
Table of Contents
The use of water jets to augment mechanical rock cutting has advanced greatly since the discovery a decade ago that water jets diminish the forces acting upon drag bits cutting in strong rock. Other research workers cutting in a wide variety of rock types and with various geometries of bits unanimously confirmed that substantial benefits to the cutting process, including significant force reductions, are observed under a broad range of cutting conditions. Following these early, mainly laboratory, studies, prototypical systems using this technology were tested, and many of the benefits predicted from the laboratory investigations were realized in the field. In particular, the use of water jets has been demonstrated to enhance ability to cut harder rocks, reduce bit wear, diminish machine vibrations, and dramatically reduce the dust produced at the face. However, observations on the effects of water jets on cutting efficiency have been seemingly contradictory. For example, Fairhurst and Kovscek claim that, at the high bit velocities (1 to 3 m/s) typical of rotating-drum machines such as shearers, the benefit of reduced bit forces decreases, in some cases to zero. These findings appear to conflict with results from the field trials with roadheaders, where the forces acting were decreased substantially.
Commercial development of this technology is greatly hindered by this incomprehension of the water-jet assistance mechanism, both because design parameters such as jet position and pressure cannot be optimized via a quantitative theory and because there is no way of knowing which parameters to consider in empirical optimization studies. Hence if the full benefits of water-jet assistance are to be realized a better physical understanding of the assistance mechanism is essential.
Since the mechanism of water-jet assistance is still poorly understood, the only guide for the commercial development of this technology is a body of laboratory data that is deficient in at least three respects:
- The data have been gathered from cutting tests in an assortment of rock types, using bits of various geometries and employing a variety of jet-bit configurations. These data are not necessarily useful for predicting water-jet effectiveness in other rocks, using bits and jet-bit configurations other than the ones specifically tested.
- Although laboratory studies have measured the effects of individual parameters such as jet pressure and cutting speed, in general these studies have considered only one or two of these parameters.
- For many of these studies, the statistical significance of the results has not been assessed. These deficiencies arise largely because, in the absence of an established mechanistic theory, so many parameters must be considered that a comprehensive, empirical study is not practical. An improved understanding of the mechanism of water-jet assistance would reduce the number of parameters to be considered and thus facilitate compilation of a more complete and reliable set of data which could be used for design purposes.
Theories of Water Jet Assistance
In the present paper, the term “water-jet assistance” refers to the degree to which the mechanical portion of cutting energy is reduced when high-pressure (10- to 70-MPa) water jets are used in conjunction with drag bits. Since the mechanical portion of the cutting specific energy Es is
where F is the force applied to the rock by the bit, v is the bit velocity or cutting speed, t is the time, and V is the volume of rock excavated by the bit, this reduction in specific energy may be manifested as reduced components of F, if the volume excavated per unit length of cut, dV/dx, is held constant, or as increased cutting rates, if F is held constant. In general, F is more directly measurable in the laboratory than is Es , and so it is convenient to speak of jet assistance in terms of the force reductions observed when dV/dx is held approximately constant.
Most researchers on the subject have measured water-jet effectiveness in terms of the difference between bit forces measured for identical bits cutting with and without the aid of water jets. Morris suggested that a more realistic measure of water-jet effectiveness would be the rate at which forces increase due to bit wear over the life of the bit. This is true, if the objective of a study is simply to optimize a particular water-jet-assisted cutting system, or to demonstrate the benefits that can be achieved through the use of water jets. However, if the objective is to determine the precise mechanism of water-jet assistance, this approach is inappropriate, since it would confound the long-term effects of bit wear with the instantaneous effect of a water jet in reducing Es.
While the observation that water jets reduce bit wear may explain the greater portion of the force reductions seen over the life of a bit, it does not explain why force reductions are observed when water jets are used to assist bits in any state of wear. Furthermore, as argued by Cook, wear occurs largely due to the heat generated on the bit wear flat by the frictional force, which is proportional to the normal force. Thus if the water jets reduce bit forces for a given depth of cut, wear reductions may occur due to the force reductions as well as the cooling mechanism. For these reasons, the present paper examines water-jet assistance in terms of the instantaneous effect of a water jet in reducing Es. In the following sections, five hypotheses on the phenomenon of water-jet assistance are reviewed.
