
Table of Contents
This investigation is part of the Bureau of Mines program to develop technology that emphasizes the reuse of recycled, economically important materials, including iron and steel scrap. In addition, the research helps meet the basic objective of substituting abundant domestic materials for imported strategic commodities such as fluorspar.
Scrap Preheating
Of the 84.6 million st of raw steel produced in the United States in 1983, 31 pct or 26.2 million st was produced in the electric arc furnace. Nearly all of this steel was derived from cold ferrous scrap materials using a series of backcharges whereby the furnace roof is opened periodically to admit additional scrap. It has been reported that 489 kW·h of energy is lost from a 40-st furnace each time the roof is opened to permit backcharging. The overall average energy consumption for steel produced by this process is approximately 535 kW·h/st. This represents 140 billion kW·h used to produce domestic steel by the electric arc furnace process in 1983, the last year for which figures are available. Increasing electric power costs, coupled with the need to improve efficiency and productivity of electric furnace steelmaking operations to compete with cheaper imported steel, provide an incentive to decrease electrical energy consumption.
In the traditional electric arc furnace process for producing steel, approximately 20 to 22 pct of the total heat generated is lost in the hot gases emitted from the furnace. Makeup heat must be added, which uses additional energy. In addition, the hot offgases often require external cooling prior to fume removal. Literature estimates show that an approximate 10-pct decrease in electrical power requirements is achievable through scrap preheating. Therefore, a technique to preheat the scrap using the hot offgases would offer the dual benefit of conserving energy while cooling the gas.
Developments in preheating scrap charges for electric furnace steelmaking occurred as early as 30 yr ago. However, in nearly every case, some means of external heating was used. The techniques included the use of an oil burner mounted in either a charging bucket or the furnace, the use of natural gas in a lance connected to a chute leading to the furnace, or the use of a charging bucket with louvers that is placed above hot billets or ingots. In all cases, electrical energy usage was decreased. However, with few exceptions, no mention was made of increased fuel usage. In one case, electrical energy consumption decreased by 5 to 12 pct at the expense of gas consumptions ranging from 210 to 380 ft³ per net short ton of metal, depending on the scrap density. Overall energy costs were decreased by the replacement of electrical energy by preheat fuel. Further significant energy cost savings could be attained if no fuel were required for preheating scrap.
Previously developed scrap preheating techniques can be classified into three types. The first utilizes a special vessel for preheating. Typically, external fuel burners supplement the heat from the offgases used. After preheating, the scrap is transferred to a charging bucket prior to introduction into the furnace. Considerable scrap handling, large space requirements, and high costs for the vessel pit are disadvantages of this process. Bethlehem Steel used this technique in the past.
Another method involves placing the charge bucket into a preheating vessel. In this technique, the scrap cannot be preheated to a high temperature and there is more dust. This is the practice used by Daido Steel in Japan whereby solid fuel is added to the preheater. Electrical energy savings of 45 kW·h per short ton of scrap are claimed.
In the Baumco-Hotaka process, hot furnace offgases are directed toward scrap preheating stands where the ladles are heated. Energy savings of 43 kW·h per short ton of steel have been reported. Toshin Steel Co. and Nippon Kokan K. K. in Japan jointly developed a scrap preheating process whereby hot furnace offgases are directed toward a preheating chamber to heat the scrap in a charging bucket. If the scrap does not contain oil and other combustibles, the gas leaving the preheater is sent directly to the baghouse. Unburned gas from the pre-heater containing combustibles is after burned in a combustion chamber and recycled to the preheater. From 36 to 46 kW·h per short ton of steel was conserved during preheating operations in 110- and 55-st-capacity furnaces, respectively.
In the third technique, a bucket lined with castable refractories serves as a preheating vessel and a charging bucket. Potential bucket distortion, dust losses, and a large weight requiring a larger crane capacity can cause problems with this method.
Both Fujisawa Steel and Mitsubishi Steel employ scrap preheating in a clean-house enclosure. Scrap is preheated in a special chamber, which then is transported to the furnace. This eliminates the transfer of preheated scrap from one bucket to another. More than 36 kW·h per short ton of steel was conserved.
All of these techniques involve backcharging methods for feeding the furnace. At present, no scrap preheaters are in operation at any major domestic mills. Small preheaters are installed in some minimills. Relatively high capital costs have precluded the adoption of fuel-fired preheaters. Other disadvantages of these systems include (1) distortion and warpage of the charging bucket doors, (2) uneven heat distribution within the charge, and (3) scrap oxidation.
Research focusing on the preheating of prereduced iron ore materials was conducted by the Bureau of Mines using electric furnace offgases, and by CANMET using an external heater. In the case of prereduced iron ore briquettes, greater than 10 pct savings in energy consumption was realized when pre-heated briquettes were charged, compared with cold briquettes. Up to 15.6 pct lower energy consumption was achieved when using preheated, prereduced iron ore pellets. CANMET obtained a 27-pct decrease in energy consumption by preheating iron ore pellets prereduced by the Stelco-Lurgi, Republic Steel-National Lead (SL-RN) process.
Experiments in preheating scrap materials for charging to basic oxygen furnaces (BOF) have been conducted during the past two decades to decrease hot metal requirements. Preheating was accomplished by using oxygen natural gas or oxygen-fuel oil burners. British investigators used BOF waste heat as a preheating medium. Later Bureau studies using hot waste gases from a 500-lb BOF at the Twin Cities Research Center to save fuel and decrease pig iron requirements showed that thermal energy recovered could account for up to 44 pet of the energy necessary to melt the scrap.
It is possible that energy and cost savings could be realized if the need to open the furnace roof was eliminated by continuously charging scrap into the furnace. Research involving the continuous charging of cold shredded scrap into a 1-st electric arc furnace was conducted by the Bureau of Mines. Preheating continuously charged scrap would help reduce energy requirements further in scrap meltdown.
One objective of the present investigation was to evaluate the potential energy savings while continuously charging preheated and sized scrap into a 1-st electric arc furnace. Use of the sensible heat in the furnace offgases alone should decrease the energy requirements compared with those necessary for charging cold scrap.
Substitute Slag Conditioners
Fluorspar is a critical mineral. Approximately 80 pct (453,000 st) of domestic fluorspar consumption was imported in 1983. Approximately 34 pct of the fluorspar consumed domestically is used as a fluidizer in steelmaking. Most steelmaking operations require a slag fluidizer to promote the required reactions, to increase productivity, to improve tapping operations, and to conserve energy. Nearly 194,000 st of fluorspar was consumed in steelmaking in 1983. The electric furnace consumes approximately 3.2 lb of fluorspar per short ton of raw steel.
