
Table of Contents
Chromium has a wide variety of applications in the modern world. Its major uses are in stainless steels and the plating of metals. Other important uses include alloy steel, heating elements, pigments, leather processing, catalysts, and refractories.
Of the chromite ore imported into the USA, the metallurgical industry consumed about 59 pct, the chemical industry consumed 21 pct, and the refractory industry consumed 20 pct. The average grade of the metallurgical chromite ore was 43.4 pct Cr2O3, with 52 pct of the ore having a chromium-to-iron ratio of 3:1 or over, 17.6 pct having a ratio between 2:1 and 3:1, and 30.4 pct having a ratio less than 2:1. Chemical-grade chromite ore generally ranged from 40 to 46 pct Cr2O3 with a chromium-to-iron ratio of 1.5:1 to 2:1. Refractory-grade chromite ores contained a minimum of 20 pct Al2O3 and more than 60 pct Al2O3 plus Cr2O3.
Primary chromium needs for all uses in the United States by the year 2000 are estimated to be nearly three times its present annual consumption (400,000 short tons), and world needs in the year 2000 are estimated to be nearly 4 times that of the United States. The world reserves are ample to meet all needs; however, U.S. resources are very small. In 1977, identified resources grading over 10 pct Cr2O3 in the United States contained about 2.8 million recoverable tons of Cr2O3 as concentrates. Over 90 pct of the concentrates would be in the chemical-grade classification. Additional resources of large, but undetermined, tonnage exist in low-grade ores that contain less than 10 pct Cr2O3.
With no substitute readily available, chromium is an indispensable ingredient in our industrialized society. Our complete dependence upon imported ores and the ever-present danger of disrupted supply lines make it necessary to explore every possibility to devise methods for utilizing the Nation’s limited resources in case of an emergency.
Many studies have been made on ores containing more than 15 pct Cr2O3, but little work has been done on the lower grade ores. The research described was undertaken on low-grade ores from a deposit near Auburn, Calif, and core samples from the Seiad Creek area in northern California.
Ore Samples
Chemical analyses of the ores used for the research are shown in table 1. The calculated chromite heads in subsequent tables, although not in perfect agreement with head assays, show that the tests are within experimental error and the assay variations on the feed materials.

A petrographic examination of the Auburn ore showed that it contains major amounts of epidote, chlorite, and serpentine, with minor amounts of calcite, enstatite, chromite, magnetite, hematite, and olivine. Examination of the ores from the Seiad Creek area showed the following minerals and the estimated volume-percent of each constituent:
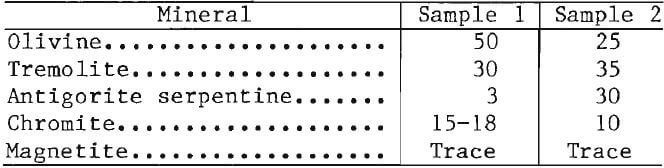
The chromite grains in both samples were essentially liberated from the gangue at 100 mesh, although chromite was still locked with magnetite particles as small as 400 mesh. Both samples also contained fibrous structured minerals that may present environmental and/or health problems in the event of commercial mining and/or processing.
Chromite Ore Processing
Low-grade ore obtained from an open cut trench at a chromite deposit near Auburn, Calif., was treated in the laboratory using gravity-magnetic separation and flotation beneficiation techniques. Flotation using known methods, however, gave very poor results and will not be discussed further in this report. Tabling of the ore followed by upgrading the tabled chromite concentrate using magnetic separation to remove magnetite gave far superior results. The results and discussion of gravity-magnetic separation tests on the Auburn ore follow.
Shaker Table Concentration of Dry Crushed Ore
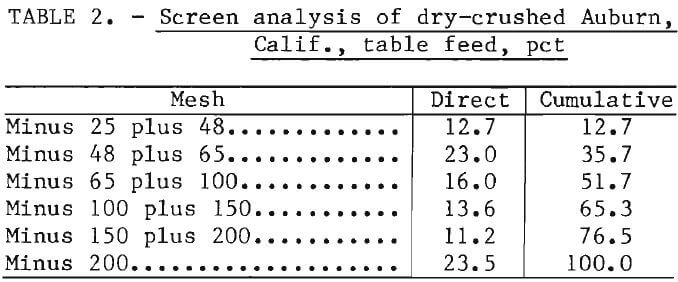
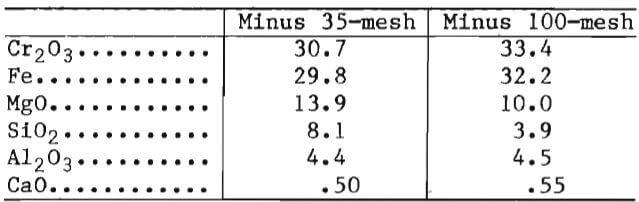
Approximately 150 pounds of ore were stage crushed with rolls to minus 35 mesh, then blended and sampled for screen analysis. The results of the screen analysis, given in table 2, show that 48.3 pct passed 100 mesh, the point of chromite liberation.
