
Table of Contents
The lack of domestic reserves of rutile and high-grade ilmenites to accommodate the projected increased demand for TiO2 has prompted the Bureau of Mines to investigate methods for recovering titanium from lower grade deposits. In addition, rapid depletion of domestic high-grade iron ore deposits constitutes a growing problem. The United States is well endowed with a variety of titaniferous magnetite ores and lower grade ilmenites that are not presently being used. Practical and economical extraction of titanium and iron from these deposits requires improved reduction techniques, owing to the relatively high levels of TiO2 and contaminating constituents contained therein.
The research reported in this paper is consistent with four goals of the Bureau of Mines: (1) devising methods for wider use of abundant titaniferous deposits as substitutes for scarce rutile and high-grade ilmenites; (2) devising techniques for recovering titanium and iron values from lower grade deposits, thus converting resources to reserves; (3) devising a process that uses low-cost abundant domestic reductants; and (4) devising methods for recovering titanium in a slag emenable to further processing and for recovering iron suitable for steelmaking in a manner that maximizes efficiency and recovery rates. Additional objectives of this research include devising processes to permit total utilization of titaniferous materials and to decrease the dependence of the United States on foreign sources.
Samples from 18 domestic titaniferous deposits representing a wide variety of compositions, mineral provinces, and locations were selected for test work in a laboratory-scale electric-arc furnace. The test series was designed to determine the optimum (1) type of reductant (with emphasis on readily available lower grade or byproduct materials), (2) amount of reductant, (3) slag conditioner, (4) melting parameters, and (5) furnace lining for each of the materials received. Three of the samples required upgrading prior to melting. Results from this series of tests emphasized slag and metal chemistry. Larger quantities of materials that provided the most promising results on a laboratory scale, were melted in a larger furnace to obtain engineering data.
Titaniferous materials cannot be used extensively in blast furnaces owing to the formation of refractory titanium compounds and the undesirably high viscosity of the resultant slags. These materials usually have been processed in electric-arc furnaces with a carbonaceous reductant, since complete separation of titanium from iron is impossible by conventional ore dressing methods. Previous work on titaniferous materials at the Bureau of Mines involved submerged-arc smelting in a magnesite-lined furnace that produced pig iron suitable for steelmaking. A leached residue from the Iron Mountain deposit in Wyoming was melted with coke on a laboratory scale to produce an acceptable pig iron. Further work on the Iron Mountain material included laboratory scale melting experiments with limestone and melting prereduced material in a furnace lined with magnesia.
Ilmenite from the MacIntyre mine in New York was experimentally melted in a laboratory-scale electric-arc furnace with coke, limestone, and dolomite. High-titania slags required MgO and CaO for sufficient fluidity. On a a commercial scale, Quebec Iron and Titanium Corp. has been processing ilmenite from the Lake Tio deposits in an electric-arc furnace since 1950. Osaka Titanium Co., Ltd., in Japan also produces a high-titania slag from ilmenites in an electric-arc furnace.
The Bureau of Mines evaluated 18 domestic titaniferous materials with widely varying compositions, mineralogy, and physical properties in electric-arc furnaces. Techniques were devised to recover both the titanium and iron values contained in these materials so that the reliance of the United States on foreign sources of higher grade ilmenites and rutile might be decreased. Most of the tested titaniferous materials responded well to lower grade or byproduct reductants, such as bituminous coals, charcoal, and coke breeze. Sufficient slag fluidity was realized by maintaining from 8 to 12 wt-pct iron in the slags; no contaminating fluidizers were required. Fluid slags containing up to 79, 70, and 54 wt-pct TiO2 were realized from east coast ilmenites, a rock ilmenite, and a titaniferous magnetite ore, respectively. A carbon-lined furnace shell is recommended for minimum slag contamination. Good results also were obtained during extended submerged-arc furnace tests.
Experimental Work
Titaniferous Materials
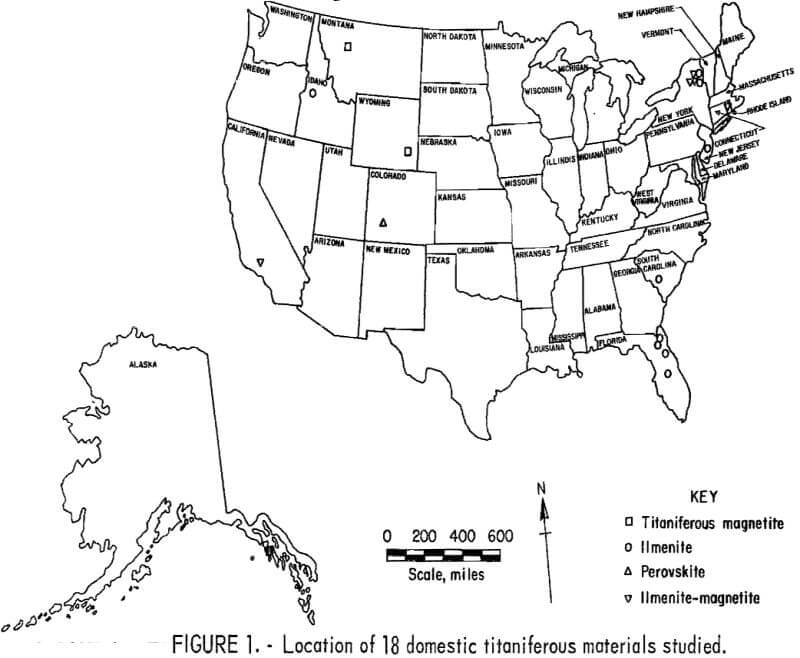
Domestic titaniferous deposits were surveyed with respect to accessibility, known size, ore chemistry, and amenability to processing. Fourteen deposits were selected for study in a small-scale furnace; the locations of these and of four deposits used in large-scale submerged-arc tests are indicated in figure 1. Eight materials, that had been beneficiated elsewhere, were received together with six ore samples. Three of the ore samples were beneficiated at the Albany (Oreg.) Research Center prior to pyrometallurgical evaluation. The three remaining ore samples were considered suitable for evaluation without beneficiation. All of the titaniferous materials were divided into four groups, based on the levels of TiO2 and total iron contained therein.