A number of wastes and materials more readily available than fluorspar domestically are not being used as extensively as possible. Disposal of several of the waste materials presents environmental problems. If a satisfactory substitute can be found, U.S. dependence on foreign sources of suitable fluorspar would diminish and import costs could decrease.
The search for substitutes for fluorspar as a slag conditioner began several years ago with work conducted at Stelco and the Bureau of Mines Twin Cities Research Center. Colemanite (a calcium borate), fused boric acid, and MnO2 were judged to be suitable substitutes for open hearth and basic oxygen furnaces. QIT-Fer et Titane Inc. has been promoting its Sorelflux (ilmenite) as a good fluorspar substitute for several years. Further experiments were conducted at the Bureau’s Albany and Twin Cities Research Centers to determine whether synthetic fluorspar prepared from byproduct fluosilicic acid from a fertilizer process could replace natural fluorspar in electric furnace and BOF steelmaking. Results were positive, and no adverse effects on furnace operations were observed. Experiments also were conducted at the Twin Cities Research Center involving the substitution of used alumina pot cell linings for fluorspar. The linings of alumina reduction cells must be replaced regularly. The linings are carbonaceous and become impregnated with fluorine and sodium compounds while in service. The material accumulates at a rate of approximately 190,000 st/yr and presents a disposal problem for the aluminum industry. Fluid slags can be obtained using this material in a cupola during ironmaking operations or in a BOF for steelmaking. No metal contamination was observed. Most recently, trials were conducted in a 4-st electric arc furnace using spent potlining material. All of the heats provided steel within specifications. From a qualitative standpoint, the slags with the potlining fluidizer were more fluid than those obtained when fluorspar was used.
All of the previous work demonstrated that substituting wastes or readily available materials for fluorspar in various iron and steelmaking operations was feasible on a qualitative basis; however, no systematic evaluation has been made for a wide variety of materials in the electric arc furnace. Accordingly, a second objective of this research was to evaluate the use of substitute materials for their ability to condition the slag during melting operations in a 1-st electric arc furnace. Substitute materials were compared with fluorspar on the basis of visual observations made of the bath before and after the fluidizer addition.
Experimental Equipment and Procedure
Materials
Ferrous Scrap
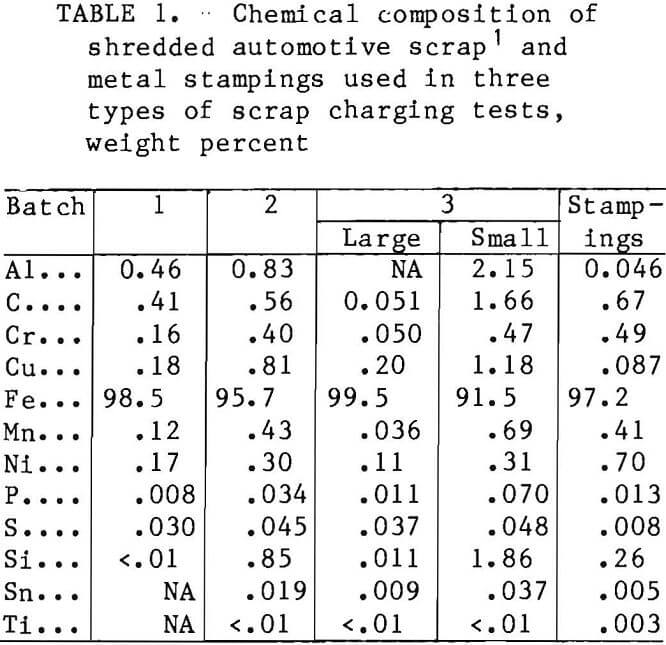
The shredded scrap used for these tests was purchased from a local scrap processor and consisted of three separate batches, each purchased at a different time and with a different composition. The metal stampings used in the charges were purchased from the same source. The chemical analyses of these materials are shown in table 1. The analyses were obtained by a direct-reading vacuum spectrograph from cast samples of scrap melted in separate 800-lb wash heats without the addition of quartz and lime to provide a slag cover. Even though the melted material may have a composition different from that of the unmelted scrap, this is standard practice for scrap sampling. The analyses of the stampings (thin-gage sheet metal) were obtained without melting.
Because the inlet to the preheater was smaller than some of the pieces of scrap, it was necessary to size the shredded scrap that was to be fed continuously. Only pieces with largest dimensions of less than 4 in were selected. In the third batch purchased, the smaller size fraction contained substantial quantities of fragmented cast materials, forged parts, and nonferrous metals. Analyses of most elements in the small-size scrap were different from those of the larger pieces, as shown in table 1. The large pieces of scrap in the third batch consisted of a preponderance of body steel, bumpers, and suspension parts.
Slag Fluidizers
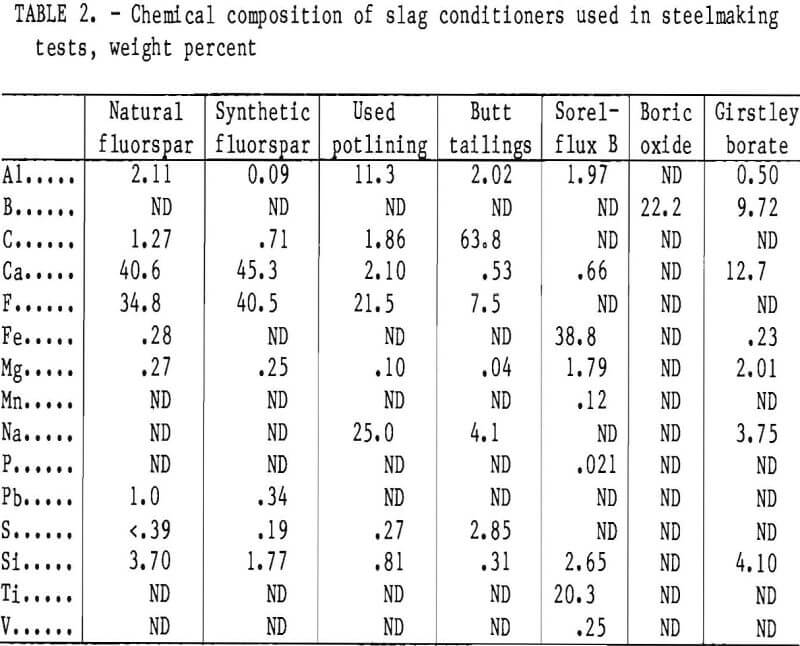
Three types of slag conditioners were used: fluorine-, titanium-, and boron-containing compounds or materials. The fluorine group included natural fluorspar, synthetic fluorspar, used potlining, and butt tailings. The natural fluorspar was purchased from a commercial supplier and was the type normally used in steelmaking operations. The synthetic fluorspar was made at the Albany Research Center by reacting limestone with waste fluosilicic acid obtained from a phosphate plant. The used potlining and butt tailings were obtained from Kaiser Aluminum and Chemical Co., Spokane, WA. Both were from the aluminum reduction cells. The butt tailings were the ends of the carbon anodes.