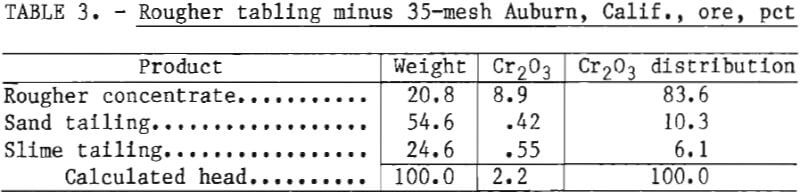
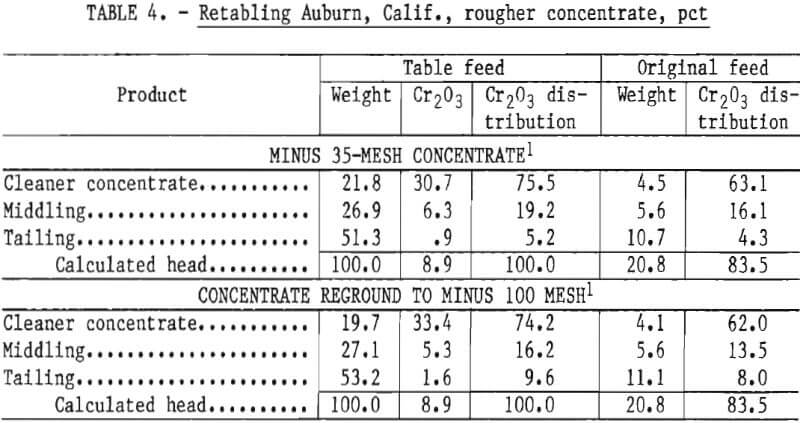
The minus 35-mesh stage crushed ore was slurried and tabled to produce a rougher concentrate. As shown in table 3, the rougher concentrate contained 83.6 pct of the Cr2O3 and assayed 8.9 pct Cr2O3. The rougher concentrate was split into two equal portions. One part was retabled to obtain a cleaner concentrate which was further treated by dry magnetic separation. The other portion was wet ground to minus 100-mesh and retabled. The cleaner concentrates produced by retabling were dried and magnetically separated.
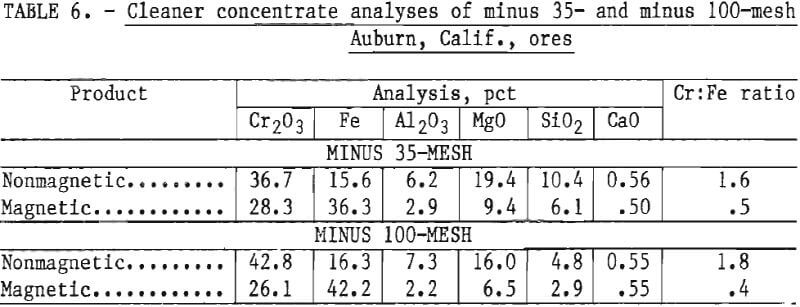
A comparison of cleaner concentrates obtained by retabling the minus 35-mesh table rougher concentrate and the table rougher concentrate reground to minus 100 mesh is shown in tables 4-6. It will be noted that the cleaner concentrate produced from the rougher concentrate reground to minus 100 mesh assayed 33.4 pct with a recovery of 62.0 pct. This is a grade increase of 2.7 pct Cr2O3 over the corresponding cleaner concentrate produced from the minus 35-mesh rougher concentrate, but the increased grade is obtained at the expense of 1.1 pct less recovery based on the original ore feed. Essentially no change or advantage was noted by regrinding the rougher concentrate through 100 mesh before cleaning by retabling.