Group 1
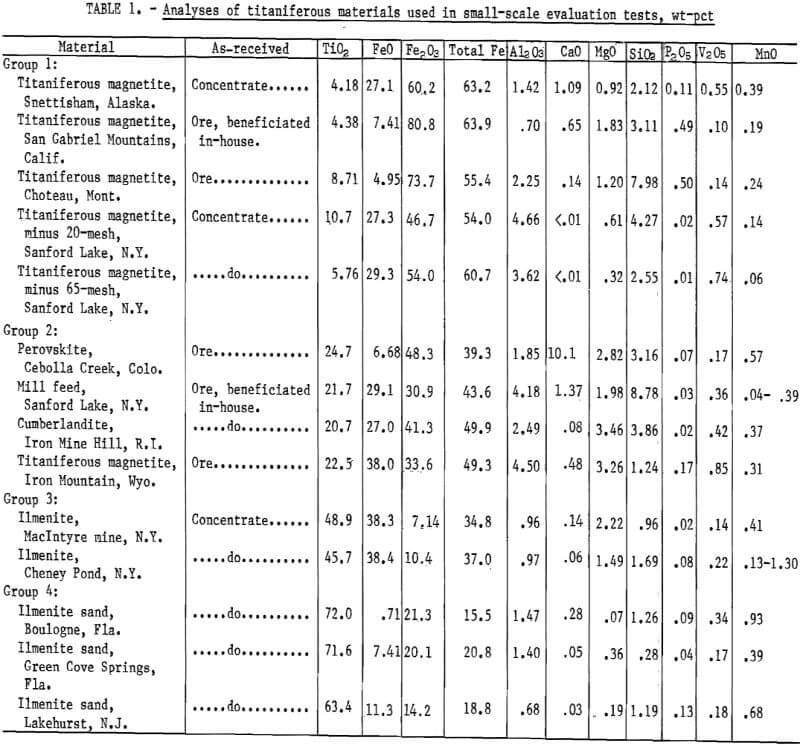
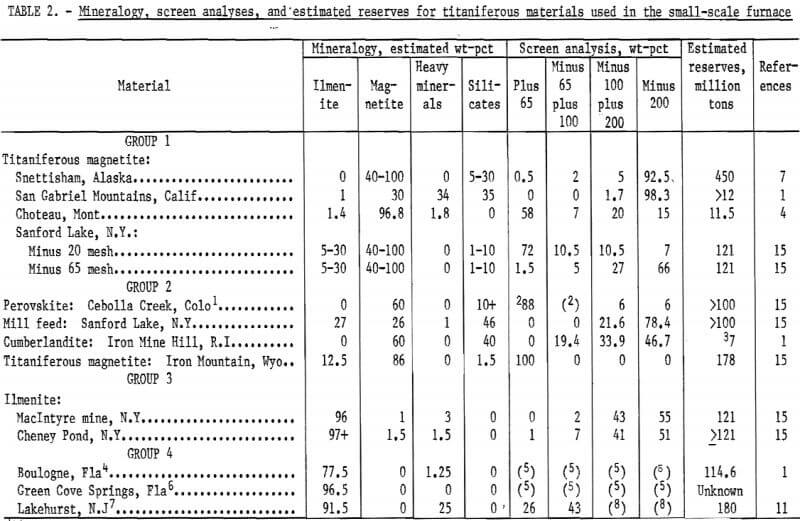
Titaniferous materials in the first group contained from 4 to 11 wt-pct TiO2 and from 54 to 64 wt-pct total iron. Chemical analyses for all of the titaniferous materials in group 1 are summarized in table 1. The mineralogy, screen analyses, and estimated extent of each deposit are indicated in table 2. Titaniferous iron ore from Shettisham, Alaska was crushed, ground, and separated magnetically prior to receipt. Titaniferous magnetite ore from the San Gabriel Mountains in California was subjected to low-intensity wet-magnetic separation using a three-drum separator to recover the magnetite concentrate at the Albany Research Center. The small amount of fine-grained ilmenite was not recoverable from the nonmagnetic tailing product. A titaniferous magnetite ore, obtained from the Choteau deposit in north-central Montana, was used in the pyrometallurgy tests without beneficiation. Two samples of a titaniferous magnetite concentrate at minus 20- and minus 66-mesh nominal grind, received from the MacIntyre mine in the Sanford Lake group located at the south end of the Adirondack anorthosite massif in northeastern New York, was crushed and ground in a closed circuit. Ilmenite-magnetite separation was accomplished by low-intensity wet-magnetic methods; the concentrated was dewatered and deslimed prior to receipt.
Group 2
A second group of ores and concentrates contained from 21 to 25 wt-pct TiO2 and from 39 to 50 wt-pct total iron. Material from the Cebolla Creek deposit in the White Earth mining district, located in west-central Colorado, consisted of a titaniferous magnetite intimately mixed with perovskite (CaTiO3). Some ferromagnesian silicates and a small amount of blotite, apatite, and calcite also were present in the ore. For the pyrometallurgical evaluation tests, the ore was used without beneficiation.
A sample of the titaniferous iron ore (ilmenite-magnetite), which is fed into the wet milling-concentration process at the MacIntyre mine in New York, was beneficiated at the Albany Research Center as part of another project. The mill feed was subject to low-intensity wet-magnetic separation to recover the magnetite. The ilmenite concentrate was recovered by tabling the non-magnetic tailings. The concentrate for the melting tests was a blend of both magnetite and ilmenite products.
A titaniferous iron ore was obtained from Iron Mine Hill in northeastern Rhode Island. This material consisted of a fine-grained ilmenite and magnetite intergrowth which is disseminated in a basic igneous rock called cumberlandite. The ore was beneficiated at the Albany Research Center by low-intensity wet-magnetic separation using a three-drum separator to recover the product.
Titaniferous magnetite ore from Iron Mountain in southeastern Wyoming also was obtained for pyrometallurgical evaluation. The ore consisted of fine intergrowths of ilmenite and magnetite with small amounts of chromium spinel, ferromagnesian silicates, quartz, mica, and limonite. Samples of unbeneficiated ore were tested. Pertinent analyses of the four samples comprising group 2 are presented in tables 1-2.
Group 3
As received concentrates in group 3 contained from 46 to 49 wt-pct TiO2 and from 33 to 37 wt-pct total iron. Both titaniferous materials consisted of ilmenite concentrates from the Sanford Lake area in northeastern New York; one sample was an ilmenite from the MacIntyre mine. The ilmenite-magnetite ore was crushed, ground in a closed circuit, and the ilmenite was separated from the magnetite by low-intensity wet-magnetic separation procedures; then it was gravity concentrated by tabling, dewatered, and completely dried. High-intensity magnets completed the separation of the ilmenite from the remaining gangue materials. The other sample was derived from the Cheney Pond ore body and consisted of ilmenite with a small amount of magnetite, as indicated in table 2. The ore was beneficiated in a similar manner. Analyses of both materials are given in tables 1-2.
Group 4
Ilmenite concentrates in group 4 contained from 58 to 72 wt-pct TiO2 and from 15 to 27 wt-pct total iron. An ilmenite sand deposit in northern Florida near the Georgia border provided the material for one of the samples.
The sand was mined near Boulogne, Fla., by the Humphreys Mining Co. The heavy mineral concentrate consisted of rounded to subrounded sand grains containing ilmenite and rutile, as indicated in table 2. A second ilmenite sand concentrate was obtained from the Titanium Enterprises operation at Green Cove Springs, Fla., which was closely sized and consisted of liberated, rounded sand grains. The third sample in this group was derived from an alluvial sand deposit near Lakehurst, N.J. owned by the American Smelting and Refining Co. (ASARCO). A wet mill equipped with Humphrey spirals produced a gravity concentrate that was dewatered and completely dried. The dry material was concentrated further by high-intensity electrostatic and magnetic separators prior to receipt. Analyses of these materials are given in tables 1-2.
Large Scale Tests
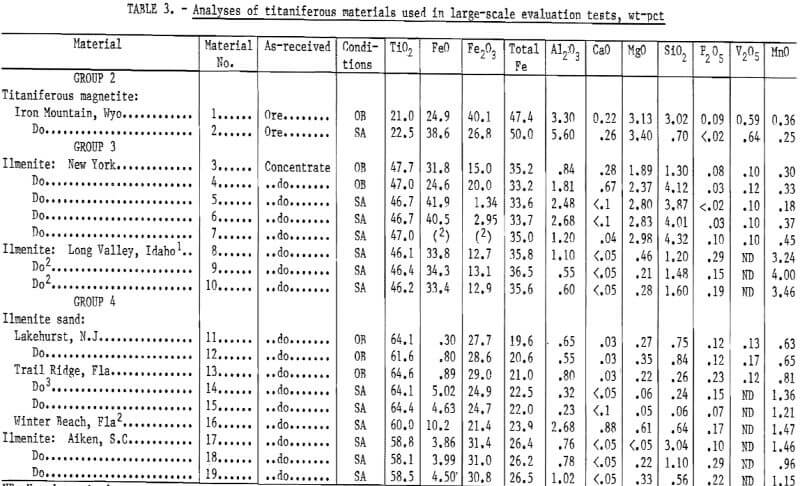
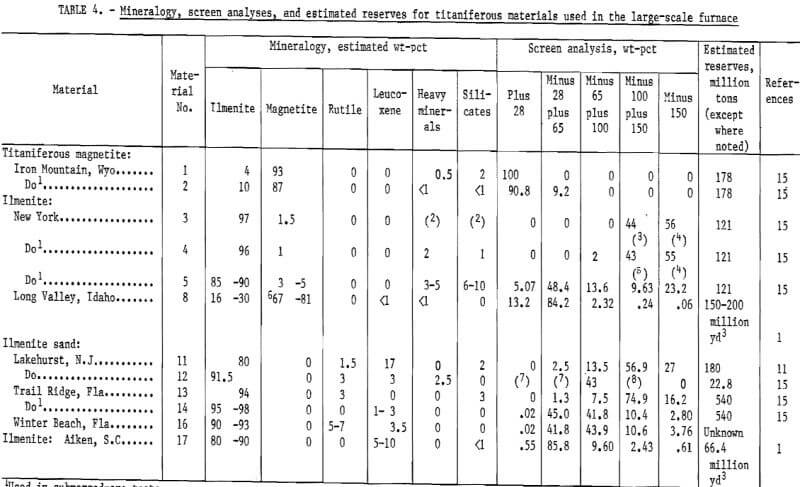
Of the 14 titaniferous materials evaluated in the small-scale tests, three were selected for further testing on a larger scale to obtain relevant engineering data. These materials included the ilmenite from New Jersey (group 4), the ilmenite from New York (group 3), and the titaniferous magnetite ore from Iron Mountain, Wyo. (group 2). The selection was based on the results of tests conducted in the small-scale furnace with respect to melting variables, slag quality, and metal composition. A few preliminary tests were conducted on a larger scale using other available titaniferous materials with compositions approximately the same as those of the New Jersey ilmenite. Analyses of all of the materials used in the larger scale melts are summarized in table 3, and mineralogical and size analyses are given in table 4.