Lubrication
A notion that persists in the literature is that the force acting upon a bit is reduced by water jets because the water behaves as a lubricant, allowing the bit to slide more easily over the rock surface. This is equivalent to supposing that the coefficient of friction between bit and rock is reduced by the water jets.
This hypothesis is clearly inconsistent with the work of Hood, who measured the forces acting on a drag bit of negative rake angle, cutting with and without water jets. High-speed photography showed that only the bottom edge (i.e., the wearflat) of the bit was consistently in contact with the rock. Hence the co-efficient of friction between rock and bit was the ratio of the cutting force Fc (the component of F in the direction of bit travel) to the normal force Fn (the component of F normal to the rock, surface). It was found that the use of water jets reduced Fn by a greater percentage than Fc, and thus the water jets effectively increased µe in these experiments.
For a bit of positive rake angle, it is more difficult to isolate the effect of water jets on µe, since for such a bit the front face is generally in contact with the rock, as in figure 1, and hence Fc includes both a frictional component and a “plowing” component. However, experiments with such bits have consistently shown that Fn is reduced by a greater percentage than is Fc. Thus there is no reason to suspect that the water jets reduce the coefficient of friction seen by these bits.
An explanation of the observed increase in µe is that the water jet washes away the crushed rock that forms ahead of the bit, and therefore the bit slides on the rock surface rather than on a thin layer of crushed rock between the rock and the bit. This layer would presumably behave as a lubricating soil beneath the bit, increasing Fn but decreasing µe; by
washing away this layer, the water jet would remove the lubricant and thus increase the effective coefficient of friction.
Stress Corrosion Cracking
The possibility that water introduced by the water jets might lower the fracture strength of the rock by chemical attack was investigated by Tutluoglu. He determined that the maximum crack propagation speed at which this mechanism could influence the energy needed to drive the cracks was about two orders of magnitude less than the crack propagation speeds that occur during drag bit cutting. Hence this mechanism, known as stress corrosion cracking, could not play a significant role in water-jet-assisted cutting.
Suppression of Secondary Chipping
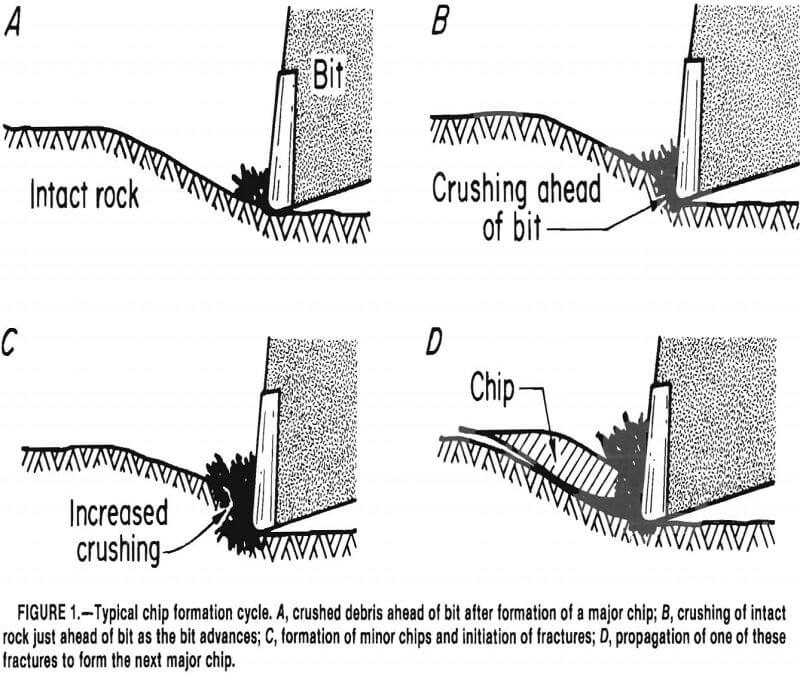
The process by which a drag bit cuts through rock is known to be cyclic in nature. When water jets are not used, the typical chip formation cycle occurs as shown in figure 1. After a large chip forms, a certain amount of crushed rock remains in the path of the bit. As the bit advances into the intact rock beneath this debris, more debris is created by crushing and by the formation of smaller chips, until eventually a second large chip forms.
