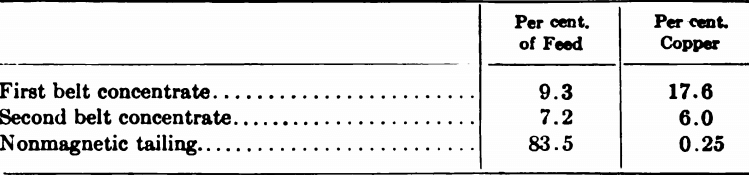
The ratio of concentration was approximately 6 into 1, and the saving 88.5 per cent. in the combined concentrates assaying 12.5 per cent. On other tests savings as high as 96 per cent. were recorded and repeated results obtained between these two limits.
At San Pedro, New Mexico, the Santa Fe Gold and Copper Company is constructing a magnetic-separation plant equipped with roasting furnace and Wetherill-Rowand separators to treat an ore carrying chalcopyrite in a garnet gangue. Tests have indicated an 80 per cent. recovery with the production of a concentrate carrying 15 per cent. copper.
Electromagnetic Separation of Copper Carbonates
The carbonates of copper, sp. gr. 3.5 to 4.0, are feebly magnetic: attempts made to separate them from their gangues commercially have not, however, been successful. The following results are reported as having been obtained on an ore carrying malachite and azurite in a dolomitic gangue. The ore contained 2.9 per cent. copper, and was passed over a Humboldt-Wetherill separator excited by 18 amperes at 90 volts, and repassed at 14 amperes. Of the total feed, 12.6 per cent. was recovered as a concentrate assaying 17.2 per cent. copper, and 85.4 per cent. of the total feed as tailing assaying 0.75 per cent. copper, indicating an extraction of 75.5 per cent.
Electromagnetic Separation of Garnet
Most varieties of garnet, sp. gr. 3.1 to 4.3, are sufficiently magnetic to be capable of separation in high-intensity magnetic fields. Garnet is separated as a magnetic product at Franklin Furnace, N. J., and at Broken Hill, N. S. W. It has been proposed to remove garnet magnetically from garnetiferous schists for use as an abrasive. An application which is likely to become of importance is the removal of garnet from copper ore and concentrate, garnet and chalcopyrite together being of common occurrence in contact metamorphic deposits. The high specific gravity of the garnet and the tendency on the part of the chalcopyrite to slime, and so cause loss in concentration, often prevent recourse to specific-gravity methods.
Electromagnetic Separation of Pyrrhotite
Pyrrhotite, sp. gr. 4.5 to 4.65, is in most specimens strongly magnetic, but from some localities, as South Strafford, Vt., and certain places in Virginia, it is too feebly magnetic to be affected by intense magnetic fields. Crane gives the permeability of pyrrhotite from the Stobie Mine, Sudbury, Ontario, as 1.0782, and of a specimen from the Gap Mine, Lancaster Co., Penn., as 1.0775. Pyrrhotite is separated raw as a magnetic product at Corinth, Vt., at Broken Hill, N. S. W., and in Sweden. The feebly magnetic or nonmagnetic varieties of pyrrhotite become strongly magnetic on being subjected to a slight roast at a low heat; only sufficient heat to cause a superficial tarnish appears to be necessary. This procedure was followed in the treatment of pyrrhotite-chalcopyrite ore at South Strafford, Vt.
Numerous experiments have been carried out in the attempt to separate pentlandite, a compound of nickel, from pyrrhotite, with which mineral it is frequently associated, notably at Sudbury, Ontario. This method is successful in the treatment of clean particles, but is not applied commercially, as in most ores the pyrrhotite, even when finely comminuted, carries sufficient pentlandite to give rise to a prohibitive loss in the magnetic tailing.