The ilmenite from the MacIntyre mine in New York and the titaniferous magnetite from Wyoming also were used in the large-scale submerged-arc tests. Four additional domestic titaniferous materials were evaluated in this series of melts. The ilmenite from Idaho was derived from alluvial black sands dredged near Cascade, which was a byproduct from the operation of an electrostatic-electromagnetic plant designed from the concentration of monazite. Two additional ilmenites from Florida were used in the large-scale submerged-arc melting tests. One sample was derived from the Trail Ridge deposit near Starke, and the other from sands near Winter Beach; the beach sands were dredged and subsequently concentrated. The ilmenite from near Aiken, S.C., was obtained by dredging alluvial sands and concentrating these deposits. Analyses of these materials are also given in tables 3-4.
Reductants
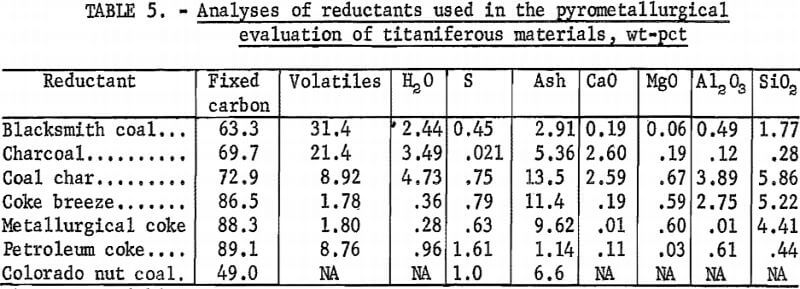
For the small-scale tests, six reductants were used. Blacksmith coal is a western bituminous lump coal. Coal char is a high-temperature carbonized, dried, and partially oxidized coal, and is considered a very reactive reductant. The same reductants were used in many of the larger scale tests conducted under open bath conditions. For the large-scale melts using submerged-arc operations, wood waste (wood chips or hogged fuel, a mixture of wood chips, splinters, and sawdust), coke, or coal were used as reductants. The fixed carbon of dry wood averaged 22 wt-pct, the coke contained from 72 to 79 wt-pct fixed carbon, 19 to 25 wt-pct ash, and 0.4 to 0.6 wt-pct sulfur. Colorado nut coal was a prepared bituminous coal which was sized to 2.06 cm (0.81 inch) by 4.13 cm (1.63 inches). Analyses of the reductants are presented in table 5.
Fluidizers
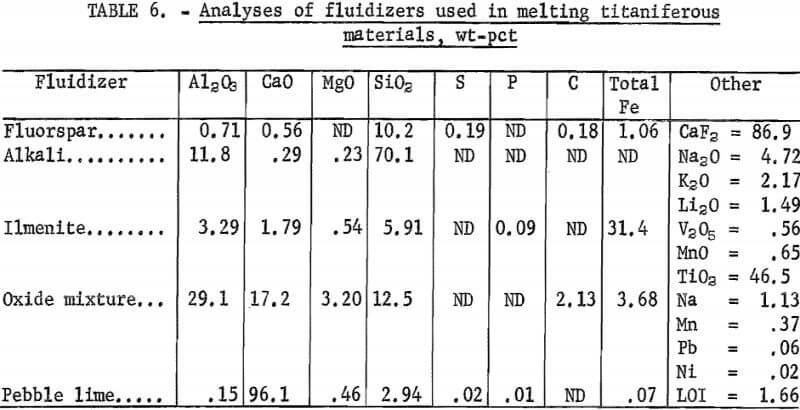
In the small-scale tests, five commercial conditioners were used in attempts to provide sufficiently fluid slags to enhance the reduction reactions, to provide smoother melting operations, and to improve tapping conditions. Analyses of the fluidizers used are summarized in table 6. The same conditioners were used in many of the large-scale tests using open bath operations. No fluidizers were employed in the large-scale submerged-arc tests.
Equipment
A 23-kg (50-lb) furnace, powered by a 50-kva single-phase transformer, was used for the preliminary laboratory-scale tests. The furnace was equipped with either a magnesite or a hot-ram carbon-lined shell with an inside diameter of 30 cm (12 inches). The submerged-arc tests were performed in a stationary pit-type (ESA) furnace with 10 cm (4 inches) diameter electrodes in a delta configuration with a nominal capacity of 0.9 metric ton (1 ton). The furnace was powered by a 1,000-kva three-phase transformer and was equipped with conventional automatic controls. The hearth was lined with 22.5 cm (9 inches) thick magnesite bricks placed on end. The bottom three courses of sidewall were also magnesite brick, and the remainder of the sidewall was lined with carbon brick. The inside diameter of the shell was 80 cm (32 inches) when Idaho Ilmenite was melted. For the other materials, the inside diameter was increased to 112 cm (45 inches) to minimize refractory damage. For all of the materials except the Idaho ilmenite, the furnace shell was lined entirely with magnesite brick.
The large-scale open bath tests were performed in the same type of furnace as were the submerged-arc tests. However, the carbon-lined shell was used to decrease possible slag contamination.
Melting Techniques
In the submerged-arc tests, the furnace was preheated by arcing on a bed of coke for several hours. Then the remaining coke was removed, and 227 kg (500 lb) of pigs from the magnetic fraction of the products from previous tests were melted. Subsequently, coke, wood chips, and ilmenite were added in the proper proportions and amounts to fill the furnace to a depth of 0.61 to 0.91 m (2 to 3 feet) of loose charge which formed an insulating blanket over the molten bath. At regular time intervals, depending on the melting rate, the slag was tapped from the upper taphole. Usually several slag taps were made between metal taps; when metal appeared in the slag tap, a metal tap immediately followed.
In the small-scale and open bath large-scale furnace tests, approximately 15 pct of the charge was added initially, and subsequently melted, then the remainder of the charge was added continuously. To start the small furnace tests, the electrodes were moved together until an arc was initiated, and then they were moved apart when a molten pool was formed. However, the larger furnace was started with scrap or pig iron placed on top of the initial charge of nonconductive material because the electrodes could not be tilted.
The small-scale furnace tests were generally operated using a current of 900 amp at 60 volts, giving a power input of approximately 56 kw. The larger furnace tests were conducted at approximately 2,400 amp at 100 volts, giving a power input of approximately 400 kw.
Results
Small Scale Tests
Fourteen domestic titaniferous materials were evaluated to determine those most amenable to economical processing in an electric-arc furnace and to determine optimum melting variables including (1) furnace shell composition, (2) type of reductant, (3) amount of reductant, and (4) slag conditioner. The tests were conducted in a small 23-kg (50-lb) furnace that permitted the determination of (1) metal and slag chemistry, (2) metal yield, (3) slag to metal ratio, and (4) slag fluidity. No reliable engineering data such as energy consumption, electrode consumption, power input, electrical characteristics (amperage, voltage, power factor), and current density could be determined in the small furnace. These data are critical for the determination of the efficiency and economy of the process. The amount of materials and time available were insufficient to evaluate each of the input variables separately. Accordingly, selected tests were conducted using combinations of variables that were believed to yield the most satisfactory results based on equilibrium calculations and available literature data.