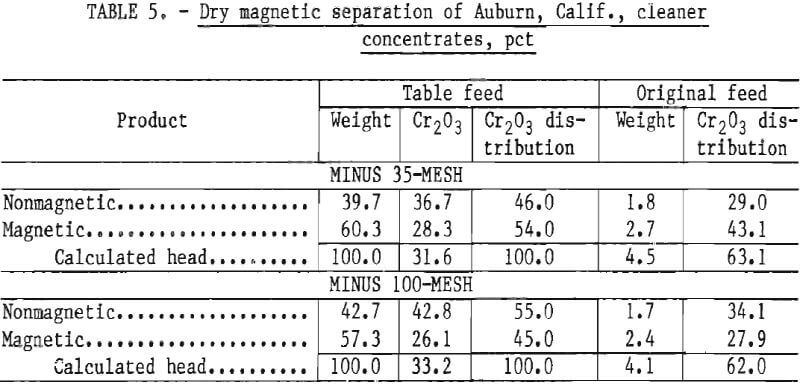
The cleaner concentrates obtained by retabling the minus 35-mesh and reground minus 100-mesh rougher concentrates were dried and treated by low-intensity magnetic separation. The results, given in table 5, show that the nonmagnetic fraction of the minus 35-mesh Auburn cleaner concentrate assayed 36.7 pct Cr2O3 with an overall recovery of 29.0 pct. A similar nonmagnetic fraction produced from the minus 100-mesh cleaner concentrate assayed 42.8 pct Cr2O3 with a recovery of 34.1 pct.
Although test results shown in tables 4-6 indicate no advantage in regrinding the rougher shaker table concentrate before cleaner tabling, regrinding did substantially improve the liberation of the chromite from magnetite grains. This is evidenced by a small increase in grade in the cleaner concentrate and a substantial increase in grade in the nonmagnetic fraction. Overall recovery in the minus 100-mesh nonmagnetic fraction also was improved.
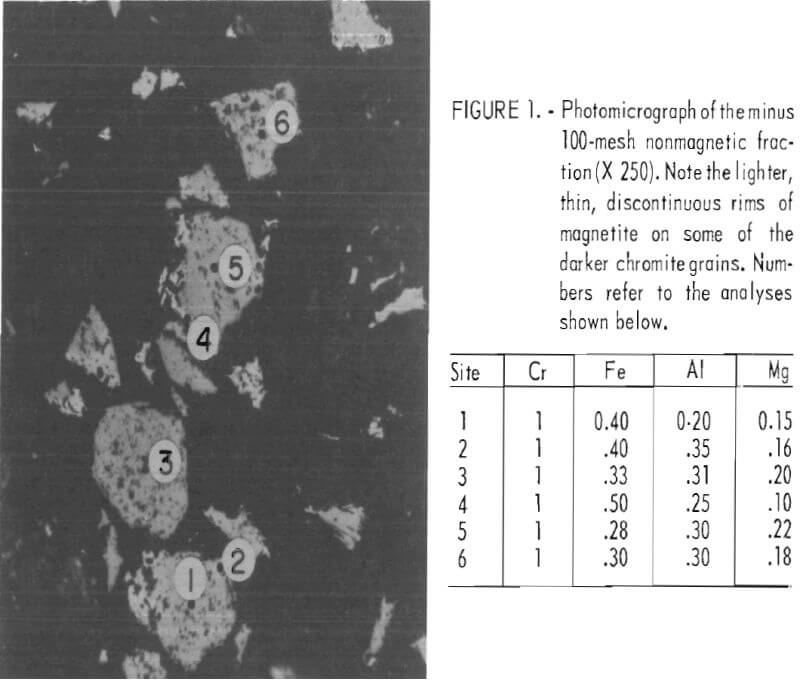
A petrographic examination was conducted on the minus 100-mesh magnetic separation products to characterize the products and to determine if further grinding would improve liberation of the chromite. The nonmagnetic fraction of the cleaner concentrate consists of approximately 73 to 75 pct chromite, 15-17 pct silicates, and 8 to 10 pct magnetite by volume, along with traces of hematite. Much of the magnetite occurs as thin, discontinuous rims on the chromite. (See fig. 1.)
