Table of Contents
The effects of operating variables on water transport to the overflow, classification of hydrophilic particles and the recovery of copper and molybdenum from a low-grade porphyry ore are presented. Recoveries of copper and molybdenum exceeding 90 percent at a grade of 8 percent Cu and 0.2 percent Mo were realized for minus 100 mesh (149 m) material at retention times of less than 500 milliseconds. The rapid rate of flotation and the effective separation of fine particles for an air sparged hydrocyclone appear to be due to directed interaction of particles in a high force field with numerous freshly formed small bubbles.
Description
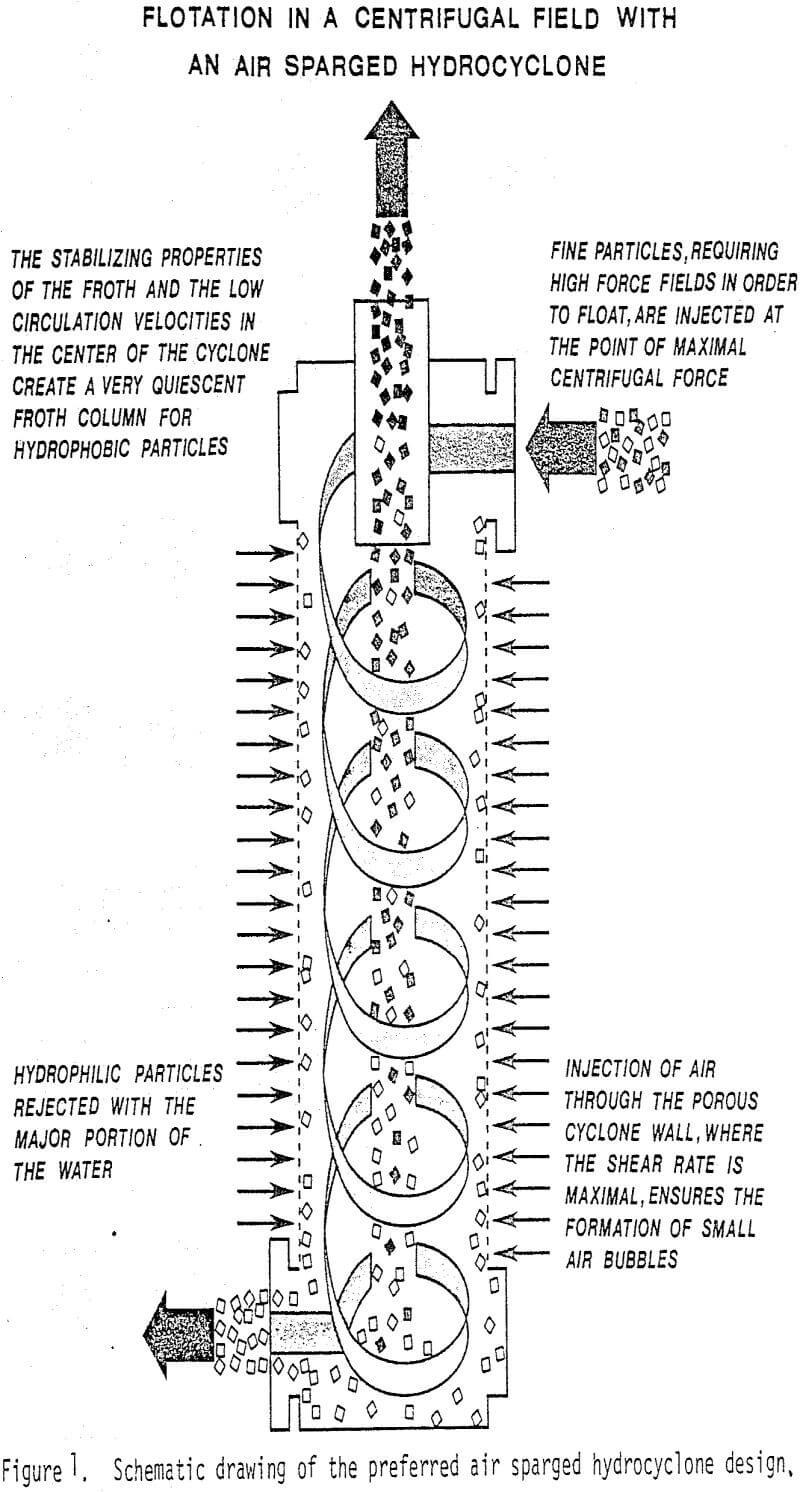
The basic features of an air sparged hydrocyclone are: 1) a porous wall through which air is sparged, and 2) a tangential flow of slurry orthogonal to the air flow. A number of different designs incorporating these features have been tested with the preferred design being a vertically oriented, cyclindrical cyclone with tangential feed at the top (Figure 1).