The titantium-containing material was Sorelflux B. This was furnished by QIT-Fer et Titane Inc. and was mostly ilmenite and feldspar with a small amount of hematite.
The boron-containing conditioners included boric oxide and Girstley borate. Boric oxide was prepared by fusing and grinding boric acid. The Girstley borate, which consisted of hydroboracite (CaMgB6O11·6H2O), is used as a glaze in the ceramics industry. The Girstley borate was heated to 1,475° F to drive off the contained water. The chemical analyses of all the slag conditioners are shown in table 2.
Equipment
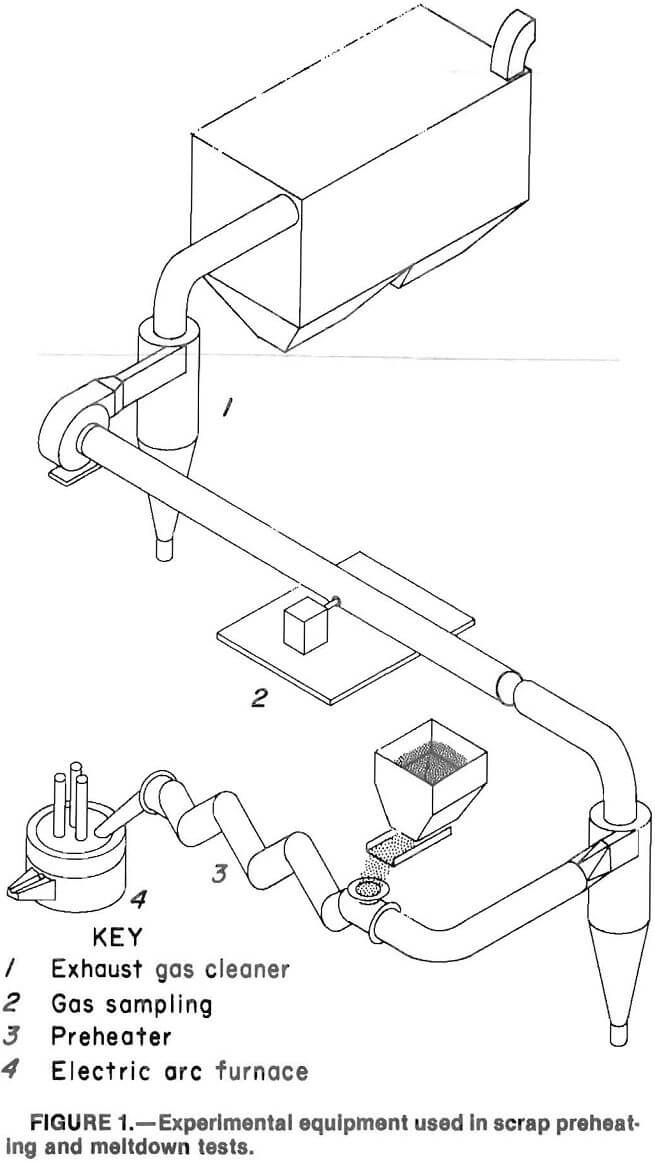
All tests were conducted in a conventional electric arc steelmaking furnace (Lectromelt Corp, model ST) lined with a basic refractory brick and covered with a rammed-alumina roof. The inside diameter of the furnace was 39 in, and it had a nominal capacity of 1 st of molten metal. The electrical energy was provided by a 1,200-kV·A transformer through three 4-in-diam graphite electrodes. Four voltage taps were available. The furnace roof could be swung aside for top charging, and a slag door was located on the side opposite the taphole for access to the molten bath. The entire furnace could be tilted for tapping. Figure 1 shows a layout of the furnace, scrap feeder-preheater, and furnace offgas ductwork including gas sampling location and dust removal units. This furnace has been described previously in more detail.
An enclosed chute fabricated from stainless steel was attached to an opening in the furance roof for feeding charge materials and for exhausting hot gases. At the opposite end of the chute was the rotating feeder-preheater, which consisted of six 12-in-diam sections of stainless steel tubing connected at 90° to each other in a zigzag fashion. A horizontal section fitted at the feed end was mated to the exhaust ductwork. The preheater was insulated with a 2-in-thick Fiberfrax refractory blanket covered with aluminum foil. In use, the charge was fed through a chute into the horizontal section, where two helices attached to the inside surface moved the charge into the zigzag portion. The inlet to this chute was open to the air, which permitted infiltration of air into ductwork at the scrap feed end. The rotation of the preheater caused the charge to move through this section to the discharge end. The hot exhaust gases from the furnace passed through the preheater countercurrent to the direction of the charge, thus heating the charge and cooling the gases. Thermocouples located at each end of the preheater measured the temperatures of the inlet and exit gases.
A stainless steel cyclone was placed in the ductwork downstream from the pre-heater to remove as much dust as possible from the exhaust gas stream. The gas exited directly into a long vertical section of duct that assisted in the removal of those smaller sized dust particles escaping the cyclone. The gases then were directed horizontally to a second cyclone and an adjacent baghouse for final cleaning before being exhausted to the
atmosphere. Gas and particulate samples were taken in this horizontal section.
The stack gas sampling and measuring equipment used was a portable Rac Train Stak sampler, manufactured by Research Appliance Co. The components in the sampling train for particulate stack sampling, shown in figure 2, included the probe with attached nozzle, a particulate collector, a cooling and/or gas collector with four impingers, flow-measurement devices, and a vacuum source.