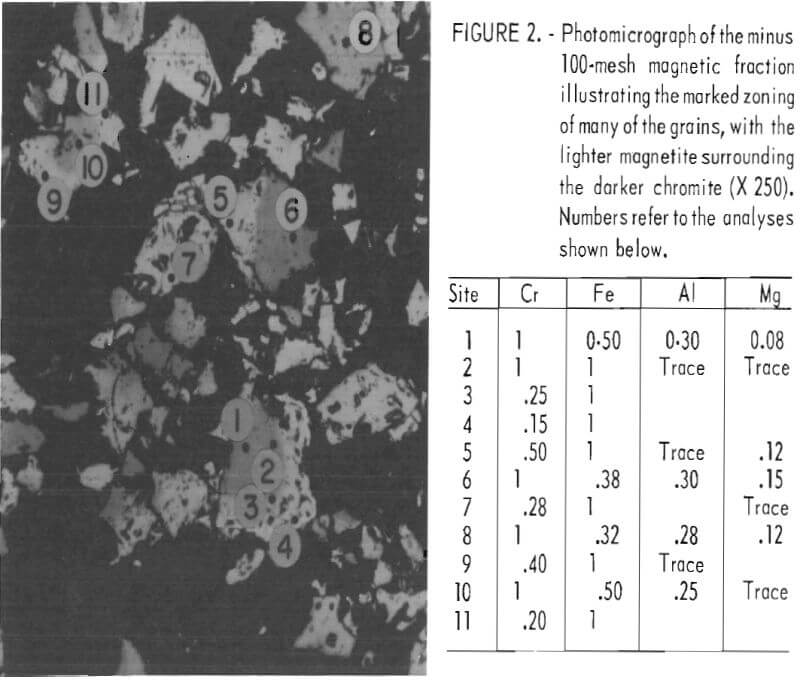
The magnetic fraction is primarily magnetite and chromite, which together compose 94 to 96 vol-pct of the sample; the remainder consists of silicates and hematite. Most of the chromite occurs in zoned grains with magnetite. The grains, in general, contain chromite cores and grade outwardly into magnetite. (See fig. 2.)
Magnetite frequently constitutes the greatest portion of the zoned grains. The compositional gradation from chromite to magnetite is not always continuous but frequently occurs in several discontinuous steps. In some instances, the change is very abrupt and the chromite is simply mantled by magnetite.
Chemical data were collected on a small number of grains in both the magnetic and nonmagnetic fractions by using the X-ray energy spectrometer on the scanning electron microscope. The points analyzed are identified by the numbers on figures 1 and 2. Semiquantitative weight-percent data were collected for four elements, namely Cr, Fe, Al, and Mg, and they are shown as part of the figures in the form of