At Saxburget, Sweden, there is an installation employing a Herbele separator to remove pyrrhotite and magnetite from a lead-zinc sulphide ore. The ore assays 11 per cent. lead (as galena), 22 per cent. zinc (as blende) with 14 per cent. magnetite, 2 to 5 per cent. pyrrhotite and 15 to 20 per cent. quartz. The mill flow sheet follows:
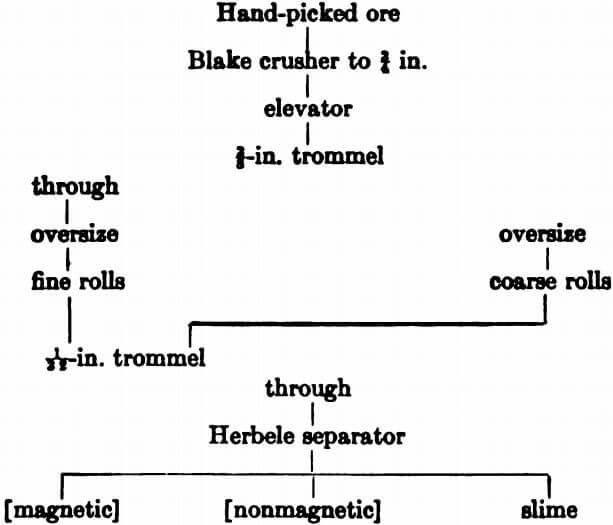
The magnetic product contains the magnetite and pyrrhotite and but little galena and blende. The nonmagnetic product of the separator is concentrated on jigs, tables, etc., and the quartz removed. The overflow from the separator is allowed to settle and the slime, consisting mostly of blende and silica, is treated for zinc.
At The Pinnacles Mine, Broken Hill, N. S. W., tailing from water concentration carrying argentiferous pyrrhotite associated with garnet and quartz is treated on an Odling separator. The pyrrhotite is removed raw as a magnetic product, leaving the garnet and quartz as a nonmagnetic tailing.
Electromagnetic Separation of Limonite
Limonite frequently accompanies cerusite, calamine, and smithsonite, all being the products of oxidation of iron, lead, and zinc sulphides. Cerusite may be separated from the other minerals of such a mixture by concentration, but the specific gravities of the limonite and the zinc minerals are too similar to permit of separation by any method depending upon specific gravity.
Limonite, sp. gr. 3.6 to 4.0, is feebly magnetic; Crane gives 1.0099 as the permeability of a specimen from Nova Scotia and 1.0098 for a specimen from Pennsylvania. Calamine has a specific gravity of from 3.16 to 3.49, while smithsonite varies from 4.3 to 4.45. Limonite may be rendered strongly magnetic by roasting, to which it is usually subjected before separation, although the mineral has been commercially separated raw.
Calcining Limonite for Magnetism
Limonite is composed of 2 parts Fe2O3 and 3 parts water; upon heating this water, which amounts to 14.4 per cent., is driven off, leaving the nonmagnetic sesquioxide, which must be reduced to the magnetic Fe3O4 before being capable of separation. The expulsion of the water leaves the mineral porous, and therefore susceptible to the action of the furnace gases. The roasting may be done in two ways, by heating at a comparatively low temperature in the presence of reducing gases, or by heating strongly in the absence of air, by which process one atom of oxygen is driven off. The former method is the one in commercial use, as, if the ore treated contains any silica, a slag is easily formed at the temperature necessary to drive off the oxygen. At Monteponi the ore is mixed with 2 per cent. fine coal and calcined for 6 hours in revolving cylindrical furnaces; 200 kgm. of lignite is consumed in the fire box per metric ton of ore treated. At Mercadel, Spain, the ore is mixed with from 1 to 5 per cent. of fine coal, according to the amount of iron present in the ore, and ore above 14 mm. is roasted in shaft furnaces while the finer material is roasted in reverberatories. At Austinville, Va., the ore was mixed with 10 per
cent. coal and roasted in reverberatory furnaces 7 x 9 ft. with 20 x 84-in. fire boxes. The ore remained in the furnaces 2 hours, 1 hour being required to bring the charge up to a red heat, and 1 hour at this heat to magnetize ; the furnace charge was 6 tons. Experiments conducted on limonite, in which it was heated to bright redness and producer gas passed over it, gave good results.