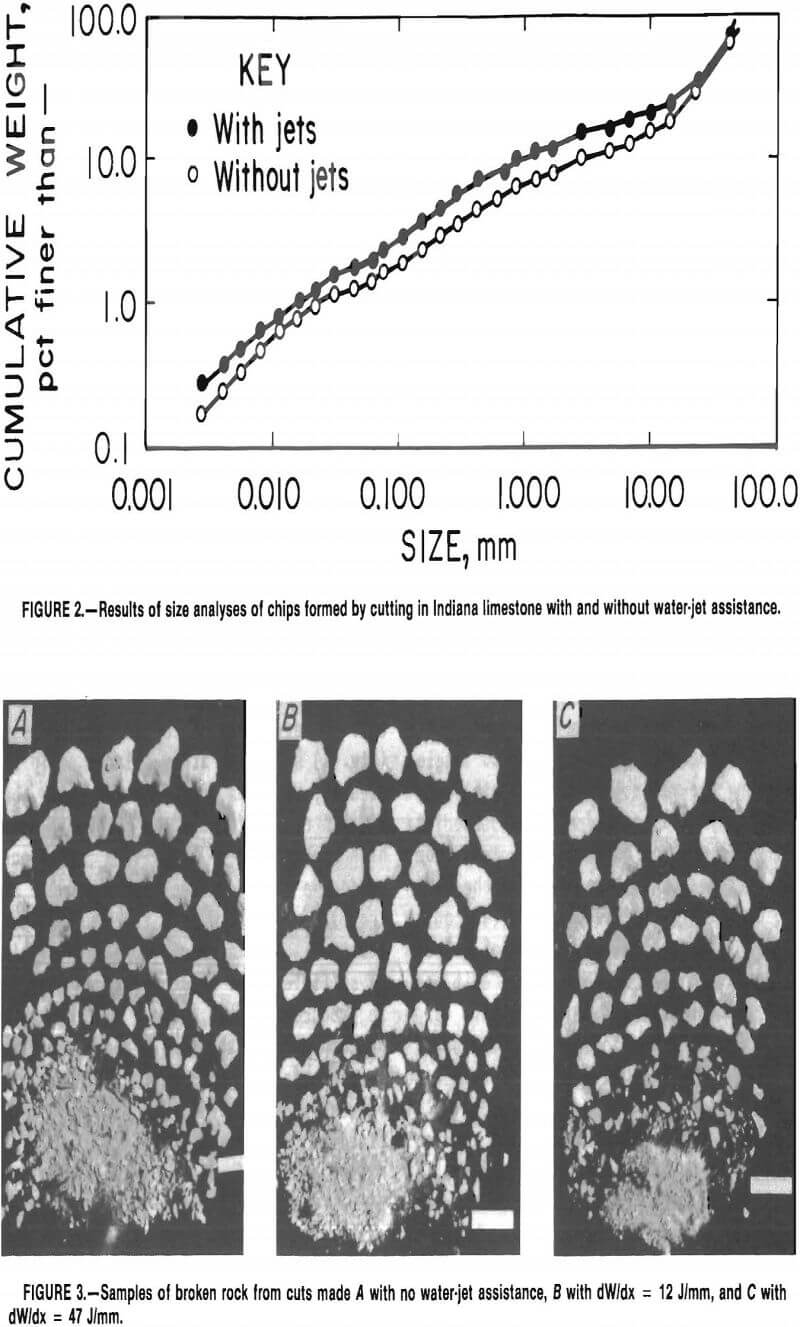
Recently the suggestion was made that water jets might improve the efficiency of the cutting process by suppressing formation of the smaller rock chips prior to formation of the large primary chips. However, laboratory evidence indicates that water jets do not significantly suppress this secondary chip formation. Tutluoglu performed size analyses on the broken rock collected from cuts made with and without water jet assistance, using chisel-type bits in Indiana limestone. The results of these size analyses (fig. 2) indicated that there is no significant difference between the size distributions of broken rock formed by the two processes. This finding is consistent with the authors’ qualitative observation that, over a range of jet pressures, flow rates, and cutting speeds, there is no obvious variation in the size distribution of the chips that are formed. Figure 3 shows typical samples of the broken rock that were collected after making 15-mm-deep cuts in Indiana limestone, using the same type of bit as was used by Tutluoglu.