ratios, with the most abundant element being assigned a value of 1. As can be seen, the magnetite contains some chromium substituting for iron. Similarly, the chromite contains aluminum substituting for chromium and magnesium substituting for iron.
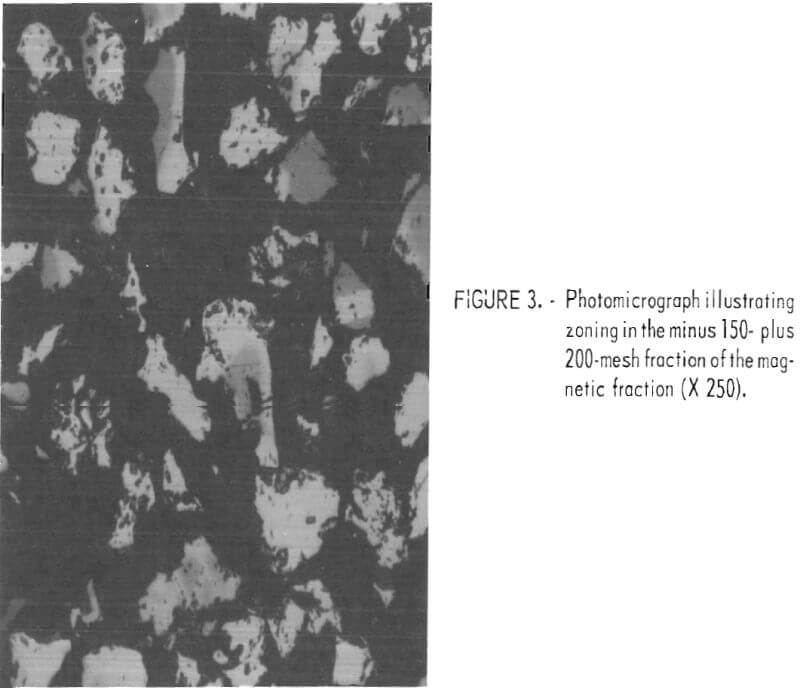
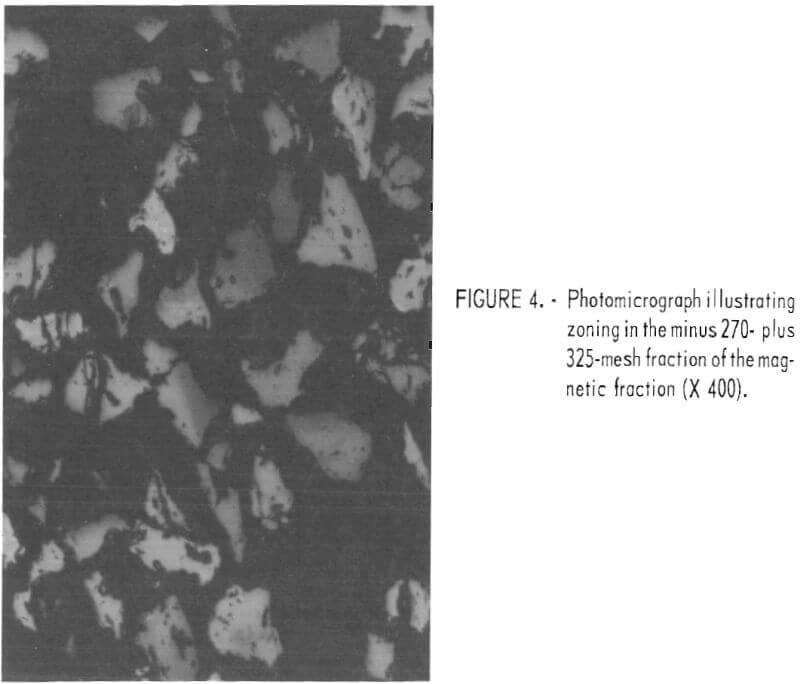
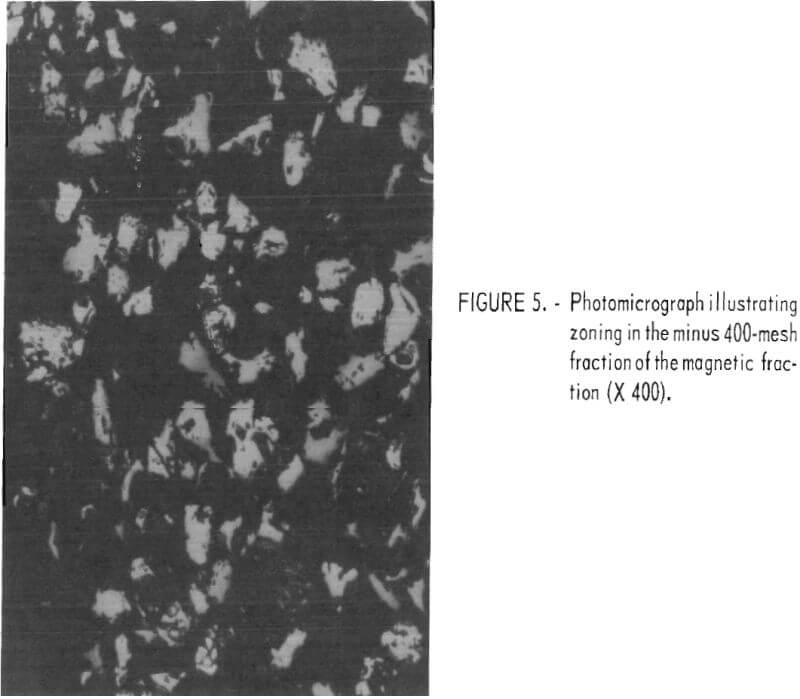
Six different size fractions from minus 100- through minus 400-mesh were separated from the magnetic fraction and examined with the metallographic microscope to help determine if increased grinding would significantly improve the concentration of chromite. Three of the fractions are shown in figures 3-5. As would be expected, a lower percentage of the chromite grains in the finer size fractions are zoned by magnetite. Even at minus 400 mesh, however, a significant percentage of the grains show noticeable zoning, as figure 5 illustrates. It is apparent that regrinding the magnetic concentrate would increase liberation of the chromite and could result in increased chromite in a nonmagnetic product.