A ¼-in-diam nozzle was attached to 2 4-ft probe. The particulate, which was drawn through the probe by a vacuum pump, was separated from the gas by a cyclone and the fiberglass filter in a heated compartment. The probe also was heated to avoid condensation of moisture before reaching the ice bath. To condense the moisture out of the gas sample, ice was used around the impingers. The condenser section consisted of four glass impingers connected in
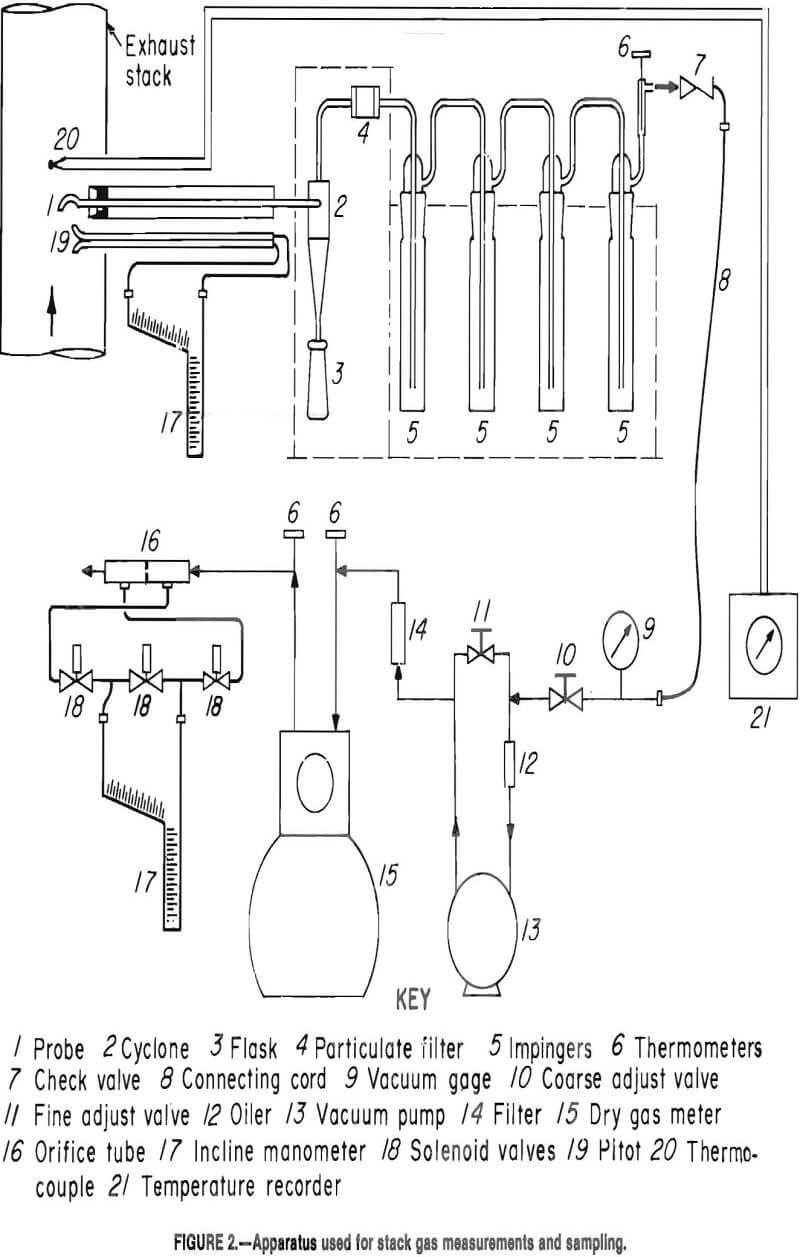
series by ball-and-socket joints. The first and second impingers contained 100 mL of distilled water, the third impinger was empty, and the fourth contained 200 g of silica gel. Greenburg-Smith impingers were used with the tips modified on the first, third, and fourth impingers. The modifications consisted of the standard tip being replaced with a ½-in-ID glass tube extending to ½ in from the bottom of the impinger. The dried gas from the impingers was drawn through a dry gas meter and an orifice meter.
A type-S pitot tube was attached to the sampling probe for continuous measurements of velocity so that adjustments in sample flow could be more rapidly applied to meet changes in stack flow conditions.
Procedures
Electric Arc Furnace Tests
For all tests, the furnace was preheated by inserting a propane burner through the slag door and preheating for approximately 12 h. The initial charge of shredded auto scrap, reductant, and slag formers was top charged to the furnace by means of a charging bucket. The amount of scrap in this initial charge was 450 lb. The slag formers consisted of 62 lb of pebble lime and 40 lb of quartz, for a calculated basicity [(CaO + MgO)/SiO2] of 1.5. The reductant used was 25 lb of metallurgical coke.
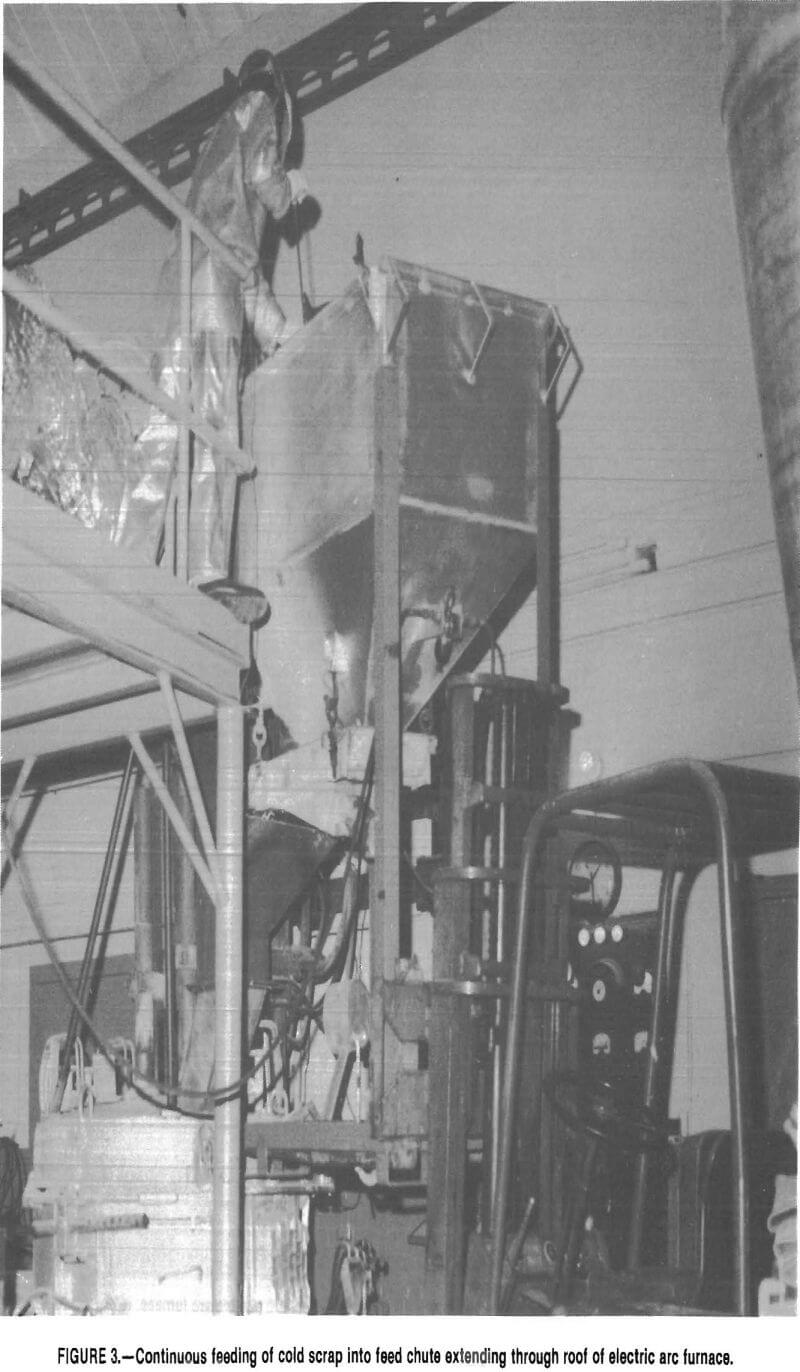
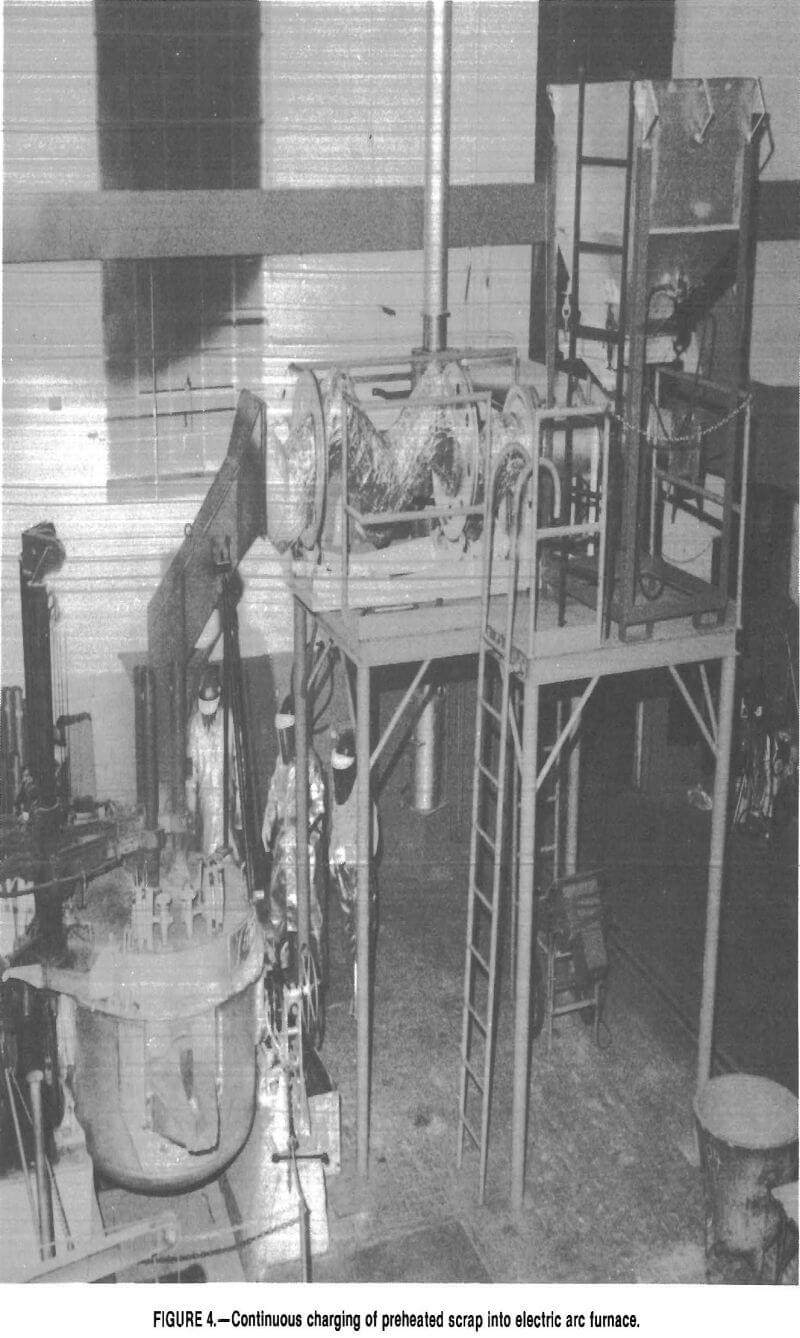