The slurry, fed tangentially through a conventional cyclone header, passes through the separator as a thin layer in swirl flow and travels downwards countercurrent to the froth phase, which is moving upwards in the center of the device. Hydrophilic particles are thrown to the porous cylinder wall and are discharged in the reject. Hydrophobic particles encounter the air bubbles sparged radially through the porous wall. The high shear force at the wall generates small air bubbles and provides for intense particle/bubble interaction.
Fluid Flow
The behavior of the air sparged hydrocyclone, possessing many characteristics of a conventional hydrocyclone, might be described on the basis of one or more of the mathematical models which have been developed for conventional hydrocyclones. These include the theoretical models based on the equations of fluid flow as well as the commonly used empirical models.
Ore slurry, tangentially fed to the top of an air sparged hydrocyclone, encounters a radially injected flow of air. As a result of the centrifugal field generated within the cyclone, the slurry/air mixture is forced against the porous wall, forming a layer of swirling fluid, the thickness of which increases as the fluid travels down the cylinder. If the constraints at the bottom of the cylinder are removed, this swirling layer can be easily observed. Increasing the rate at which slurry is fed to the cyclone has no noticeable effect on the thickness of the swirling layer.
The air sparged hydrocyclone may be expected to exhibit a classifying action on hydrophilic particles based on size. To investigate this premise, a series of tests were conducted with the 5-cm unit with a slurry containing copper porphyry ore at about 10% solids by weight. No flotation reagents, other than frother (80 ppm), were added to the slurry prior to its being pumped to the cyclone, therefore, all particles could be considered hydrophilic.
Flotation of Copper Porphyry Ore
To date the air sparged hydrocyclone has been used to separate clean coal from ash and to recover copper from a typical western porphyry ore. In the case of coal cleaning, the gangue material is more dense than the valuable constituent and coal separation in an air sparged hydrocyclone can be attributed not only to the natural hydrophobicity of the coal but to its lower specific gravity as well.