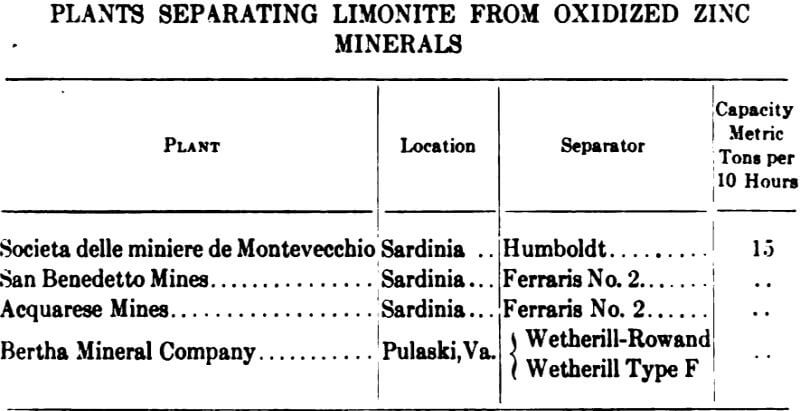
At Monteponi, Sardinia, there are extensive magnetic separation works separating limonite from oxidized zinc minerals. The valuable minerals are calamine, smithsonite, galena, and cerussite; the lead minerals are in subordinate amount. The gangue is princi
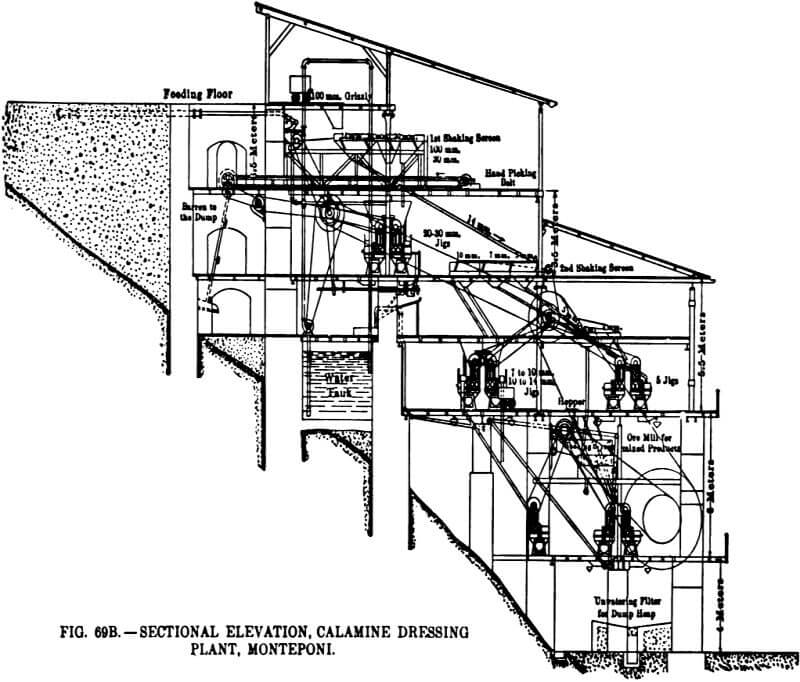
pally limonite and dolomitic limestone, but it also carries a little barite.
The lead minerals are separated by concentration when the light gangue is also eliminated; the middling product, or zinc concentrate, forms the bulk of the material for magnetic separation, carrying besides the zinc minerals, limonite and zincy dolomite.
There are three magnetic-separation plants at Monteponi, two
of them employing the cross-belt separators, and the third the drum separator respectively—the Ferraris Nos. II and III separators.
Plants Employing the Ferraris Cross-Belt Separators
The raw material for separation, crushed to pass a 6-mm. screen, is mixed with from 2 to 3 per cent. of fine coal and calcined in three revolving cylindrical furnaces. These furnaces are 10 meters long and 1 meter in diameter, inside, and slope at an angle of 3° 35′ from the horizontal. They make 15 revolutions per hour. The grate has an area of 1 square meter and burns 3.1 tons of high-ash lignite in 24 hours. The ore remains in the furnace about 6 hours. The capacity of each furnace is 16 tons of calcined ore per 24 hours. The results of a year’s operation of these furnaces follow:
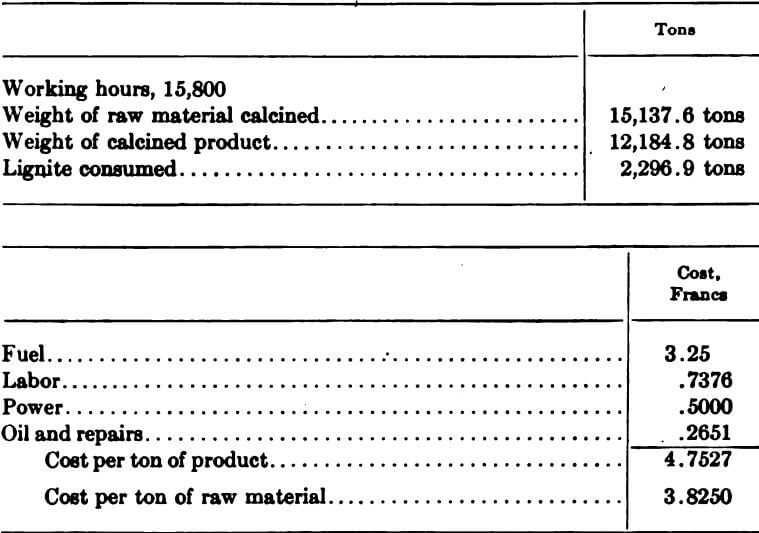
New revolving furnaces are in course of installation which will be fitted with tubular boilers, and it is expected, through fuel economy, to reduce the cost of calcination below francs 3.50 per ton of raw material treated.