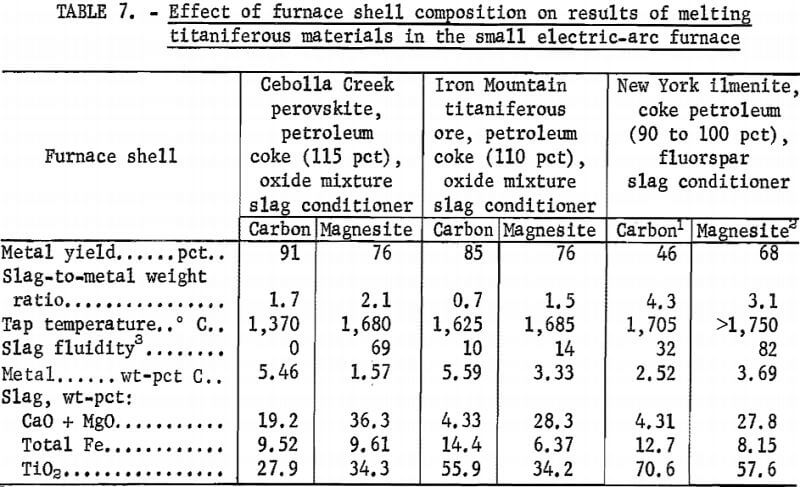
The effect of furnace shell composition on the aforementioned dependent variables for three different titaniferous materials with widely varying compositions is shown in table 7. The metal yield, which is inversely proportional to the slag-to-metal ratio, is directly related to the degree of reduction. For the two materials in group 2 (table 1), the amount of reduction is greater in the carbon-lined furnace shell. For the New York ilmenite (group 3), the magnesite-lined shell provided the greater degree of reduction. Sulfur and phosphorus levels in the metal were generally high regardless of furnace shell composition. Materials melted in the carbon-lined furnace generally provided higher slag quality than those processed in the magnesite-lined furnace, particularly with respect to the lime and magnesia content. Accordingly, most tests were conducted in a carbon-lined furnace shell to provide optimum slag quality. In all tests the titanium content of the metal was insignificant.
Ilmenite Sand, Lakehurst, N.J.
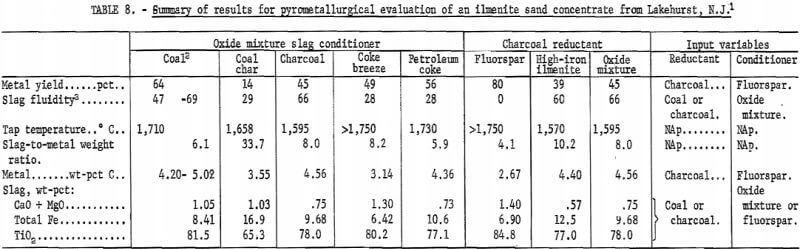
Results from tests using an ilmenite sand concentrate from Lakehurst, N.J., are summarized in table 8, Blacksmith coal and charcoal provided the most satisfactory overall results among the reductants tested, using the oxide mixture as a slag conditioner. Although sulphur levels in the metal were acceptable, the phosphorus contents ranged from 0.3 to 0.4 wt-pct. Minimal differences as the function of the reductant used were noted when the bath was fluidized with another ilmenite containing more iron. Except for the effect on slag fluidity, charcoal was a better reductant than petroleum coke when the slag was conditioned with fluorspar. Three fluidizers were tested with the charcoal reductant and the results are given in table 8. The oxide mixture conditioned the slag most satisfactorily, although the metal yield was lower than that from the test in which fluorspar was used. When petroleum coke was used, the high-iron ilmenite provided the most fluid slag. On the basis of 15 tests, the preferred reductants and slag conditioners for metal yield, slag fluidity, and metal and slag quality are indicated in table 8, Charcoal is the overall reductant of choice, and fluorspar is the preferred slag fluidizer.
Ilmenite Sand, Green Cove Springs, Fla.
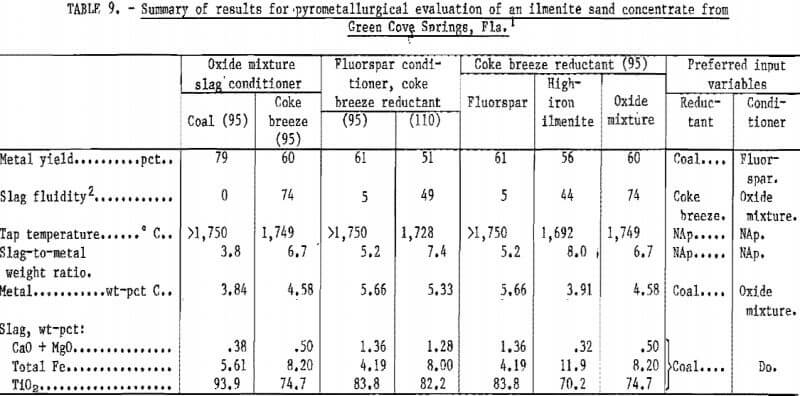
For an ilmenite sand concentrate from Green Cove Springs, Fla., the use of blacksmith coal provided a slag containing nearly 94 wt-pct TiO2, with very little other oxide contamination, as shown in table 9; this slag, however, was viscous. Generally, 95 pct of the stoichiometric carbon requirement was sufficient to produce a high-titania slag when fluorspar was used as a conditioner. When the oxide mixture was used as a slag conditioner, the best fluidity was realized. Sulfur and phosphorus levels in the metal were similar to those obtained from the ilmenite from New Jersey. A still more fluid slag was realized when scrap was added to initiate the melts; however, this technique resulted in inferior metal quality, yield, and slag quality. Blacksmith coal was the reductant preferred over coke breeze, on the basis of 10 experimental melts.
Ilmenite Sand, Boulogne, Fla
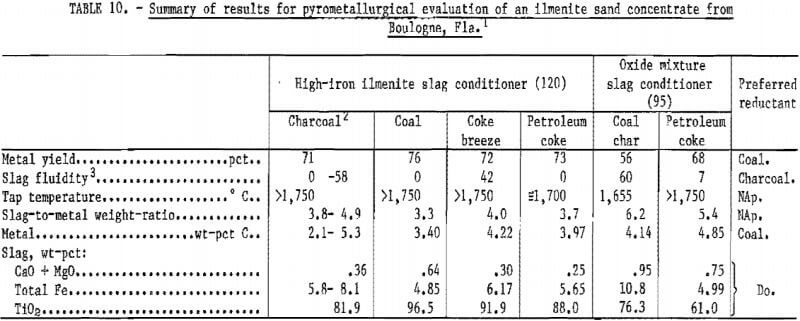
Tests involving ilmenite sand from Boulogne, Fla., included shredded automobile scrap in the initial charge to provide a suitable pool of metal for subsequent charging, and to improve the melting operation. The material was difficult to melt owing to its apparent high resistivity. As noted in table 10, very high tap temperatures were required to obtain sufficient slag fluidity. Generally, blacksmith coal provided the most satisfactory results, although the slag remained viscous when a high-iron ilmenite was used for fluidization.
Ilmenite, Cheney Pond Mine, N.Y.
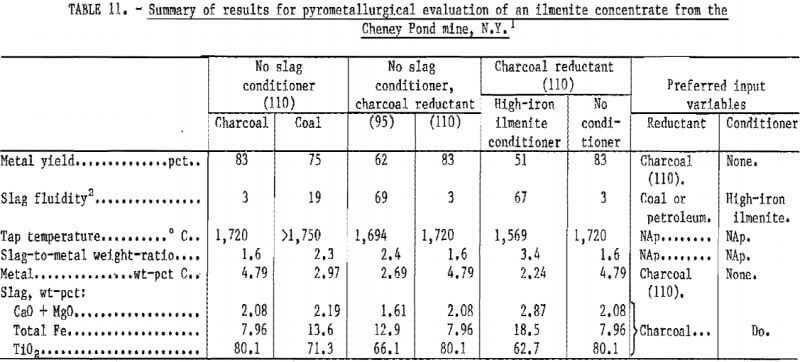
An ilmenite concentrate from the Tahawas district in New York was tested with all of the reductants listed in table 5 except metallurgical coke. Charcoal yielded the most satisfactory results. Optimum slag fluidity was obtained when less reductant was used, but metal and slag quality were inferior. The same was true when the high-iron ilmenite was used as a fluidizer. The data (table 11) show that optimum results represent a compromise between slag fluidity and the remaining relevant variables for this material.