Each test began when the furnace was first energized to melt the initial charge. The highest voltage and amperage available were used. In the continuous feeding tests, the initial charge was melted completely. The continuous feeding then was started; a total of 1,350 lb of ferrous scrap (1,080 lb of shredded scrap and 270 lb of stampings) was fed during each test. The difference between tests using a preheated charge and those using a continuously fed charge at ambient temperature was the feed location. The scrap in the ambient temperature tests was fed into an opening in the side of the feed chute between the furnace and the preheater, as shown in figure 3. The scrap in the preheated tests was fed directly into the preheater shown in figure 4.
Samples of preheated scrap were collected during the continuous-feeding period by catching several scrap pieces in a wooden scoop as they dropped into the furnace. They were immediately immersed in water of known quantity and temperature without creating any appreciable emission of steam. The temperature increase of the water and the weight of the scrap were recorded. Using these data, it was possible to calculate an approximate temperature of the preheated scrap.
After the feed had entered the furnace and the bath was molten, the slag conditioner (if any) was added. After about 5 min of heating, the slag was removed from the bath. After the addition of 10 lb of silicomanganese, the bath was adjusted to the proper temperature, and the furnace was tapped. Both metal and slag samples were taken at various times during the tests. These samples usually were taken after initial meltdown, midway through and at the end of the continuous feeding period, after slag removal, and at the tap. Bath temperature measurements were made as necessary using expendable Pt versus Pt-10 pct Rh thermocouples.