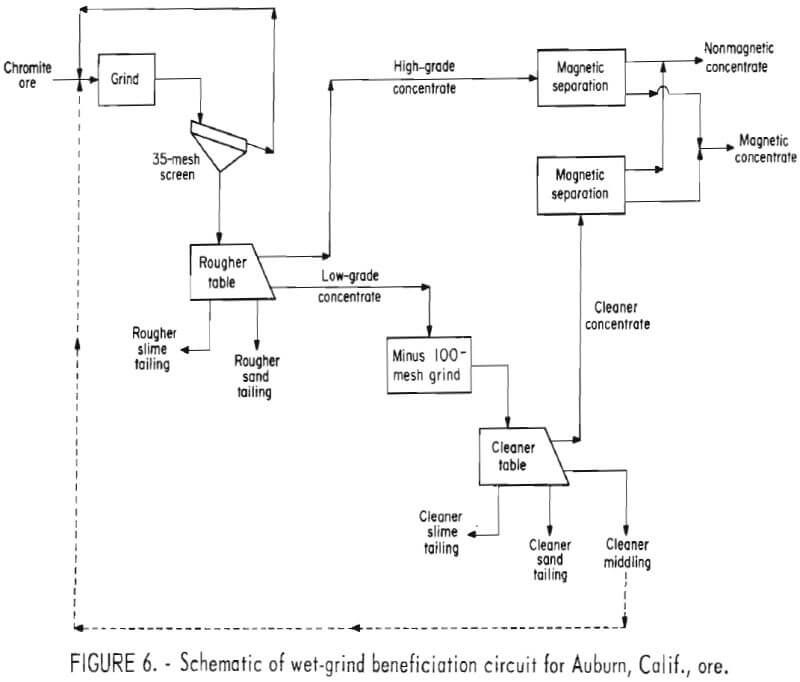
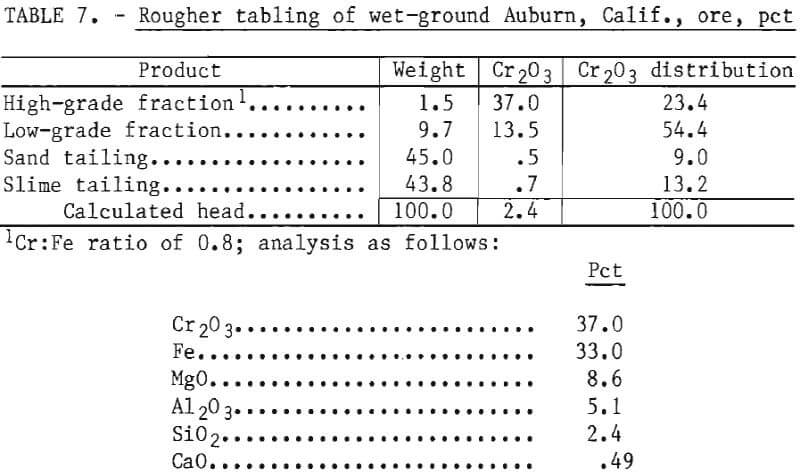
Based on the dry-grinding-tabling-magnetic separation results, a larger wet grinding test was conducted to better simulate a commercial operation. Approximately 600 pounds of the Auburn ore were crushed to minus 3/8-inch size and used as feed to a rodmill-tabling circuit, as shown in figure 6. The mill discharge was passed over a 35-mesh screen with the undersize reporting as table feed, and the oversize was returned to the rodmill along with the middling table product. The minus 35-mesh table feed was about 75 pct minus 100 mesh. The high-grade fraction was dried and magnetically separated without further treatment, whereas the low-grade portion was reground to minus 100 mesh and retabled to produce a cleaner concentrate for dry magnetic separation. Tables 7-9 show that the high-grade rougher concentrate accounted for a recovery of 23.4 pct in a product assaying 37.0 pct Cr2O3. This was upgraded by dry magnetic separation to 48.3 pct Cr2O3, representing 12.5 pct of the Cr2O3 in the original feed.