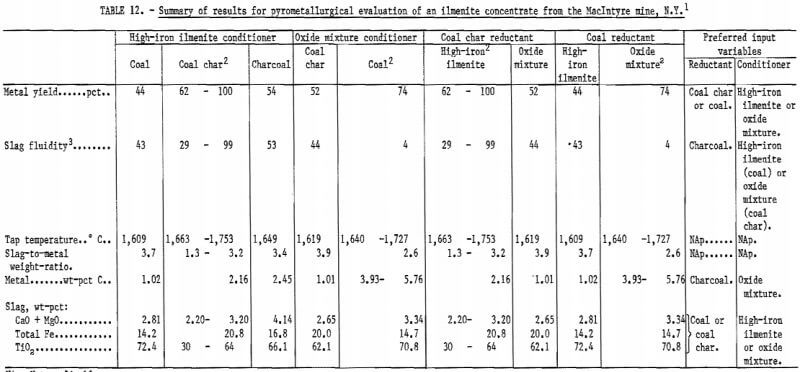
Ilmenite, MacIntyre Mine, N.Y.
Another ilmenite concentrate from the Tahawas mining district in New York was subjected to a number of tests in the laboratory furnace. Optimum melting parameters were closely interrelated. For example, coal char was the reductant of choice (except for slag quality) when the high-iron ilmenite was used as a slag fluidizer. However, when the oxide mixture was used as a slag conditioner, blacksmith coal provided the most favorable overall parameters, as shown in table 12. These interrelations are indicated in table 12 with respect to the preferred input parameters. Despite the addition of considerable carbon, the iron content of all of the slags generated from this material remained relatively high.
Note.—Numbers in parentheses refer to percent of stoichiometric carbon requirement used.
Note.—Numbers in parentheses refer to percent of stoichiometric carbon requirements used.
Note.—Numbers in parentheses refer to percent of stoichiometric carbon requirements used.
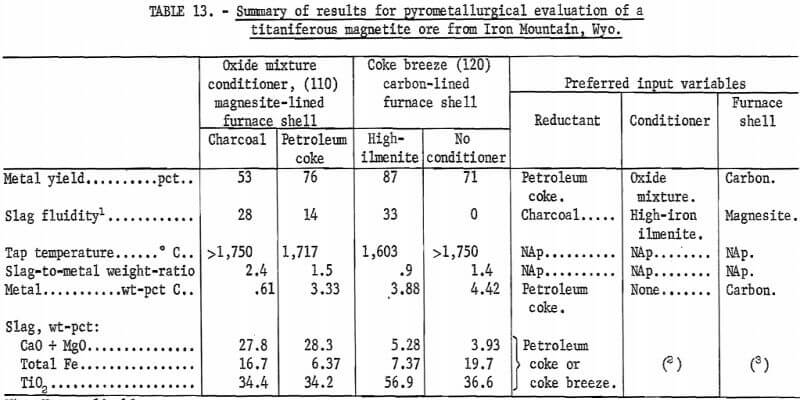
Titaniferous Magnetite Ore, Iron Mountain, Wyo
Four reductants and three slag conditioners were used in a series of tests to evaluate optimum melting parameters for use with a titaniferous magnetite ore from Iron Mountain, Wyo. As noted from the data given in table 13, a considerable excess of stoichiometric carbon requirement was necessary for sufficient reduction. Coke breeze was the overall preferred reductant. The high-iron ilmenite slag conditioner provided the most fluid slag, although this parameter was generally low for the material. The result reflects the relatively large amount of reductant required to produce acceptable titania-containing slag.
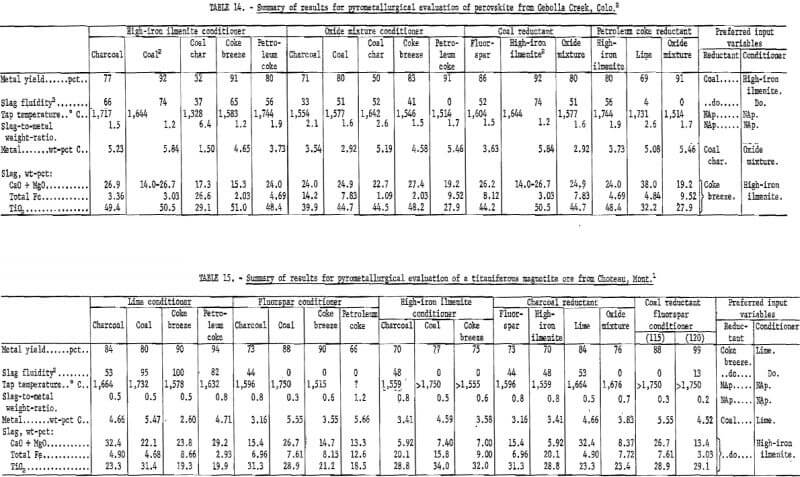
Perovskite, Cebolla Creek, Colo.
One sample of perovskite (CaTiO2) from Cebolla Creek, Colo., was included in the domestic titaniferous materials selected for study. All of the slags derived from melting this perovskite contained large amounts of CaO, owing to the high content of lime present in the ore, as demonstrated in table 14. Of the amount of CaO + MgO reported in table 14, 70 to 80 pct is present as CaO. An efficient means of eliminating this impurity from these slags would be required prior to chlorination. The blacksmith coal reductant yielded the most satisfactory overall results for melting this perovskite. Addition of an ilmenite containing considerable iron improved slag fluidity.
Cumberlandite, Iron Mine Hill, R.I.
The beneficiated ore from Iron Mine Hill, R.I., could not be melted satisfactorily in the unreduced condition with blacksmith coal. It was extremely difficult to maintain a molten pool and no slag could be tapped from the furnace at extreme temperatures (over 1,800° C). The melts typically were erratic and difficult to control; evidently, the resistivity of the slag was sufficiently high to prevent the arc from melting the material. Arcing tended to occur primarily to the sides of the furnace. However, metal yields were comparable to those obtained in tests with other materials. A small amount of remaining cumberlandite was prereduced with coal char in a small induction furnace. The product was 77 pct metallized. This material melted readily in a smooth operation with nearly 68 pct of the slag tapped out of the furnace and a metal yield of 94 pct.
Mill Feed, Sanford Lake, N.Y.
The titaniferous material from Sanford Lake, N.Y., was beneficiated prior to tests conducted in the laboratory-scale furnace. Four reductants were used (charcoal, blacksmith coal, coal char, and coke breeze). A molten pool was obtained relatively smoothly in each test but no slag was tapped from the furnace at temperatures over 1,800° C. Neither fluorspar, the high-iron ilmenite, nor the oxide mixture fluidized the slag adequately.
Titaniferous Magnetite, Choteau, Mont.
Results of tests involving a titaniferous magnetite ore from Choteau, Mont., are summarized in table 15. This material contained relatively little TiO2 (table 1), therefore, its use as a source for TiO2 after processing is limited. Accordingly, lime was evaluated as a slag conditioner. As the data in table 15 demonstrate, lime additions provided the most satisfactory slag fluidization, regardless of the reductant used (charcoal, blacksmith coal, coke breeze, and petroleum coke). Optimum slag compositions from this ore were obtained using the high-iron ilmenite as a conditioner. Among the reductants used, blacksmith coal provided the best overall results, followed by coke breeze, charcoal, and petroleum coke, in that order. Use of 120 pct of the stoichiometric carbon requirement as coal provided a better yield than when only 115 pct was employed, as shown in table 15. Metal slag quality also were improved.
Titaniferous Magnetite, Snettisham, Alaska
A small amount of titaniferous magnetite from Snettisham, Alaska, was available for testing on a laboratory scale. A maximum of 25 wt-pct TiO2 was obtained in the slag when coal char was used at 115 pct of the stoichiometric carbon requirements with the fluorspar slag conditioner. Maximum metal yield and slag fluidity also were achieved with these input parameters. Blacksmith coal (with fluorspar), charcoal (with the oxide mixture), and coke breeze (with no conditioner) yielded significantly inferior melting parameters and products.