The calcined ore, after cooling, is delivered by a bucket elevator to a series of Ferraris throwing-screens, making the following sizes: through 1 mm., 1 to 2 mm., 2 to 3 mm., 3 to 4 mm., 4 to 5 mm., and 5 to 6 mm., which sizes are treated separately by the six units comprising each magnetic installation. In Plant No. 2 the screen sizes run up to 10 mm., the oversize from which is recrushed; the increase in size of a certain proportion of the particles is due to swelling in the furnaces. The operation of the separators is controlled by raising and lowering the conveyor belts beneath the magnets, this distance being capable of adjustment between 20 and 40 mm. The color of the ore, as it comes from the furnaces, is watched and the distance between the ore stream upon the conveyor belts and the magnets is varied to suit the degree of magnetism imparted to the ore by the calcination as indicated by the color. The combined capacity of the six units is about 1 metric ton per hour; the separators require 6 amperes at 110 volts for excitation, and 2 E.H.P. for operation.
The raw ore carries 22 per cent. zinc, which is increased to 28 per cent. by the roast. Of the material delivered to the magnets one third is removed carrying about 10 per cent. zinc, and two thirds is delivered as zinc concentrate carrying 40 per cent. zinc. The zinc concentrate carries a considerable amount of zincy dolomite which has been disintegrated by the calcination, and is jigged to remove this waste and also any fine coal remaining from the furnaces. The jigging of the calcined zincy dolomite yields a zinc oxide slime which assays from 40 to 48 per cent zinc.
In 1906 this plant treated 6,374 tons of calcined material assaying 25.98 per cent. zinc and produced 2,264 tons of concentrate assaying 40.87 per cent. zinc, representing a saving of 66.47 per cent. of the zinc. About 10 per cent. of zinc is contained by the calcined iron which may not be separated from it without resort to chemical means.
To enrich still further some of the calcined products single separators are employed, as is also a high-intensity separator.
At Mercadel, Santander, Spain, there is a magnetic-separation plant treating oxidized zinc ores. The ores carry calamine in a gangue of limestone and limonite, and assay from 12 to 30 per cent. zinc. The object of the treatment is to raise the zinc content to 50 per cent. The ore is rather clayey in character and a preliminary treatment is necessary before calcination. The ore is washed, the clayey material and the light gangue removed, and the remainder from these operations is calcined. Ore above 14 mm. is hand picked and a considerable amount of limonite thrown out; all below this size is calcined separately. The coarse (above 14 mm.) is calcined in shaft furnaces, and the finer material in reverberatories. The following sizes are made: 14 to 10 mm., 10 to 7½ mm., 7½ to 4 mm., 4 to 1¾ mm., and through 1¾ mm.
The ore is mixed with from 1 to 5 per cent. of fine coal according to the percentage of iron present, and calcined in reverbatory furnaces. The calcined material carries from 20 to 40 per cent. zinc oxide and from 20 to 60 per cent. magnetic oxide. The preliminary operations give rise to fines which interfere with the magnetic separation. After calcining the material is run through a trommel with 1½-mm. holes; the coarse goes to a Herbele-type separator and the fines to a deviation separator.