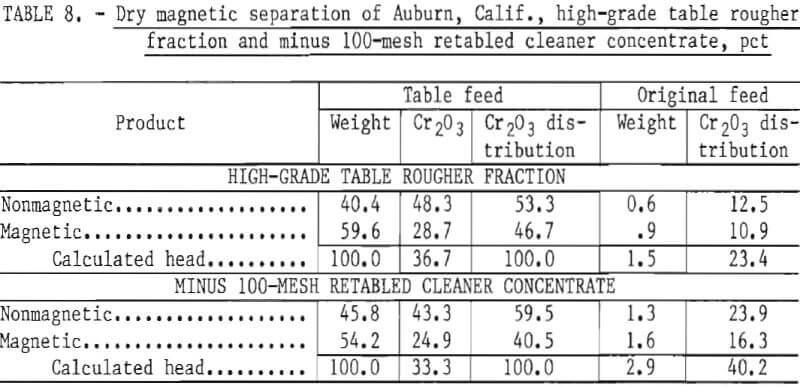
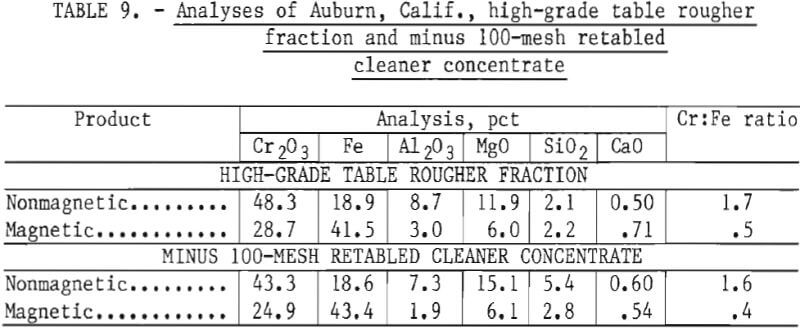
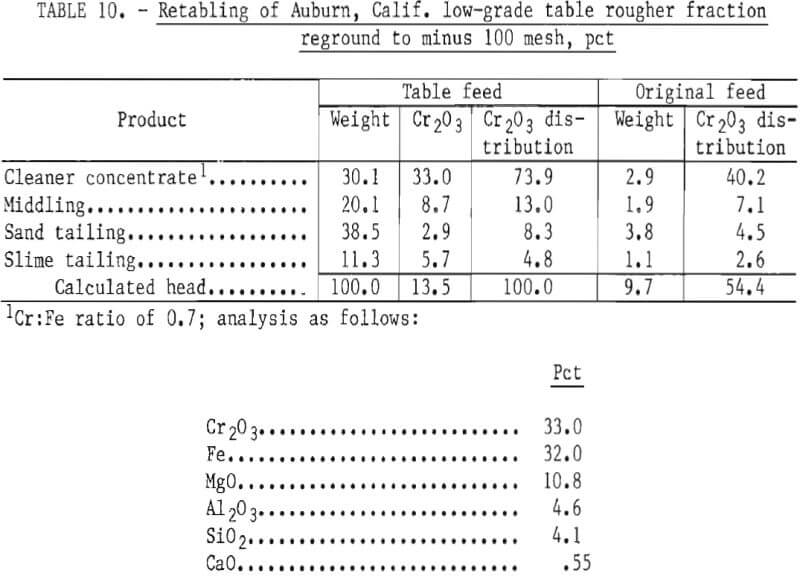
The low-grade fraction, assaying 13.5 pct Cr2O3, was upgraded to 33.0 pct Cr2O3 by regrinding to minus 100 mesh and retabling. The resulting cleaner concentrate was dried and magnetically separated to produce a nonmagnetic concentrate assaying 43.3 pct Cr2O3, and representing a recovery of 23.9 pct of the original feed. These results are shown in tables 8-10. The middling table product obtained from retabling the reground low-grade fraction was added with fresh feed to the rodmill.
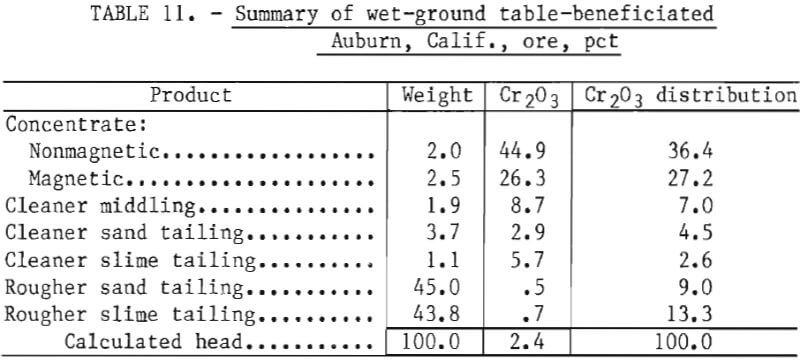
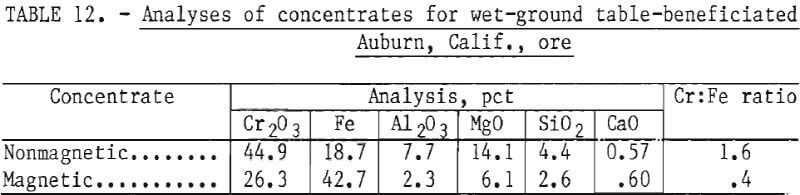
A summary of the results from the tabling and magnetic concentration of wet-ground Auburn ore is given in tables 11 and 12. The magnetic and nonmagnetic products are the combination of the minus 35 and minus 100-mesh magnetic separation products. As seen, 36.4 pct of the available Cr2O3 was recovered in a final nonmagnetic concentrate assaying 44.9 pct Cr2O3 with a Cr:Fe ratio of 1.6:1. This compares with the 34.1 pct recovered in a 42.8 pct-Cr2O3 nonmagnetic concentrate obtained from the dry-crushed feed material. The increased percentage of minus 100-mesh material from 48.3 pct in the dry-crushed feed to about 75 pct in the wet-ground feed resulted in about a 2-pct increase in grade and recovery in the final concentrate.