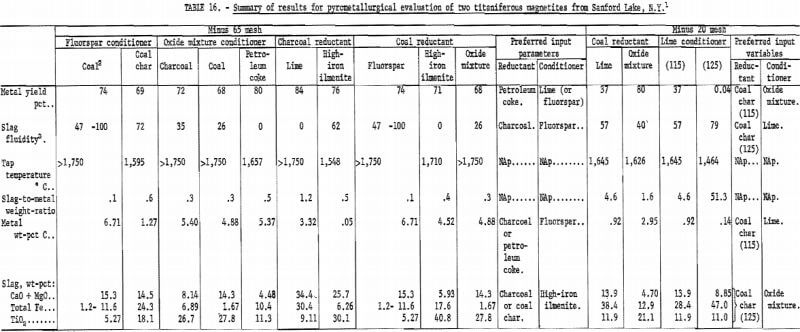
Titaniferous Magnetites
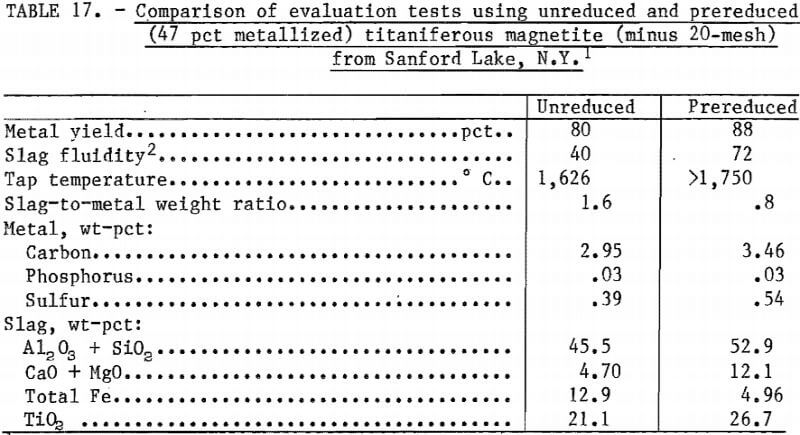
Two lots of titaniferous magnetite concentrates were received from the Sanford Lake area in New York. One lot was ground to pass a 20-mesh screen and the other was sized to pass a 65-mesh screen. A summary of the results is given in table 16. For the minus 65-mesh material, charcoal and blacksmith coal provided the most satisfactory overall results, when fluorspar or the high-iron ilmenite was used as a slag conditioner. The oxide mixture and coal char were the preferred fluidizer and reductant, respectively, with respect to all results for the minus 20-mesh material. Therefore, variations in particle size have a marked influence on the input parameters. A few tests were conducted using the minus 20-mesh material after it had been prereduced. A comparison of two tests that used unreduced and prereduced titaniferous magnetites is summarized in table 17.
Titaniferous Magnetite, San Gabriel Mountains, Calif.
Three tests were conducted on a beneficiated ore from the San Gabriel Mountains in California. This material was difficult to melt in the unreduced state, no slag was tapped from the furnace and extremely high temperatures were necessary to maintain a molten pool. Prereduction improved the melting operation and resulted in 95 to 99 pct metal yields, with all of the slag tapped from the furnace. In all cases, the slags would be regarded as waste products.
Large-Scale Open-Bath Tests
Selection of Materials
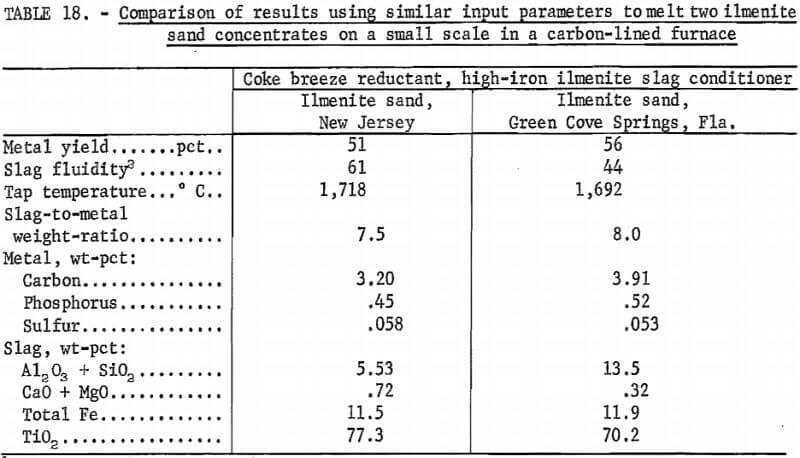
The selection of three materials from the 14 ores and concentrates was based on a comparison of the melting operations and results from the small-scale tests within each group (table 1). No material from group 1 was chosen, owing to the low quality of slags obtained and the difficulty in melting some of the titaniferous materials in this group. Among the three materials comprising group 4, the ilmenite sand from New Jersey provided the most satisfactory melting conditions on a small scale. Tests involving the remaining two materials (1) were difficult to initiate, (2) a molten pool could not be maintained readily, (3) the arc was generally unstable, (4) the slag viscosity was excessive with resulting eruptions, and (5) scrap additions were required to ameliorate many of these problems. A comparison of the melting results from two tests involving the ilmenite sands from New Jersey and Green Cove Springs, Fla., using the same reductant and slag conditioner is given in table 18. Generally, the New Jersey ilmenite sand provided better results; accordingly, this material was chosen from among those in group 4 for large-scale open-bath tests.
Compositional differences were insignificant among the two materials tested in group 3 (table 1). This is reflected in the similar results obtained from melting the two concentrates. Acceptable slags and metal were realized from both materials. Since fewer experimental melting tests have been conducted on the material from the Cheney Pond mine in New York, the concentrate was chosen for large-scale open-bath tests.
Among the four domestic titaniferous materials represented in group 2, the beneficiated ores from Rhode Island and California could not be melted satisfactorily in the small-scale furnace in the unreduced condition. Although the perovskite from Colorado could be melted, the slags were not acceptable for further chlorination, owing to the high levels of CaO. Therefore, the Iron Mountain titaniferous magnetite ore from Wyoming was selected for further testing on a large scale under open bath conditions.
Ilmenite Sand, Lakehurst, N.J.
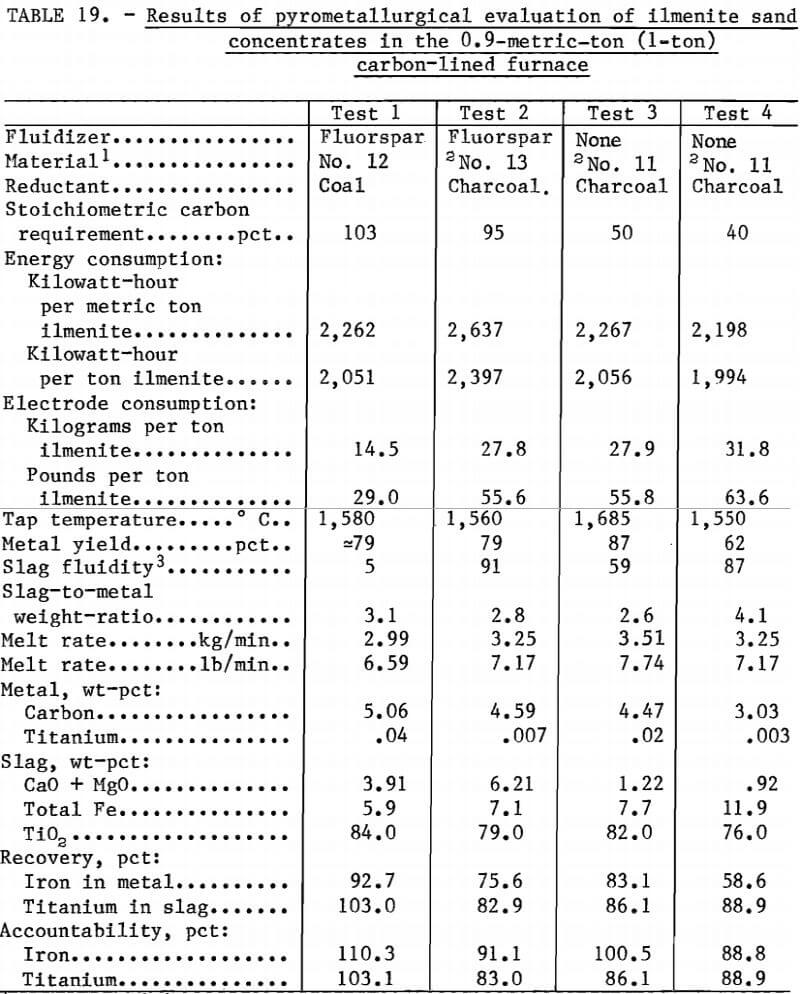
Pour tests were conducted in the 0.9-metric-ton (1-ton) carbon-lined stationary furnace on the ilmenite sand concentrate from New Jersey (No. 11 and 12, tables 3-4), as well as on an ilmenite sand concentrate from Florida with an equivalent chemical and mineralogical composition (No. 13, tables 3-4). In the first test, 110 pct of the stoichiometric carbon requirement was added as a bituminous coal. During this test, overreduction caused the slag to become thick, and fluorspar (2.5 wt-pct) was required to provide some fluidity. Pertinent results from this test are summarized in table 19. In the remaining melts, 45 kg (100 lb) of pig iron, derived from previous tests, was used to initiate the melt prior to the continuous feeding step. Owing to this technique, an easier start was realized. Charcoal was used as the reductant in these tests. In one test, 4.8 wt-pct fluorspar fluidized the slag satisfactorily so that metal-slag separation was significantly improved. However, this technique contaminated the slag (table 19). Therefore , in the final two tests , no fluorspar was added, but sufficient slag fluidity was realized by adding only enough reductant to maintain from 8 to 12 wt-pct total iron in the slag (table 19). In tests using lower amounts of carbon, no excessive erosion of the furnace lining was noted.