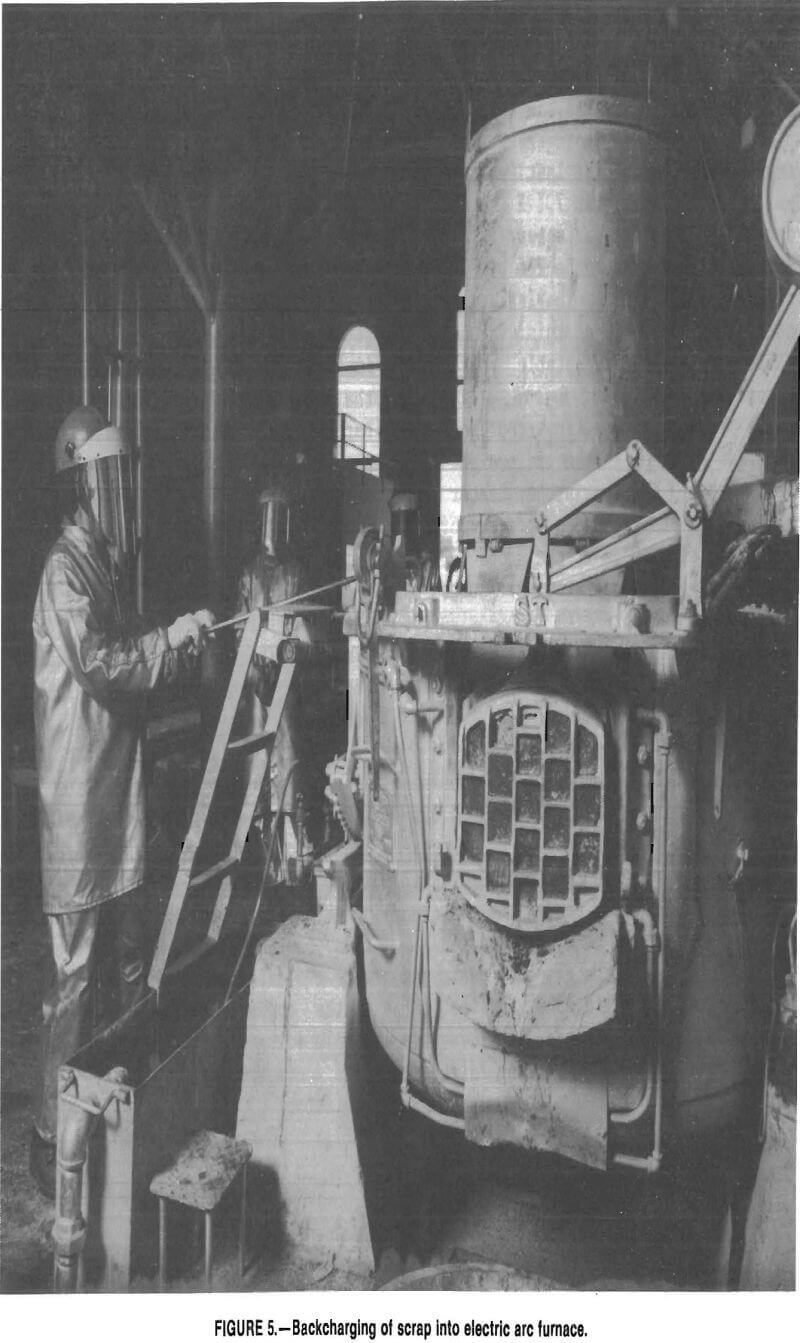
During the backcharging tests, only a portion of the initial 450-lb charge was
melted. At that point, the furnace roof was swung aside, and the first back-charge, consisting of 675 lb of shredded scrap, was loaded as shown in figure 5. When this was melted sufficiently to allow another 675 lb of shredded scrap to be added, the same procedure was fol-lowed. The remainder of the test was identical to the continuously charged tests.
Furnace Offgas and Particulate Sampling
Furnace offgases were measured and sampled at a location in the horizontal section of the 14-in-diam duct approximately 80 ft from the furnace. This location met the requirements of no disturbances within eight duct diameters downstream and two duct diameters upstream from the sampling location. Four sampling points
were located on a horizontal traverse at distances of 1.0, 3.5, 10.5, and 13.0 in from the inside wall of the duct. Because of size limitations of the sampling area and the short sampling times available, only one traverse was made. Particulate concentrations in the offgas were determined according to standard U.S. Environmental Protection Agency (EPA) method 5.
Sample Train Preparation
A glass-fiber filter was first dessicated, weighed to the nearest 0.5 mg, and then placed in a glass-filter holder. The condenser section consisted of four glass impingers connected in a series by ball-and-socket joints. The first and second impingers contained 100 mL of distilled water, the third impinger was empty, and the fourth contained 200 g of silica gel. All impingers were weighed to the nearest 0.01 g. To condense the moisture out of the gas sample, ice was placed around the impingers. The gas temperature leaving the last impinger was maintained at less than 70° F to prevent damage to the dry gas meter. The sampling train was leak-checked by using a vacuum of 15 in Hg. The leak rate did not exceed 0.02 cfm at this vacuum and, therefore, was acceptable by EPA standards.
The probe then was inserted into the duct and attached to the cyclone and filter system, and the probe heater was adjusted to provide a gas temperature of approximately 250° F at the probe outlet. The filter heating system was turned on to prevent moisture from condensing out of the gas sample.
Sample Collection
Particulate sampling for the continuous-charging tests was accomplished during the scrap feeding period of the experiments. For the backcharge tests, offgases were sampled during the meltdown of the first of two scrap backcharges.
A velocity traverse of the duct was taken first. To begin sampling, the nozzle was positioned at the first traverse point, with the tip pointing directly into the gas stream. The vacuum pump was started and the flow adjusted to isokinetic conditions. A nomograph was used with the velocity pressure reading from the type S pitot tube manometer to obtain the correct sampling rate for isokinetic conditions. Each traverse point was sampled for 5 min, and readings were recorded at each point for gas temperature, static pressure, velocity head, orifice pressure differential, gas sample volume, gas sample temperature leaving the last impinger and at the inlet and outlet of the dry gas meter, and vacuum gage. The barometric pressure was recorded during the run, and an Orsat gas sample was taken during the run for analyses of CO, CO2, O2, and N2 constituents.
The sample train was carefully moved from the test site to a sample recovery area to minimize the loss of collected sample. The impingers were weighed to determine the moisture gain. The filter was placed in a tared beaker and dried to a constant weight, while the nozzle, probe, cyclone, and collection beaker were cleaned with reagent-grade acetone. The acetone washings in a tared beaker were evaporated to dryness at ambient temperature and pressure and then dried to a constant weight. The data collected were evaluated using the equations shown in the appendix to obtain the average sample volume, moisture content, particulate concentration, and isokinetic variation.
Results
Continuously Charged Preheated Scrap
The shredded scrap used for the continuous-feeding tests was carefully sized to remove the oversize pieces as well as the metal coils and springs that could cause plugging of the feed inlet into the preheater unit. The temperature of the furnace offgases introduced into the preheater ranged between 1,020° and 1,200° F. The temperature of the exit gases from the preheater was usually less than 390° F owing to transfer of heat to the preheated scrap and infusion of air into the feed inlet during continuous charging of scrap. Preheated scrap temperatures of 840° to 1,110° F were obtained based on measurement of samples as described previously. The efficiency of heat exchange between the furnace offgases and the scrap was influenced by the air infiltration into the scrap pre-heater.