Because of the potential value of nickel as a byproduct when processing the ore, the products of table 11 were analyzed to determine if the nickel was concentrated with the chromite or magnetite above the 0.22 pct in the head.
No apparent concentration occurred. Nickel was rather evenly distributed in the products ranging from 0.1 to 0.4 pct.
Chromium Ore Metallurgy
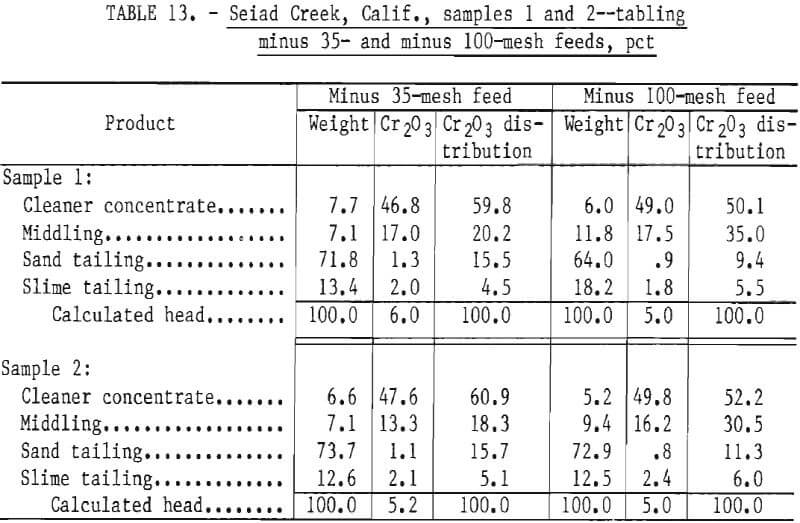
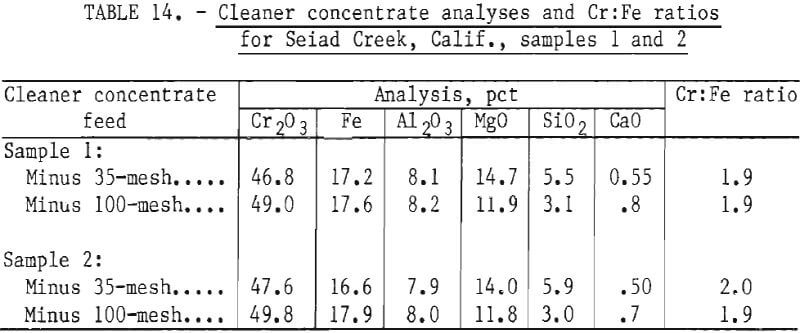
Two samples of ore containing about 6 pct Cr2O3 were obtained from a core drilling operation in the Seiad Creek area of northern California. Two table concentration tests were made on each sample, one dry crushed to minus 35 mesh, and the other dry crushed to minus 100 mesh. In each test a rougher concentrate was recovered and then retabled. The results, given in tables 13 and 14, show that both samples responded in about the same manner. When tabling the minus 35-mesh material, a concentrate was produced from each ore sample that assayed about 47 pct Cr2O3 with a recovery of 60 pct, and a Cr:Fe ratio of 1.9:1 to 2.0:1. The concentrates obtained from both the minus 100- mesh feeds assayed about 50 pct Cr2O3, but showed a decrease in recovery from 60 to about 50 pct with no change in the Cr:Fe ratio. The nickel concentrations remained nearly constant (about 0.2 pct) in all products.
Conclusions
The combination of tabling and magnetic separation of a 2.5-pct-Cr2O3 ore from Auburn, Calif., resulted in a concentrate containing about 45 pct Cr2O3 with a chromium-to-iron ratio of 1.6:1, a product well suited to chemical use. The cleaner concentrate obtained by tabling the 5- and 6-pct-Cr2O3 ores from the Seiad Creek area in northern California contained from 47 to 49 pct Cr2O3 with a chromium-to-iron ratio of 1.9:1 to 2.0:1. The recoveries from both these ores were low, but the concentrates are suitable for metallurgical and/or chemical use and the grades compare favorably with those of imported chromite.