Ilmenite, Cheney Pond Mine, N.Y.
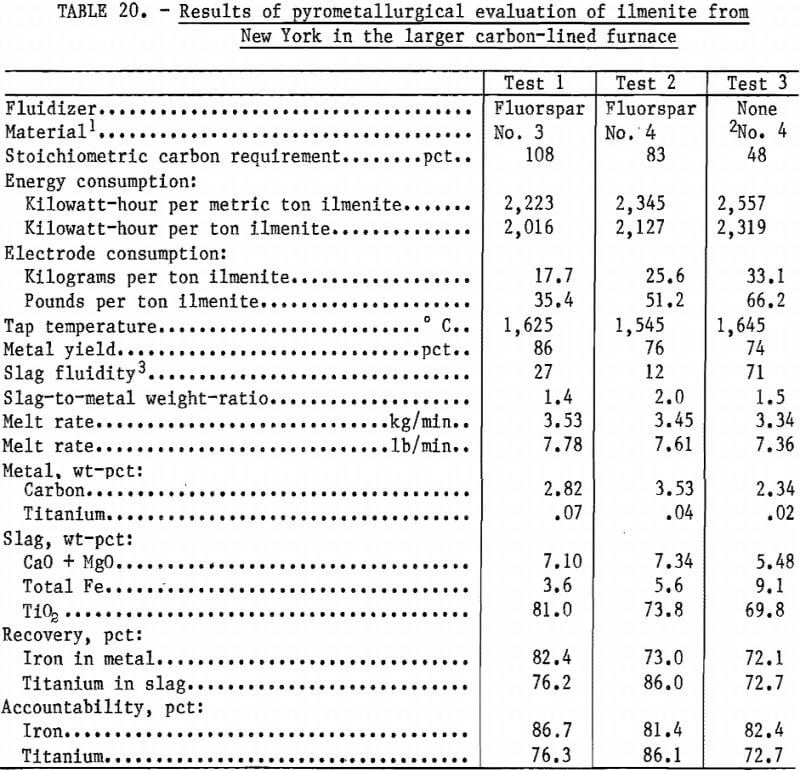
Based on results from the laboratory-scale tests, charcoal was used as a reductant in three tests in the carbon-lined furnace involving an ilmenite from the Cheney Pond mine in New York. Again, fluorspar was used to fluidize the slag. However, the most fluid slag was obtained when nearly 10 wt-pct iron was contained therein. This was accomplished by decreasing the amount of reductant added (table 20). Less slag contamination was realized in the latter case.
Titaniferous Magnetite Ore
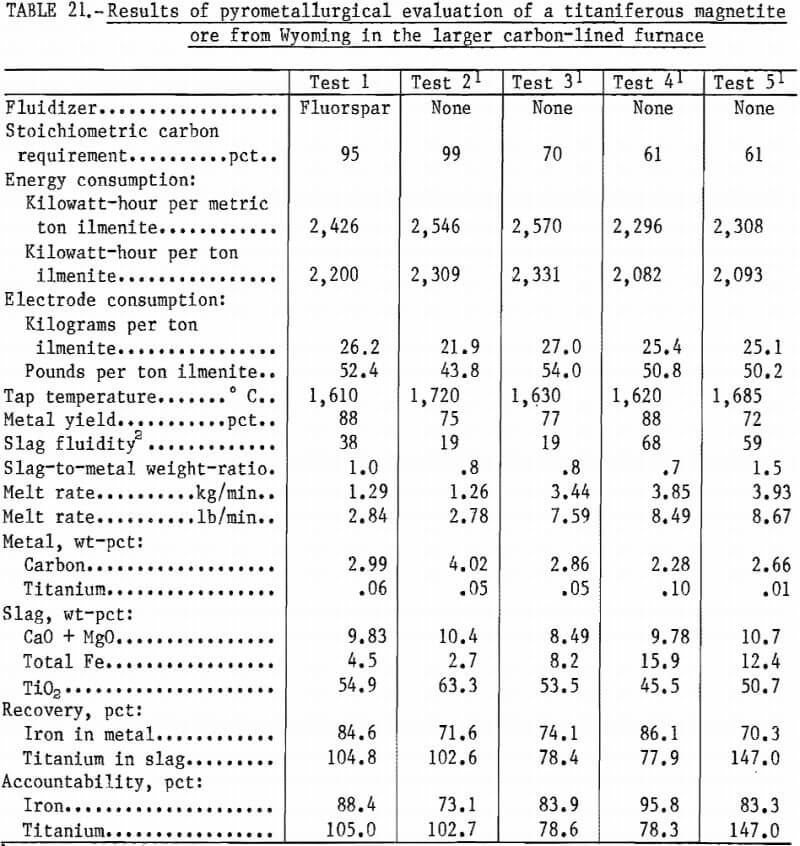
On the basis of the results from the small-scale tests, coke breeze was used in all of the melts in the 0.9-metric ton (1-ton) carbon-lined furnace involving a titaniferous magnetite ore from Iron Mountain, Wyo. (material No. 1, tables 3-4). Although the use of fluorspar Improved slag fluidity (table 21), the most satisfactory method for obtaining maximum slag fluidity involved the addition of substoichiometric amounts of reductant to maintain approximately 10 wt-pct total iron in the slag.
Continuous Large Scale Submerged Arc Tests
Titaniferous Magnetite Ore
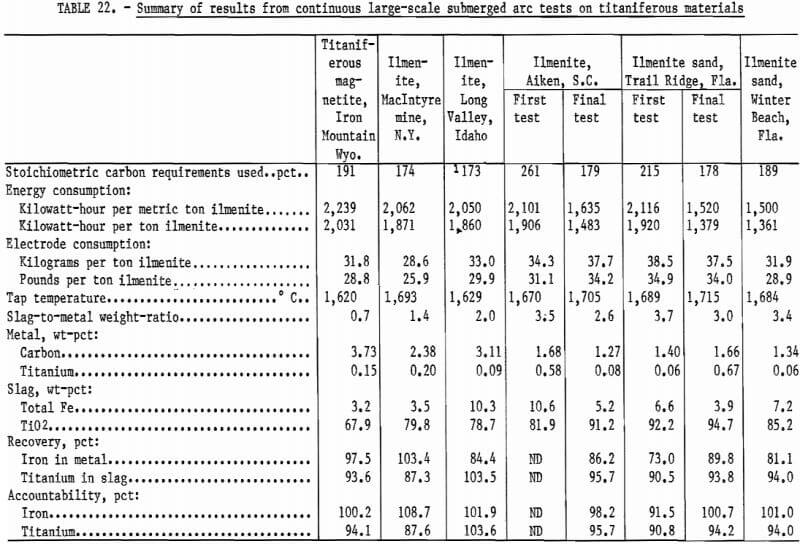
Two continuous submerged-arc tests lasting from 3.7 to 4.5 days were conducted on the titaniferous magnetite ore from Iron Mountain, Wyo., in the 0.9-metric-ton (1-ton) ESA furnace. Metallurgical coke supplied 15 pct of the total carbon in the charge, with wood chips providing the remainder. Increased amounts of coke up to 31 pct of the total carbon were required to achieve the desired degree of iron reduction as the tests progressed. The material melted smoothly, and the TiO2 content of the slag was approximately equal to the theoretical amount possible during the carbon reduction of iron from this material. A summary of the results from the final test is given in table 22.
