
Table of Contents
Production pellets from each Minnesota taconite operation were obtained for baseline metallurgical testing. Concentrate from several of the operations was obtained for more intensive studies. Bench scale pellets were produced using a balling tire and a mini-pot pelletizing furnace. The mini-pot has a .1 ft² area and fires approximately 2000 gms of green balls in a batch. Pellets are evaluated using the following tests.
- Tumble (650 gm)
- Compression
- Porosity
- Low Temperature Disintegration – ISO 4696 (No H2)
- Free Swelling -ISO 4698
- Reducibility – ISO 4695
- High Temperature Reduction Test
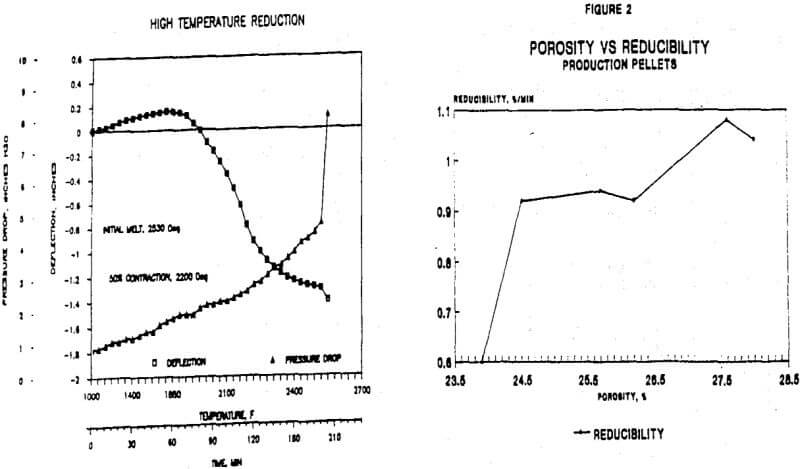
There is no standard softening/melting test, so the Pickands Mather procedure was designed to produce the most data at a moderate cost. The procedure consists of reducing a 2.2 inch column of pellets on a 2.25 inch diameter cylindrical sample holder. The apparatus is heated in a vertical electric furnace. The sample is loaded with a force of .5 Kg/cm². Column deflection and pressure drop are monitored throughout the test. The test is run until there is a sudden increase in deflection and pressure drop indicating initial melting. For each test, deflection and pressure drop are plotted against temperature. The 50% contraction temperature and initial melting temperature are reported. An example of a typical melting temperature plot is shown in Figure 1.
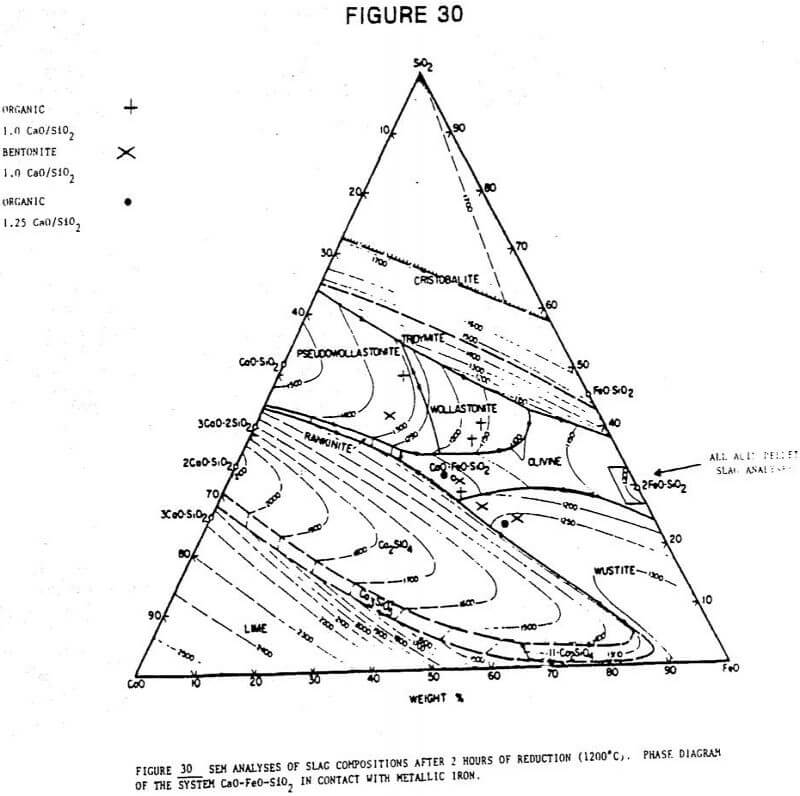
Selected pellet samples were studied in detail using interrupted high temperature tests. The test was aborted at 1 Hr, 2 Hr, 2.5 Hr and 30 degrees prior to meltdown, then cooled in nitrogen. Microscopic and SEM procedures were used to identify the minlogical distribution within the reduced pellet mass.