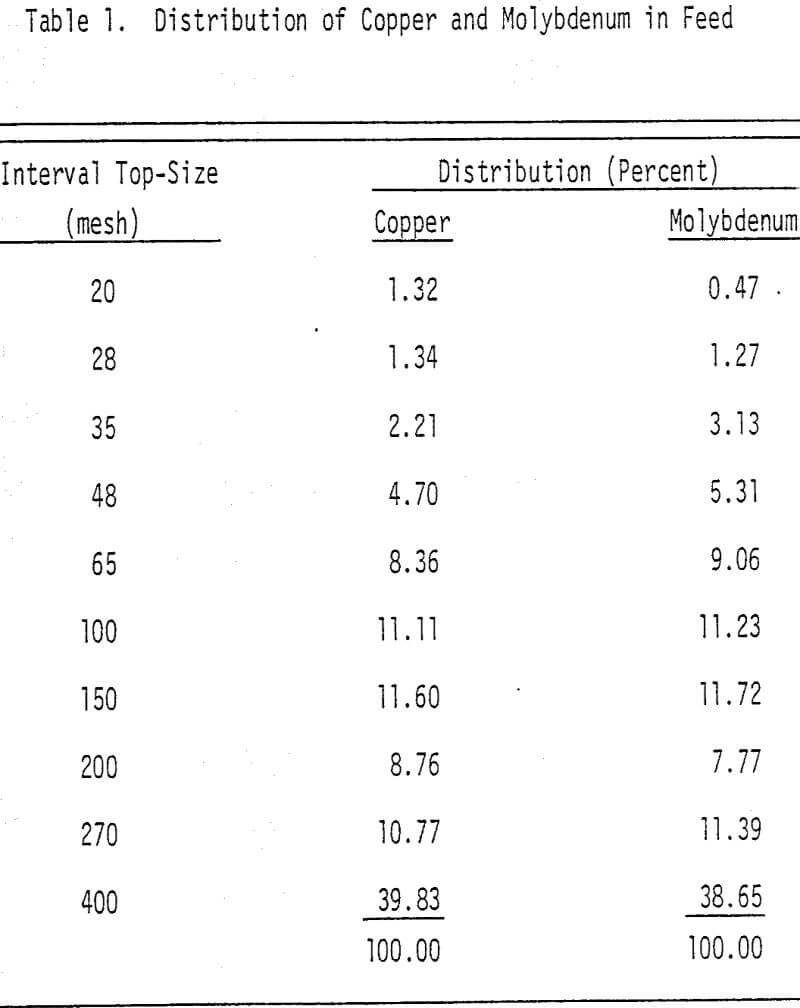
Ore slurry was obtained from a large domestic producer of primary copper. The slurry was retrieved from the industrial circuit after grinding and thickening but prior to the addition of flotation reagents. [Lime had been added during wet grinding.] The slurry, at about 46% solids, was stored in plastic-lined 30-gal drums to prevent oxidation.
Plant practice on this particular ore involves a bulk flotation of copper and molybdenum. Reagents used during bulk flotation, against which flotation in an air sparged hydrocyclone will be compared, include lime, cyanide, sodium dicresyl dithiophosphate and MIBC-cresylic acid frother. A bulk concentrate containing 18-20% copper and 0.5 to 1.0% molybdenite is obtained with recoveries of 80-85% for copper and about 70% for molydenite. At the time ore samples were obtained, however, molybdenum recovery was running about 30%.
The beneficial action of centrifugal force on the flotation of fine particles is further demonstrated, in which the recovery and grade of the -400 mesh particles is given as a function of slurry feed rate and estimated retention time. [Retention times in air sparged hydrocyclones have not yet been directly measured. The estimated retention time is calculated by dividing the volume of the cyclone by the volume flow rate of slurry and air. It is further assumed that the pressure within the cyclone is equal to ambient pressure so that air flow-rate is calculated from ambient pressure conditions.] Interestingly, both recovery and grade are enhanced as slurry feed rate is increased and estimated retention time is decreased. It is also noteworthy that in all tests, the estimated slurry retention time is less than one-half second.