Ilmenite, MacIntyre Mine, N.Y.
Two similar tests that lasted 9.5 and 7.8 days were made in the ESA furnace on the ilmenite from the MacIntyre mine in New York. Metallurgical coke provided from 10 to 20 pct of the desired carbon. Generally, the melting operation was good, although evidence of a higher-than-desired slag viscosity was present, particularly in the first test. This caused some slag boil, with the formation of a crust in the delta area between the electrodes. Furnace operation and slag quality appeared independent of the amount of coke used in the charge. Relevant data for the last test are presented in table 22.
Ilmenite, Long Valley, Idaho
Evaluation of the ilmenite from Idaho comprised three continuous submerged-arc tests in the ESA furnace lasting 3.8, 9.9, and 3.6 days. Metallurgical coke supplied approximately 5 pct of the total carbon in the charge. The first test was conducted in a smaller shell with a diameter of 81 cm (32 inches). The remainder of the tests were made in a larger shell [114 cm (45 inches) diameter]. In the final tests, different amounts of carbon were used to provide various degrees of reduction. Melting operations were satisfactory with adequate control of the operating conditions realized. Overall results from the final test are summarized in table 22.
Ilmenite, Aiken, S.C.
The ilmenite from South Carolina was melted in three continuous submerged-arc tests which lasted 4.1, 4.2, and 6.7 days. The first test used wood chips exclusively to supply the carbon and the remaining tests employed an average of 15 pct of the carbon as metallurgical coke. No operating difficulty was experienced as a result of using increased amounts of coke. The iron and TiO2 contents of the slag appeared to be independent of the amount of coke added in the final test. In this test, the coke supplied from 10 to 20 pct of the total carbon. Results for both the first and last tests using this material are presented in table 22. The data in table 22 also show that the addition of coke provided a more satisfactory slag and a lower energy consumption.
Ilmenite Sand
Three continuous submerged-arc tests were conducted using the ilmenite sand from Trail Ridge, Fla., lasting 3.6, 3.8, and 7.4 days. The amount of carbon used ranged from 178 pct in the last test to 215 pct of the stoichiometric carbon requirements in the first melt. In the first test, only wood chips were employed as a source of carbon, whereas 15 pct of the total carbon was charged as metallurgical coke in the succeeding tests. Furnace operation was satisfactory for these melts. In the final test, silicon additions were made to the slag as it was tapped from the furnace during alternate taps to evaluate the feasibility of further iron reduction. As noted in table 22, an appreciable decrease in iron content of the slags resulted from the addition of silicon. Additions of coke again resulted in a lower energy consumption. Improvements in the slag composition were less pronounced compared with slags derived from the ilmenite from Aiken, S.C., when coke provided a portion of the carbon.
Ilmenite Sand
One continuous submerged-arc test lasting 3.7 days was conducted in the ESA furnace with the ilmenite sand from Winter Beach, Fla. In this melt, 15 pct of the carbon was added as metallurgical coke. During melting operations, the slag tended to freeze; however, this was ameliorated when less carbon was added as the melt progressed. Total carbon was increased in later stages of the test to achieve the desired degree of reduction. A summary of the results is presented in table 22.
Discussion and Conclusions
Results of this investigation show that each of the tested domestic titaniferous materials requires a different combination of input variables to provide optimum melting operations and products. These differences are related to the chemistry, physical properties, and/or the mineralogy of the ores or concentrates.
For the three materials tested in group 4 (table 1), the ilmenite sand from Lakehurst, N.J., gave the best results. Examination of the liquidus surface for the system FeO-Fe2O3-TiO2 shows that the New Jersey ilmenite possesses an approximate liquidus temperature (1,575° C) which is 200° and 115° C lower than that for the ilmenite sands from Boulogne and Green Cove Springs, Fla., respectively. The New Jersey ilmenite contains less TiO2 and the Fe2+ to Fe3+ ratio is higher than that for the two other ilmenites in group 4. These factors contribute to a more fluid slag for the New Jersey ilmenite during the melting operation, and therefore the reduction reactions can proceed more readily. The mineralogy (table 2) for the three titaniferous materials in group 4 is similar, and therefore apparently is not a significant factor in explaining the differences in melting characteristics among them. The electrical conductivity of the slags at high temperatures is also a significant factor for determining the amenability of titaniferous materials to pyrometallurgical processing. Based on FeO and TiO2 contents, the New Jersey ilmenite produces slags with lower electrical conductivities than those derived from the remaining two ilmenites. A minimum electrical conductivity occurs in slags containing approximately 55 to 60 wt-pct TiO2 at 1,300° to 1,750° C. With respect to FeO content, minimum electrical conductivity is realized at 10 to 12 wt-pct FeO at temperatures near 1,500° C. Excessively high electrical conductivity values lead to erratic melting operations and to high current densities near the electrodes, which result in rapid melting in that area. To decrease the electrical conductivity, additions of lime and/or other oxides would be required which would contaminate the slag and make it less amenable to further processing to adequately recover the TiO2.
In the two titaniferous materials tested in group 3 (table 1), the chemistry, mineralogy, and physical properties were similar. Accordingly, melting operations displayed no significant differences for the two materials.
As mentioned previously, two of the materials in group 2 (table 1), could not be melted satisfactorily in the unreduced condition. The major differences between these materials (cumberlandite from Rhode Island and mill feed from New York) and the other two titaniferous materials included mineralogy and grain size. The cumberlandite and mill feed contained over four times as much silicate compounds (such as di- and tri-calcium silicates) which are known to increase slag viscosities. In addition, these two materials were more finely sized, and this may have contributed to erratic melting operations. The arc pressure may have blown the materials away from the electrode area, making it difficult for acceptable melting to proceed. The presence of considerable CaO in the preovskite from the Cebolla Creek area in Colorado increased the liquidus temperature for that material approximately 200° C over the materials in group 2. Hence, more energy would be required for that material to achieve comparable results. The large amount of CaO in the product slag also.would preclude direct recovery of TiO2.
With respect to the titaniferous materials in group 1 (table 1), only the titaniferous magnetite from the San Gabriel mountains in California could not be melted satisfactorily in the unreduced condition. A comparison of the chemistry, mineralogy, and physical properties of the materials in this group shows that the only significant difference, between the San Gabriel material and the others is the presence of silicates and heavy minerals in the former. These species undoubtedly adversely affect the properties of the slags to such an extent that melting is difficult.
An examination of the results of this investigation shows that lower grade or byproduct reductants generally provide more favorable melting conditions and products than coke materials. This result probably is related to the reactivity of the reductant. The observation has significant impact in view of the sharp increases in coke imports and the deteriorating condition of domestic coke ovens. However, submerged-arc melting of titaniferous materials requires some coke to provide carbon in a reasonable volume. In this type of melting, more total carbon is required to satisfactorily reduce the titaniferous materials, owing to the lower carbon efficiency realized when wood chips are used.
For melting titaniferous materials to produce a satisfactory pig iron for subsequent steelmaking and a titania slag suitable for further processing, a carbon-lined furnace is recommended to minimize slag contamination. Sufficient slag fluidity can be realized by adding only sufficient lower grade of byproduct reductants to maintain 8 to 12 wt-pct iron in the slag. Slag conditioners usually are neither required nor desirable. The melting techniques enumerated in this paper can be used to more fully utilize most lower grade and offgrade domestic titaniferous materials.