The coarser sizes, from 1¾ mm. (after the fines are removed by the trommel) are treated on a trommel separator and two products are obtained : a clean zinc product, and a middling product carrying all the iron and much calamine as attached particles. This separator is operated to remove all the iron and make a large middling product. In treating this middling product advantage is taken of the extreme friability of the oxide of zinc; the middling is crushed in a Vapert crusher so regulated that the zinc is powdered while the magnetic oxide of iron is but slightly affected. The separator is operated at 15 R.P.M. and uses a current, varying with the sizes treated, as follows :
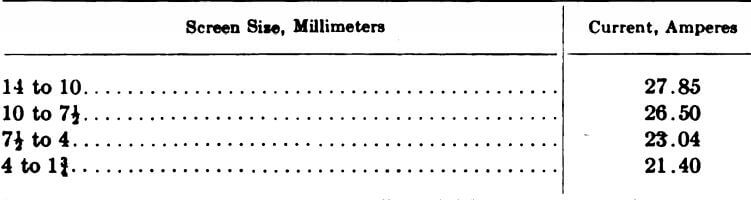
Mineral is treated carrying as much as 60 per cent. magnetic oxide and as low as 22 per cent. zinc ; after passage over the trommel separator the finished product assays 50 per cent. zinc and from 8 to 12 per cent. oxide of iron. The iron tailing carries from 4 to 8 per cent. zinc, mostly combined with the iron. With sizes over 14 mm. hand picking was found more efficient than the separator, though it will separate material as coarse as 20 mm. On fines below 1½ mm. the separator works poorly. The capacity is about 1000 kgm. per hour, and the extraction from 60 to 75 per cent. of the contained iron.
The fines passing a 1½-mm. screen are treated upon a deviation separator perfected by M. Vial and described on another page as the Vial separator. The attraction of the stationary magnets is varied, according to the material fed, by changing the distance of the magnet from the falling sheet of ore; the distance varies from 5 to 25 mm. The material fed to the separator assays from 15 to 35 per cent. zinc, and carries from 20 to 40 per cent. iron; the concentrate carries from 45 to 53 per cent. zinc and the tailing from 8 to 15 per cent. zinc. The capacity is 500 kgm. per hour. A certain amount of powder is entrained by the iron which is screened out by a 1/3-mm. screen; this powder assays from 35 to 40 per cent. zinc. The following typical results are given :
Rich feed, 39.87 per cent. zinc and 22.46 per cent. iron, gave a concentrate with 51.56 per cent. zinc and 10.84 per cent. iron, removing 200 kgm. of waste per metric ton of feed. Lean feed, 30.50 per cent, zinc and 31.87 per cent. iron, gave a concentrate with 48.73 per cent. zinc and 11.80 per cent. iron, removing 350 kgm. of waste per metric ton of feed. The total treatment cost is given as 4 francs per metric ton, consisting of labor 1.25 francs, coal 1.20 francs, general expense and amortization 1.55 francs.
Separation of Hematite
Hematite, sp. gr. 4.5 to 5.3, is in most occurrences feebly magnetic, but may be ferromagnetic. It is separable raw in high intensity magnetic fields. Martite, of the composition of hematite, but probably isomorphic after magnetite, is usually more strongly magnetic than hematite. Extensive experiments have been carried out in the roasting of hematite for magnetism and in the separation of the magnetic oxide so formed, and also in the direct separation of the mineral on high-intensity separators. That these processes are technically feasible has been amply proved, but, with the present ruling prices for iron ores, the value of the products of magnetic separation is insufficient to pay the cost of preparing the ore for treatment.
Separation of the Oxides of Manganese
Manganite and pyrolusite are sufficiently magnetic to be capable of concentration on separators with high-intensity fields. To be commercially valuable a manganese ore should carry at least 40 per cent. manganese, although, if accompanied by much iron, a lower grade is suitable for spiegel. The following results are reported as having been obtained on a Wetherill separator on culls from a waste heap at Cave Springs, Ga., consisting of particles of chert in a matrix of silicious pyrolusite
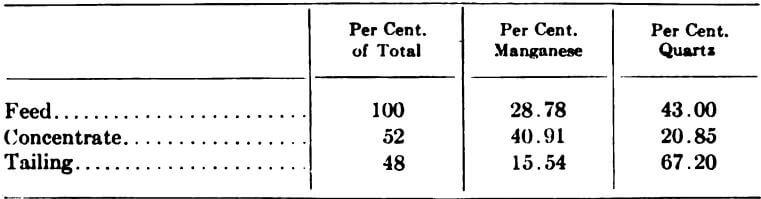
Results are reported as having been obtained on an International separator showing the production of a 41.8 per cent. manganese product from an ore carrying 15 per cent. manganese.
Separation of Monazite Sands
Monazite sands are natural accumulations or concentrations which carry thorium and cerium oxides as their valuable constituents, together with garnet, menaccanite, rutile, zircon, and other heavy minerals as contaminations. The sand is usually concentrated by washing and the concentrate separated on magnetic separators.