Production Pellet Comparison
Standard production pellets from the six operating Mesabi Range taconite plants were evaluated using standard physical and reduction tests, Table 1.
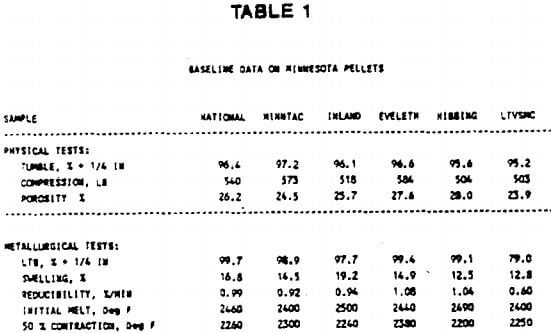
All but LTV Steel Mining Co. (LTVSMC) pellets have LTD survival rates of 97% or greater. The LTVSMC pellets are discharged from the furnaces hot, and experience quenching from belt protection water that reduces the LTD number. Swelling ranges from 12.5% to 19.2%, all less than the commonly accepted goal of 20% maximum. Reducibility varied from .60 to 1.08%/min. Figure 2 shows the relationship between porosity and reducibility. High porosity allows reducing gases to penetrate the pellet, resulting in high reduction rates. There is also a trend toward higher melting temperature with higher porosity.
Metallurgical Tests by Size
Hibbing Taconite production pellets were separated into the major screen fractions and evaluated, Table 2.
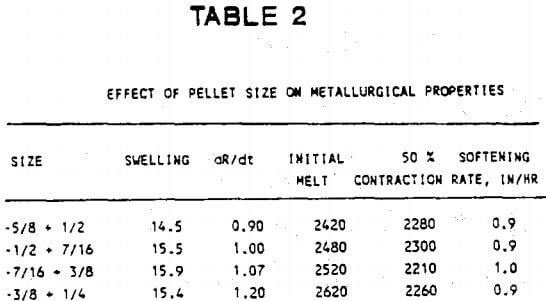
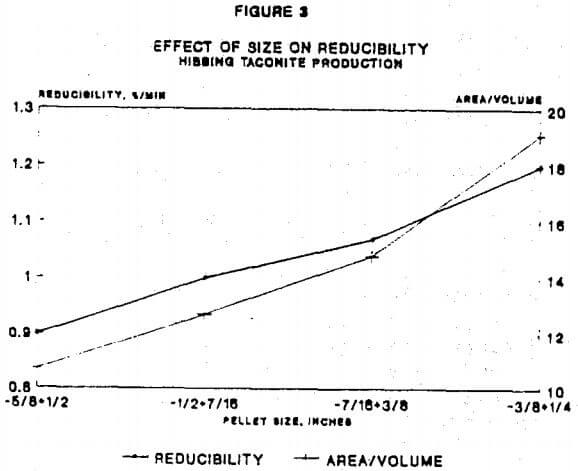
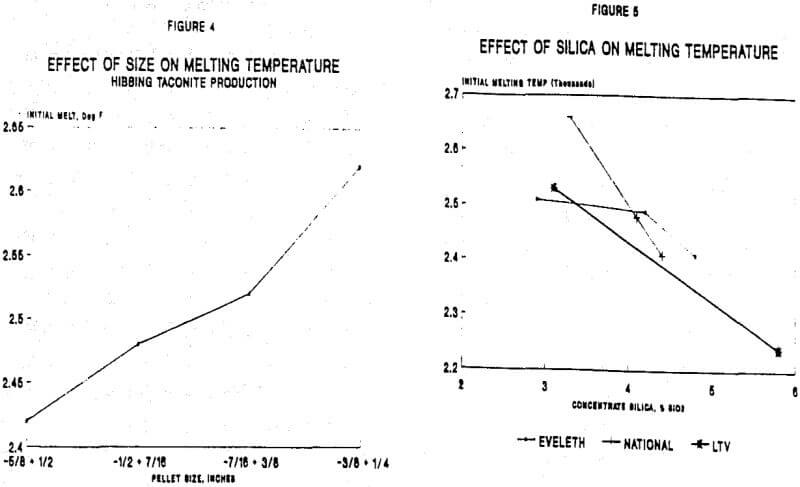
Pellet size had no affect on swelling, but reducibility increased as the pellets got smaller. Figure 3 shows a direct relationship between reducibility and a ratio of pellet area to volume. Melting temperature also increased with smaller pellets, Figure 4. It is believed that the increased melting temperature is due to the increased reducibility of the smaller pellets. With increased reducibility, the pellets pass through the FeO phase at a faster rate, reducing the chance of forming low melting temperature fayalite, that leads to plastic deformation and liquid formation before metallization is complete.