Table 3 summarizes the averaged experimental data, including power input, scrap feed rates, and electrode and electrical energy consumption for 12 tests made with preheated scrap. The scrap feed rates ranged from 22.9 to 66.2 lb/min, and the power input ranged from 440 to 682 kW. Observations revealed the scrap did not build up in the bath at the feed rates
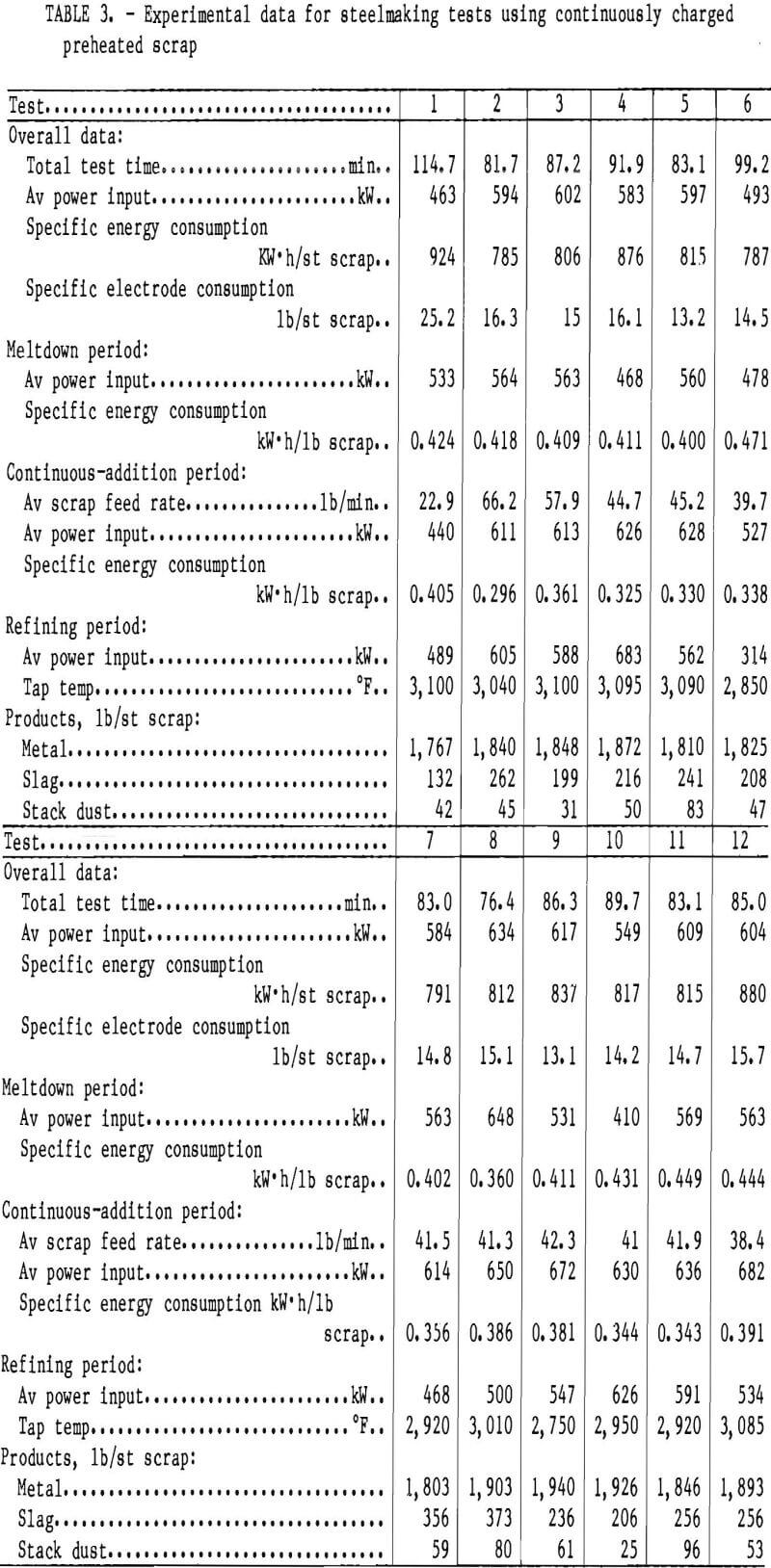
used. For the continuous-feeding period, electrical energy consumption ranged from 0.296 to 0.405 kWh per pound of charge. Overall energy consumption for the tests ranged from 0.392 to 0.462 kW.h per pound of scrap. The large differences noted in specific energy consumption from test to test are primarily due to the large variations in scrap feedrates. Problems were encountered with maintaining continuous flow of scrap from its charge bin. Electrode consumptions of 13.1 to 25.2 lb per short ton of scrap were noted in these tests.
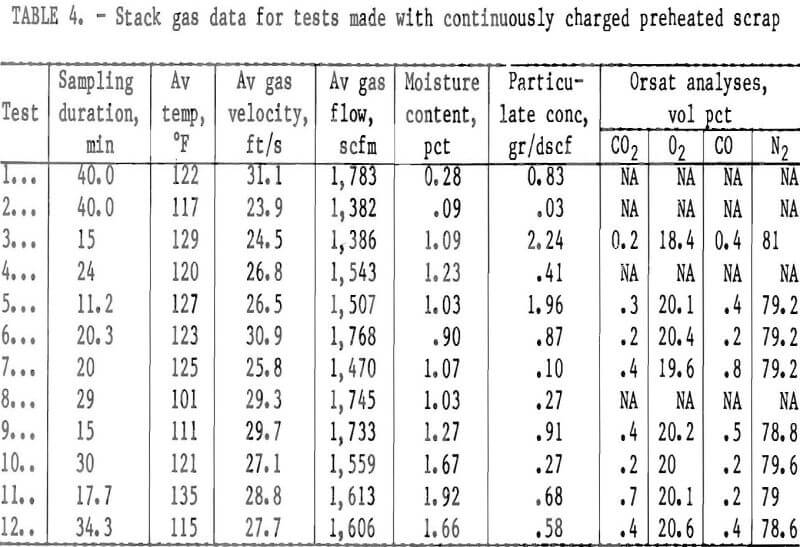
Table 4 summarizes the experimental data obtained during measurements of stack gas temperatures, flows, and particulate concentrations. Temperatures of the gases ranged from 101° to 135° F, while the flows were 1, 382 to 1, 783 scfm. The stack gas contained 0.03 to 2.24 gr/dscf of particulate.