The force exerted by the water jet on the rock surface has also been proposed as a mechanism whereby water jets diminish the cutting efficiency when the cutting speed v is sufficiently high that the water jet cannot penetrate the rock. That a pressure on the upper surface of rock increases the energy needed to form chips is a well-known phenomenon in deep drilling, where it is referred to as chip holddown. When a water jet strikes the upper surface of a forming rock chip, but does not penetrate the chip, the water jet exerts on the chip a downward force Fwj
Fwj = π/4 a²p
where p is the jet pressure and a is the jet diameter.
Fairhurst suggested that chip holddown due to Fwj may be important in water-jet-assisted cutting, at v sufficiently high that the water jet cannot penetrate the rock. This mechanism is invoked to explain the observations that, at v > 1.4 m/s or so, water jets appeared to produce an increase in bit forces. However, this mechanism requires that, with increasing v, the peak bit forces should increase by a greater percentage than the mean forces, since this mechanism would act during the formation of the large chips, if at all. This is not seen in the published data. Moreover, in those experiments little force reduction was observed at any cutting speed, and it is difficult to say whether the trends cited are significant relative to the unexplained variance apparent in the published graphs of the average cutting and normal forces.
The present authors speculate that the force reductions seen by Fairhurst may have been low due to the 20° angle between the water jet and the bit face, which may have caused much of the jet energy to miss or be deflected away from the narrow crushed zone ahead of the bit, and to the low levels of dW/dx (4 to 16 J/mm). The critical importance of water-jet position with respect to the bit has been established by Tutluoglu.
Hydraulic Wedging
A fourth hypothesis to explain the reduction in mechanical specific energy Es when water jets are used is that water pressure aids in driving the cracks that form the major rock chips. This mechanism was proposed by Hood, who performed experiments using a sliding indenter as the cutting tool. A tensile crack chip can be initiated at relatively low indenter loads, but propagation of this crack takes place only after much mechanical energy is spent in crushing the rock beneath the indenter. Hood proposed that the reduction in Es that is seen in cutting experiments with water jets occurs because the water jets penetrate the cracks that form at low levels of bit force, and then drive these cracks without the need for further crushing and consequent wasting of energy beneath the bit. Quasi-static indentation tests confirmed that chips do form at substantially reduced indenter force levels when water jets are employed.
This hydraulic wedging mechanism of water-jet assistance, while it may be important for indentation tools such as blunt drag bits and disc cutters, is probably not significant for sharp drag bits. (A sharp drag bit is considered to be one for which Fc>>Fn, and a blunt drag bit is one for which Fc<Fn.) With a blunt bit, crushing takes place predominantly beneath the wearflat; indeed, as noted earlier, the leading face of a blunt bit is often not in contact with the rock, in which case crushing can occur only beneath the wearflat. With sharp bits, however, crushing takes place mainly ahead of the leading face of the bit. Observations of the cutting process (fig. 1) show that after a large chip is created, the area of rock confronting the bit is not sufficient to transmit the high force needed to drive a crack and produce a second large chip. Hence as the bit moves forward, it crushes the rock until the area confronting the bit is sufficient for a second large chip to be produced. Much energy must be spent on compressing, shearing, and recrushing the debris thus formed as the bit advances, especially if the debris is confined in front of the bit.