Bench Scale Pelletizing Tests
Pelletizing tests were conducted to determine the effects a number of variables had on metallurgical properties. The test results are presented in Tables 3 and 4. The individual test series are not all discussed in detail, but the most significant are as follows.
Effect of Silica
Eveleth, National and LTVSMC concentrates were beneficiated using flotation to produce reduced silica content. These concentrates were balled and pelletized using standard laboratory procedures, and evaluated for metallurgical properties. Pellet porosity was increased with reduced silica content. This is attributed to a reduction in slag volume to fill pellet pores. Metallurgical properties were also affected.
- Swelling increased
- Reducibility increased
- Melting Temperature increased
The increased swelling is a negative aspect of reduced silica, but increased reducibility and melting temperature are improvements. Not all concentrates respond the same way as indicated by the lower reducibility of LTVSMC pellets compared to the others at a specific silica level. This is believed to be due to the types of silicates present in the concentrate. The effect of silica on melting temperature is shown in Figure 5.
Bentonite Elimination
Hibbing Taconite acid and Inland fluxed pellets were produced with bentonite and organic binders. Hibbing Taconite balls were made with an Allied Colloids polyacrylamide and Inland with Peridur, a CMC based polymer. Figure 6 shows that physical quality is reduced when organic binders replace bentonite.
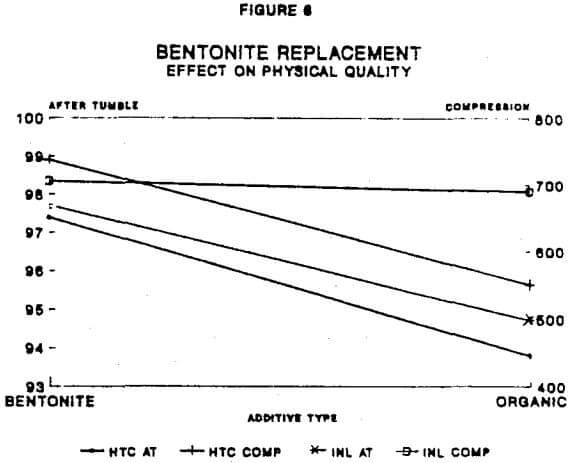
Laboratory and production tests show that magnetite balls made with organic binders oxidize faster than bentonite balls and the exothermic heat of oxidation may not be utilized as efficiently with standard firing cycles to produce peak strength. Organic binder pellets have higher porosity than bentonite pellets. Pellet strength could probably be increased with higher firing temperatures. As in the reduced silica series previously described,
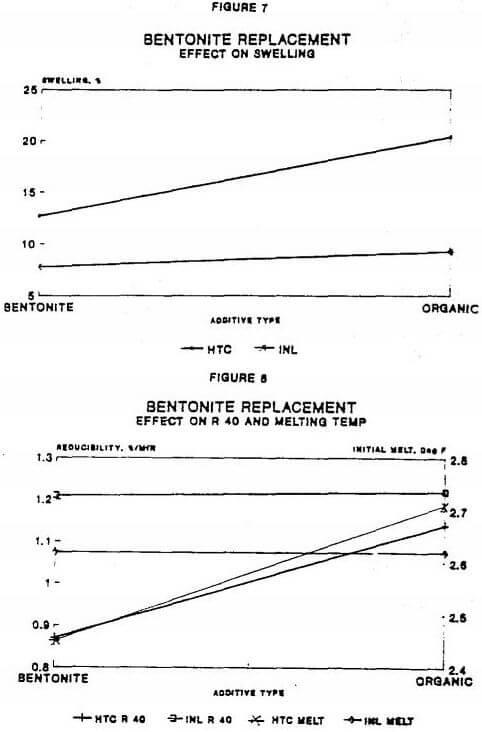
- Swelling increased, Figure 7
- Reducibility increased, Figure 8
- Melting Temperature increased
The acid pellets were affected to a greater extent than the fluxed pellets, relative to both physical and metallurgical properties.