Monazite, sp. gr. 4.8 to 5.1, is feebly magnetic, and is removed from mixtures as a magnetic product in South Carolina, Brazil, and elsewhere. The above-mentioned contaminating minerals are all magnetic in different degrees; menaccanite the most strongly magnetic, followed by zircon, and rutile being the most feebly magnetic; garnet varies considerably in its magnetic properties; all are more strongly magnetic than monazite, which mineral is removed from any nonmagnetic constituents of the sand by the last magnet encountered by the ore, which carries the most current.
At Ellenboro, South Carolina, C. P. Meiser is operating Wetherill-Rowand separators on monazite sands. Menaccanite is removed by the first magnet, garnet by the second, and the monazite separated from nonmagnetic impurities by the third.
At Sapucaia, Brazil, J. L. Weiler is treating monazite sands on a Humboldt-Wetherill separator. The sands carry monazite, menaccanite, wolframite, cassiterite, and quartz. The capacity of the installation is 2 metric tons per hour.
At Rio de Janeiro, Charles Kau & Co. are treating monazite sands on Humboldt-Wetherill separators, the installation having a capacity of 3 metric tons per hour.
The following results are reported from an installation of the Mechernieh separator in Brazil working on monazite sands carrying cassiterite, monazite, and menaccanite:
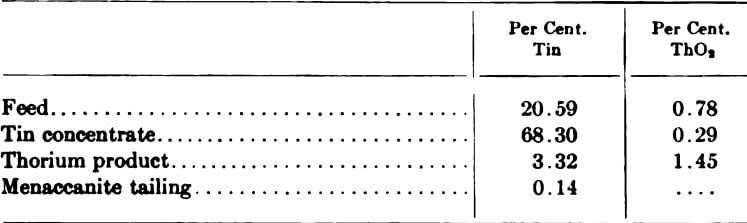
The tin recovered in the tin concentrate amounts to 93.61 per cent. of the total tin in the feed, and 93.75 per cent. of the ThO2 is recovered in the thorium product.
Separation of Leucite from Lava
In Italy there are solidified lava streams which average 20 per cent. leucite, which is valuable for its potassium content. Leucite is feebly magnetic and usually carries sufficient iron as an impurity to be susceptible to magnetic separation.
The Societa Romana dei solfati e chimici, of Rome, is operating two plants for the recovery of leucite from lava. The leucite is accompanied by hornblende, augite, and ferruginous material, which are removed magnetically. Humboldt-Wetherill separators are employed and the plants have a capacity of 90 metric tons per day. The leucite concentrate obtained carries 80 per cent. leucite, and is treated chemically for its potassium. This company is operating a plant equipped with Ubaldi separators producing a 95 per cent. concentrate from lava containing 25 per cent. leucite. At Civita Casiellana, Italy, the Mechernieh separator is employed for the separation of leucite. The concentrate obtained is said to contain 95 per cent. leucite. The leucite here is capable of direct separation.
Corundum Electromagnetic Separation
Corundum, sp. gr. 4.0, is feebly magnetic, and may be strongly magnetic, through its included magnetite; emery, a variety of corundum, is of a dark gray color, due to magnetite. Corundum concentrate is cleaned by magnetic separation from associated magnetite.
Hornblende Electromagnetic Separation
Hornblende, sp. gr. 2.9 to 3.4, is feebly magnetic. It may be separated as a magnetic product by the more intense separators. Occurring in a magnetite ore, this mineral may be responsible for a loss of iron in the tailing, as it carries iron but is not sufficiently magnetic to be removed with the magnetite by the separators usually employed on these ores.
Electromagnetic Separation of Chromite
Chromite, sp. gr. 4.32 to 4.6, is usually ferromagnetic; its general formula is the same as for magnetite, with part of the iron replaced by chromium; analysis, iron protoxide, 32 per cent. chromium sesquioxide 68 per cent.
Electromagnetic Separation of Diamonds
At The De Beers Consolidated Mines, Kimberly, South Africa, the Humboldt-Wetherill separator is employed to remove magnetic minerals from concentrate carrying diamonds. This concentrate carries magnetite, menaccanite, chromite, and pyrrhotite.
Electromagnetic Separation of Galena
At Gem, Idaho, the Frisco Mining Co. is employing three Dings separators (belt type) for removing lead ore from zinc ore and gangue. The lead is recovered as a magnetic product.
If a piece of apparently pure galena be presented to the magnet in the hand it is attracted apparently as strongly as if it were a piece of iron. This phenomenon may be due to included grains of magnetite.