Examination of force versus distance plots for typical chip formation cycles with and without water-jet assistance (fig. 4) shows that the dominant influence of the water jets is to reduce the energy spent on this crushing stage. As evidenced by the shaded areas (which represent the mechanical energy), the energy needed to drive a crack after it begins to propagate is small relative to the energy spent on crushing. Indeed, a simple calculation shows that the energy needed to drive the crack to form a large chip is trivial; therefore, if this were the major influence of the water jet, the reduction in Es would be minuscule. For
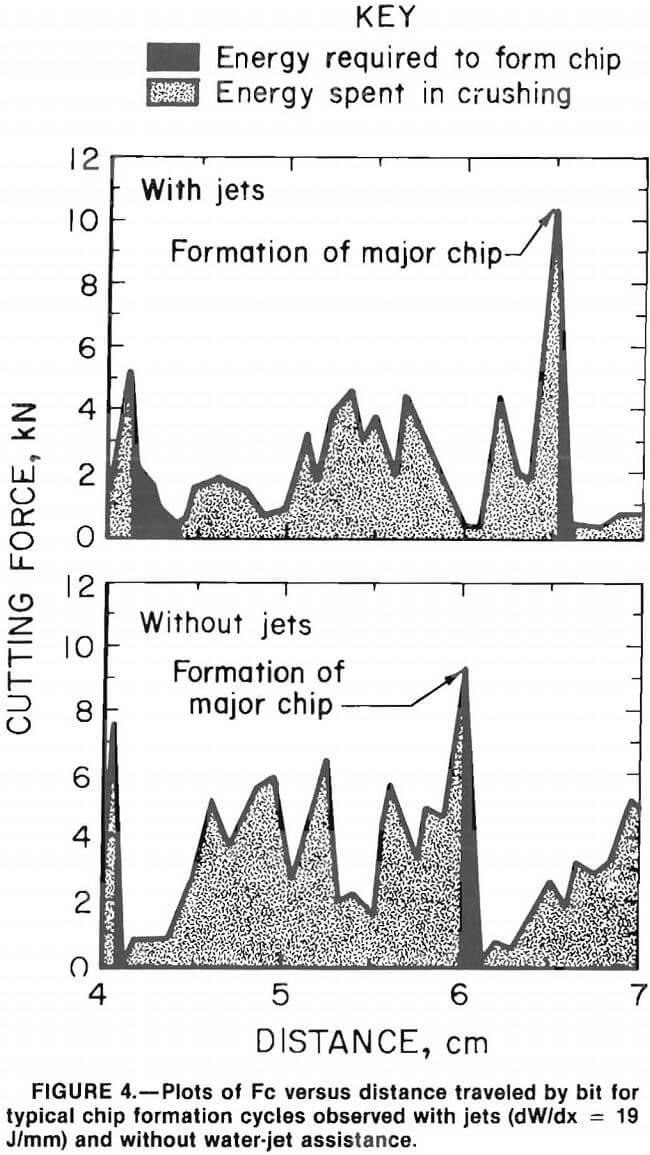
example, wet Indiana (Salem) limestone has a fracture energy R = 40 J/m². A 15-mm-deep cut in this rock produces chips that generally have a surface area measuring less than 50 cm², so the formation of a large chip requires an energy expenditure of about 0.2 J. Over a distance of 1 m, about 25 chips of this order of size are formed, so the energy spent in producing these chips is about 5 J/m. As reported by Tutluoglu, the total energy spent in making such a cut is about 4.5 kJ/m. Thus it may be concluded that, for sharp drag bits, the role of the hydraulic wedging mechanism must be minor.
Erosion of Crushed Rock
The most promising explanation of water-jet assistance is the hypothesis that the water jet removes crushed rock that would otherwise interfere with the advance of the bit into the intact rock. As discussed in the previous section, for a sharp bit the energy consumed in advancing through the crushed rock ahead of the bit constitutes the major portion of the energy spent. Also, from observations of the groove left by the bit, it is clear that some debris is forced underneath the bit, where it produces high normal forces and, in the case of bits of negative rake angle which act mainly as indenters, acts as a cushion that reduces the stress concentrations in the rock adjacent to the bit and thus necessitates higher indentation forces. Hence removal of this debris by water jets should improve the efficiency of the cutting process.