Improved Organic Binder Pellets
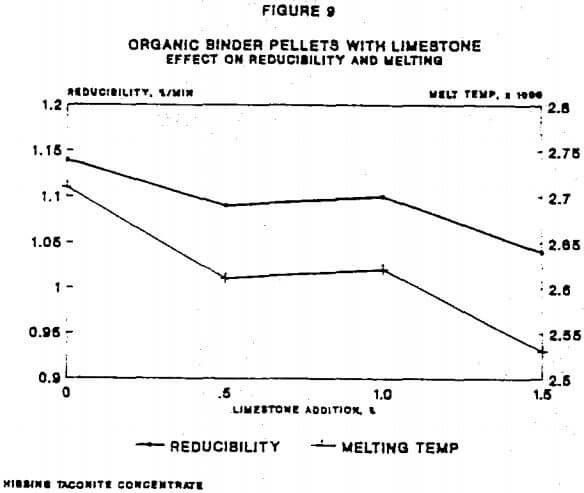
Hibbing Taconite pellets were made with an organic binder plus small amounts of limestone, to improve physical strength while retaining improvements in metallurgical properties with bentonite elimination. The addition of fluxstone may improve strength in two ways. It can slow the oxidation rate and increase slag bonding. With increased amounts of limestone, both compression and tumble quality increased. Swelling drops below 20% with .5 to 1.0% limestone, then increases with 1.5% limestone. Reducibility and melting temperature decrease with increased limestone addition, Figure 9. With organic binder and 1% limestone, physical quality is still slightly less than with bentonite, and metallurgical properties are significantly improved.
Increased Porosity Pellets
Studies were conducted with Hibbing Taconite concentrate to determine if increasing porosity with sawdust addition could lead to improved metallurgical properties. The sawdust did increase porosity but physical quality was reduced to unsatisfactory levels. By increasing the firing temperature, tumble and compression strength were increased, but there was no improvement in metallurgical properties.
Flux Addition Rate
Additions of fluxstone were made to Inland concentrate at rates ranging from 4.8 to 15.8% (.50 to 1.50 Ca0/SiO2). The fluxstone was a 50/50 mixture of dolomite and limestone. The balls were made with Peridur. The fluxstone had no consistent affect on tumble quality or compression. As shown in Figure 10, it did influence swelling. It was necessary to add enough fluxstone to produce a CaO/SiO2 of .75 or higher to ensure low swelling.
Making Fluxed Pellets
Installation of Roller Screens in Balling Circuits
The replacements of the original vibratory screens by roller screens in the balling circuits began in 1981 and finished in May 1985. This change created operational advantages among them :
a) Greater efficiency and capacity screen. The installed screens are designed for the process over 150 tons per hour while the capacity of those replaced were 120 tons per hour. The roller screens are more efficient in separating the low and top size around 6 to 8%, in addition to this they have a greater operational versatility.
b) The productivity of the Balling area increased and with it a better distribution of the green pellet and of the product, as it is appreciated in the Table 3.
c) The derivated problems of the humidity fluctuations of the filtrate cake had a few influence in the efficiency of the screens.
d) The installed electrical power was decreased in the Balling area.
Change of Additives
From the starting of Pellets Plant; hydrated lime as binder and CaO carrier was used to give the Pellets the self- fluxing characteristics. As a way of diversifying the supplies of raw materials after a program of studies and pilot and industrial tests, the partial replacement of hydrated lime for limestone was made since last Quarter of 1986, constituting a normal practice since then.
The adopted system to make additions limestone was by wet via, through milling and double thickness obtaining a previous excellent homogenization to the filtrate process of the mixture limestone-concentrate. The use of limestone did not produce alterations in the quality of the pellets product.
The use of limestone affected lightly the quality of green pellets and preheating and of course the efficiency of induration area. In order to solve this situation many measures were adopted :
a) increase of the Blaine Index of greenpellets by means of a better size distribution of the concentrate.
b) Variations in the operational conditions of the pelletizing discs.
c) Permanent cleaning of the grace plates through a mechanic cleaner.
d) Decreasing the height of transference of green pellets.
In addition to the use of limestone and hydraced lime, CMP has been working with mixtures of hydrated lime plus dolomite, limestone plus organic binders and limestone plus dolomite and organic binders in the production of pellets for Direct Reduction; the Table 4 shows the quality of the above mentioned green pellets.
In addition to the use of limestone and hvdrated lime, CMP has been working with mixtures of hydrated lime plus dolomite, limestone plus organic binders and limestone plus dolomite and organic binders in the production of pellets for Direct Reduction; the Table 4 shows the quality of the above mentioned additives. It has been used indistinctly organic binders which come from carboximetil cellulose and poliacrilamines.
In the Figure 6 it is shown the employed scheme for the use of the different additives, which it has obtained a great operational flexibility with respect to the diversity of products and additives possible to be used.
Coal Burning
In order to reduce the energy costs, CMP changed the fuel to indurate from Fuel Oil to Coal. The coal burning system installed is of direct type, it was designed and manufactured by Kobel Steel Ltd. Japan, and built by CMP. The system began its operation on April 5 1983 and from 12 of the same month, the pellets burning is done with 100% coal. The change of fuel showed that the quality of pellets did not suffer significative changes. In the Figure 7 it is shown the flowsheet of this system.
The modifications and mentioned improvements and others have carried to continuous improvements of the productivity and consumptions parameters just like it is appreciated in the Figure 8.
At present there is a project, which is next to be executed, that will allow the improvements of the caloric requirements to indurate the pellets.
|
 |