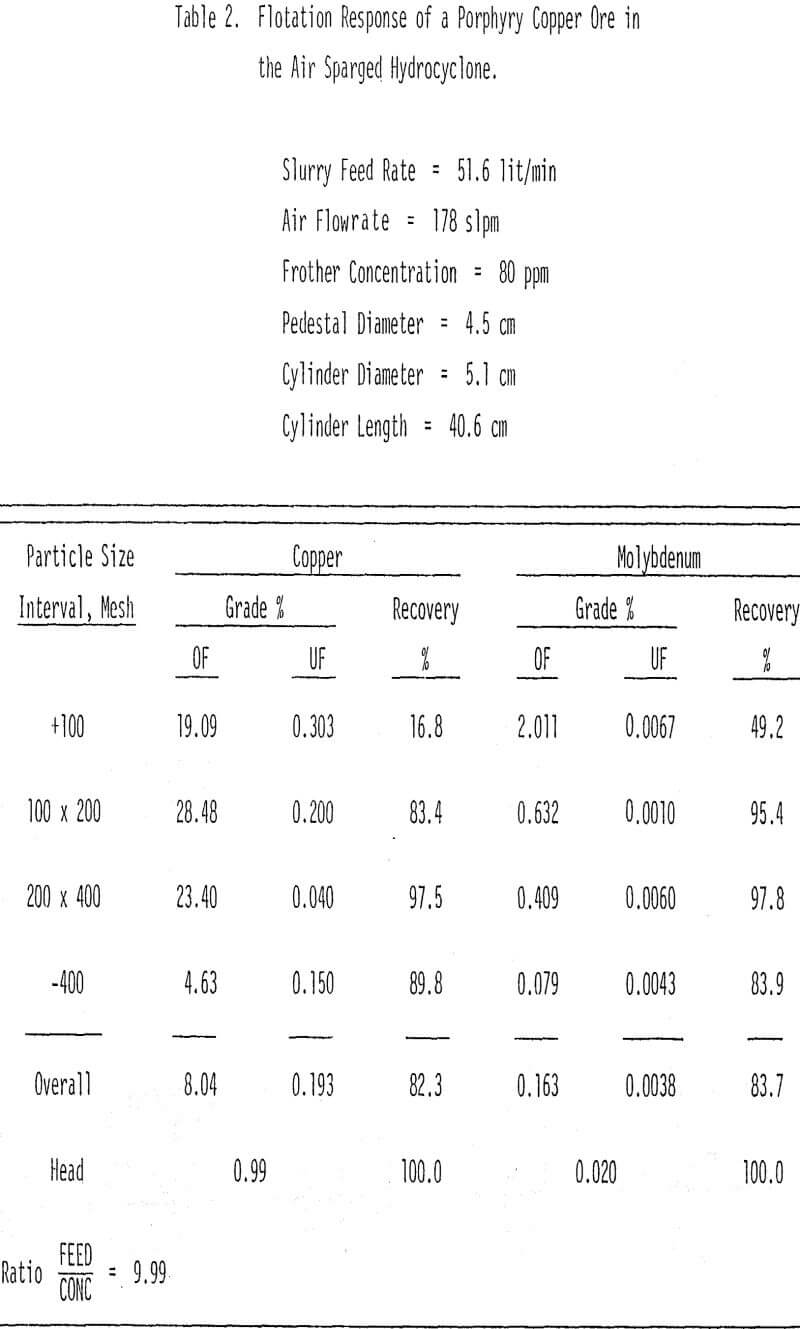
As shown, for this particular experiment, overall copper grade was 8 percent with an overall recovery of 82 percent while overall molybdenum grade was 0.2 percent with an 83 percent recovery. Copper recoveries for individual size fractions approached 100% and grades approached 30%; molybdenum recoveries also approached 100% and grades in excess of 2 percent were measured. Ninety percent of the initial feed material was rejected into the underflow. This was achieved with an estimated retention time of about 0.25 seconds. These data compare with plant results as follows:
- copper recovery is equivalent but grade is approximately, one-half that obtained in the plant;
- molybdenum recovery is improved over the plant average of 70% (with a significant improvement over the 30% recovery at which the plant was operating when slurry samples were obtained)
Discussion of Particle/Bubble Interaction
Three important aspects of the flotation process which determine the rate and the effectiveness of separation are:
Collision – particle impact with bubble
Attachment – film drainage and bubble rupture
Stability – strength of particle/bubble aggregate and transport to the froth phase
In a conventional flotation cell, separations frequently are limited by the probability of collision, particularly for the flotation of fine particles. This limitation reflects the nature of the conventional flotation cell in which particles and bubbles are in random motion and the rate of flotation is determined by the probability of random collisions.
The capture of a particle by a bubble can be thought of as occurring in a series of steps. In the collision stage, the trajectories of the particle and the bubble are such that the distance between them becomes quite small. When the gap between the particle and the bubble becomes sufficiently -small, the liquid in between forms a film.