If erosion of crushed rock from ahead of the bit is the main mechanism of water-jet assistance, the improvement in cutting efficiency due to water jets should be controlled by the same parameters that control how much debris can be eroded from in front of the bit. It can be argued that the rate of debris erosion is a function of the jet power dW/dt that can be delivered to the crushed zone ahead of the bit. Therefore at a given point along the cut, the amount of debris eroded should be a function of the water-jet energy delivered to that point, i.e., the amount of debris eroded per length of cut should depend upon the water-jet energy delivered per length of cut,
dW/dx = dW/dt l/v = pQ/v
where Q is the jet flow rate. Thus if the main mechanism of water-jet assistance is indeed the erosion of crushed rock from in front of the bit, then the improvement in cutting efficiency due to water jets should depend upon dW/dx.
Evidence of a dependence on dW/dx was found by Hood, who measured the force reductions achieved with water-jet assistance for chisel-type bits cutting 15 mm deep in Indiana limestone, for the matrix of parameter levels:
Jet pressure p = 10, 20, 35, 50, and 7 0 MPa,
Jet diameter a = 0.65, 0.83, and 1.05 mm,
Cutting speed v = 0.16 and 0.42 m/s.
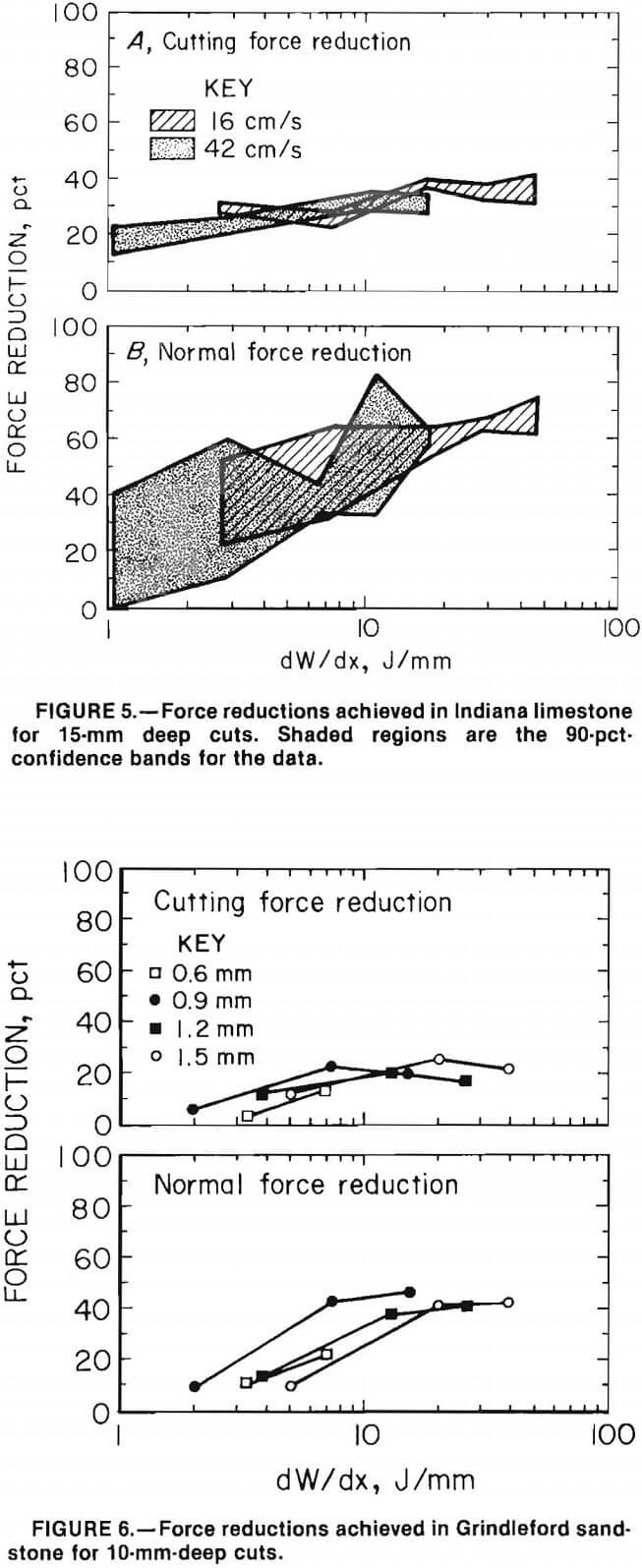
Figure 5A shows the percentage mean cutting force reduction Rc plotted versus dW/dx, where
Rc = Fc/Fco x 100 pct
with Fc being the mean cutting force and Fco being the mean cutting force for a cut made without water-jet assistance (3.4 kN for these tests). The substantial overlap of the 90-pct-confidence bands for the data indicates that Rc is a function only of dW/dx when p and v are varied independently for the case a = 0.65 mm. Comparison with data for the other levels of a indicates that Rc is a function only of dW/dx when all three parameters are varied independently. A similar analysis of the percentage mean normal force reduction Rn is also a function of dW/dx, as evidenced by figure 5 B.
Further evidence that jet assistance depends upon dW/dx is provided by data for 10-mm-deep cuts taken at a cutting speed v = 1.10 m/s in Grindleford sandstone, which are replotted in figure 6 from the paper of Fowell. In that paper the confidence limits for the data are not given, but if variances similar to those seen by other researchers are assumed, then at least up to the level dW/dx = 10 J/mm there is evidence that Rc and Rn depend upon dW/dx when p and a are varied independently.
Further evidence in favor of the erosion hypothesis is provided by observations of the amount of finely crushed material remaining in the groove left after passage of the bit. For 15- mm-deep cuts with chisel-type bits in
Indiana limestone, the authors observed that the amount of this finely crushed material diminished with increasing pressure and flow rate and with decreasing cutting speed. For dW/dx < 2 J/mm, the amount of crushed material remaining in the groove was not visibly less than that seen for dry cuts, but as dW/dx = 30 J/mm or so, there was almost no crushed material remaining in the groove. Beginning at roughly 20 J/mm, discontinuous pitting of the bottom of the groove was observed which progressed to continuous slotting for dW/dx > 60 J/mm or so. This is interesting because, as figure 5A shows, 20 to 30 J/mm is the range over which the greatest cutting force reductions were obtained. Thus the greatest reductions in cutting force occur when most of the crushed material is flushed away before it can be trapped under the bit, but before the energy density is sufficient to continuously slot the rock.
This dependence upon dW/dx might explain why marked improvements in cutting rate have been observed with a roadheader, for which dW/dx was roughly 3 J/mm, while no significant increase in cutting efficiency was observed for a shearer for which dW/dx was about 1 J/mm.
Conclusions
A review has been given of file proposed mechanisms of water-jet assistance. Of these, lubrication and suppression of secondary chipping are seen to contradict previously published evidence, while stress corrosion cracking cannot play a significant role at the crack propagation speeds prevailing in cutting operations. A fourth mechanism, hydraulic wedging, may occur, but its role is probably minor relative to that of a fifth, the erosion of crushed rock from in front of the bit.
The assumption that erosion of crushed rock is the principal mechanism leads to a prediction that the force reductions Rc and Rn should depend only upon dW/dx, when jet pressure, nozzle orifice diameter, and cutting speed are varied independently. This prediction is confirmed by the available data.
The observed dependence of Rc and Rn on dW/dx implies that, at least within the typical range of cutting speeds, there is no limiting speed above which water-jet assistance is fundamentally impossible. No substantial evidence has emerged to indicate otherwise. The hypothesis that the confining force exerted by the water jet significantly hampers cutting at high speeds is not consistent with the available evidence.