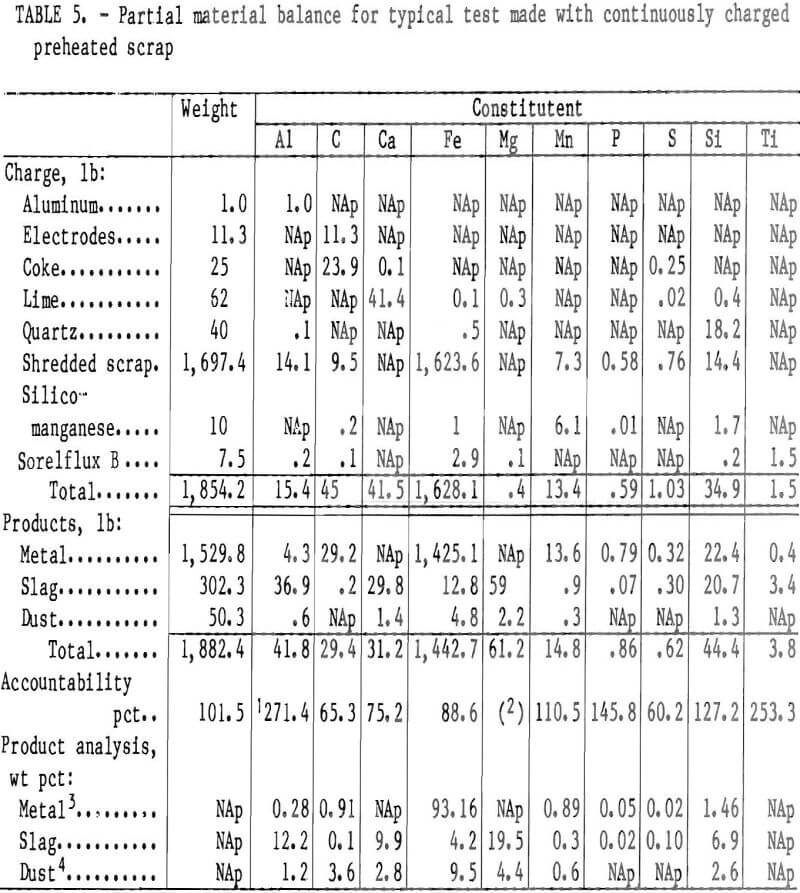
Table 5 shows a material balance for a test made with preheated scrap and Sorelflux B as a slag conditioner. The data in table 5 include the weights and analyses of the charge materials and products, as well as the furnace dust recovered from the two cyclones and baghouse. Orsat and particulate data are not included in the material balance because these data were obtained only during a portion of the test. The metal product contained relatively high levels of copper, silicon, aluminum, and carbon since no attempts were made to produce a particular grade of steel. Almost half of the furnace dust consisted of zinc, along with lesser amounts of lead, iron, magnesium and other constituents.
Continuously Charged Cold Scrap
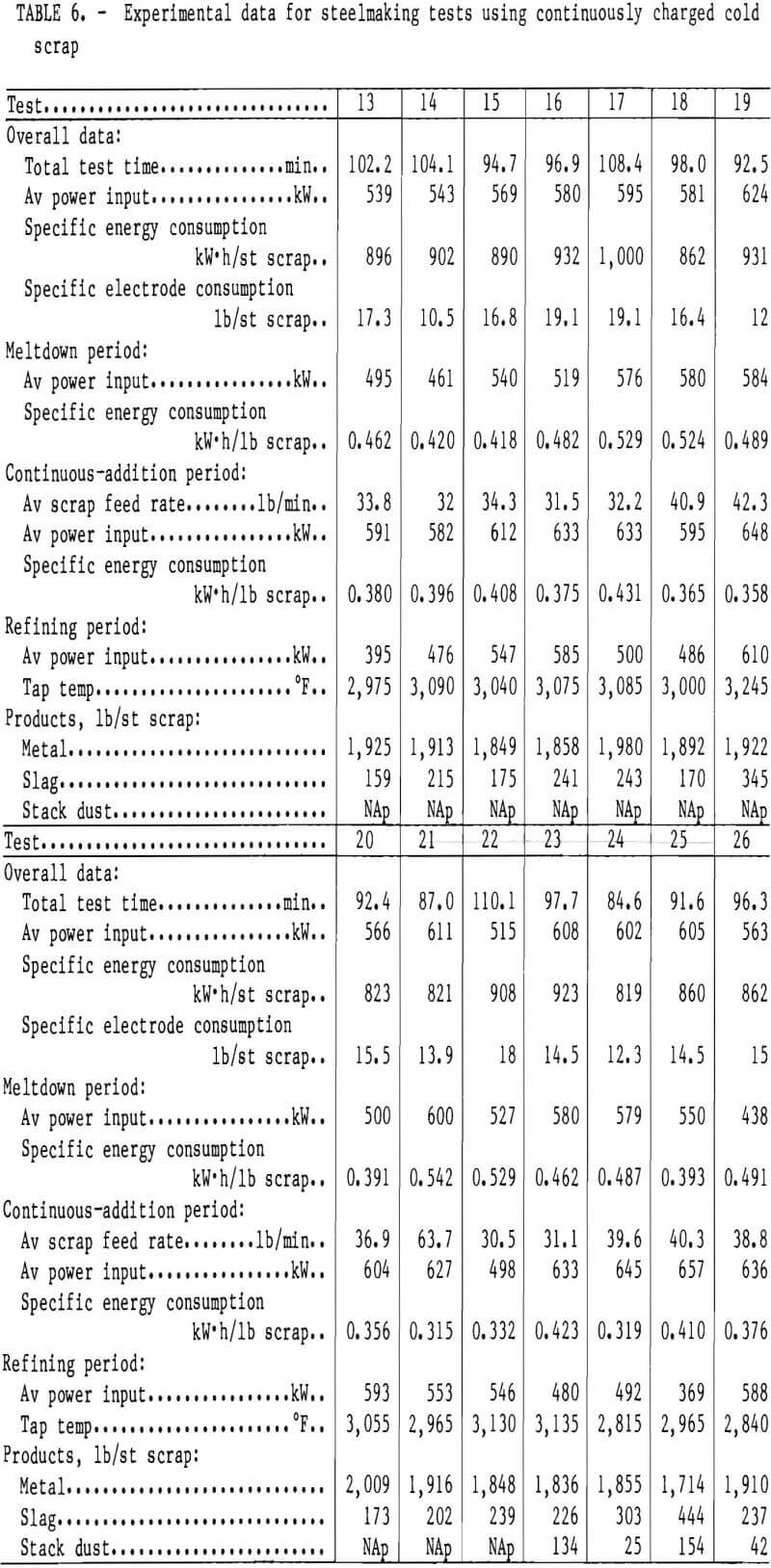
The experimental data for 14 tests made with continuously charged cold scrap are shown in table 6. The scrap feed rate ranged from 30.5 to 63.7 lb/min, and the power input ranged from 498 to 657 kW. Electrical energy consumption for the feeding period ranged from 0.315 to 0.431 kW·h per pound of charge. Overall, the energy consumption was 819 to 1,000 kW·h per short ton of charge, and the electrode usage was 10.5 to 19.1 lb per short ton of scrap.
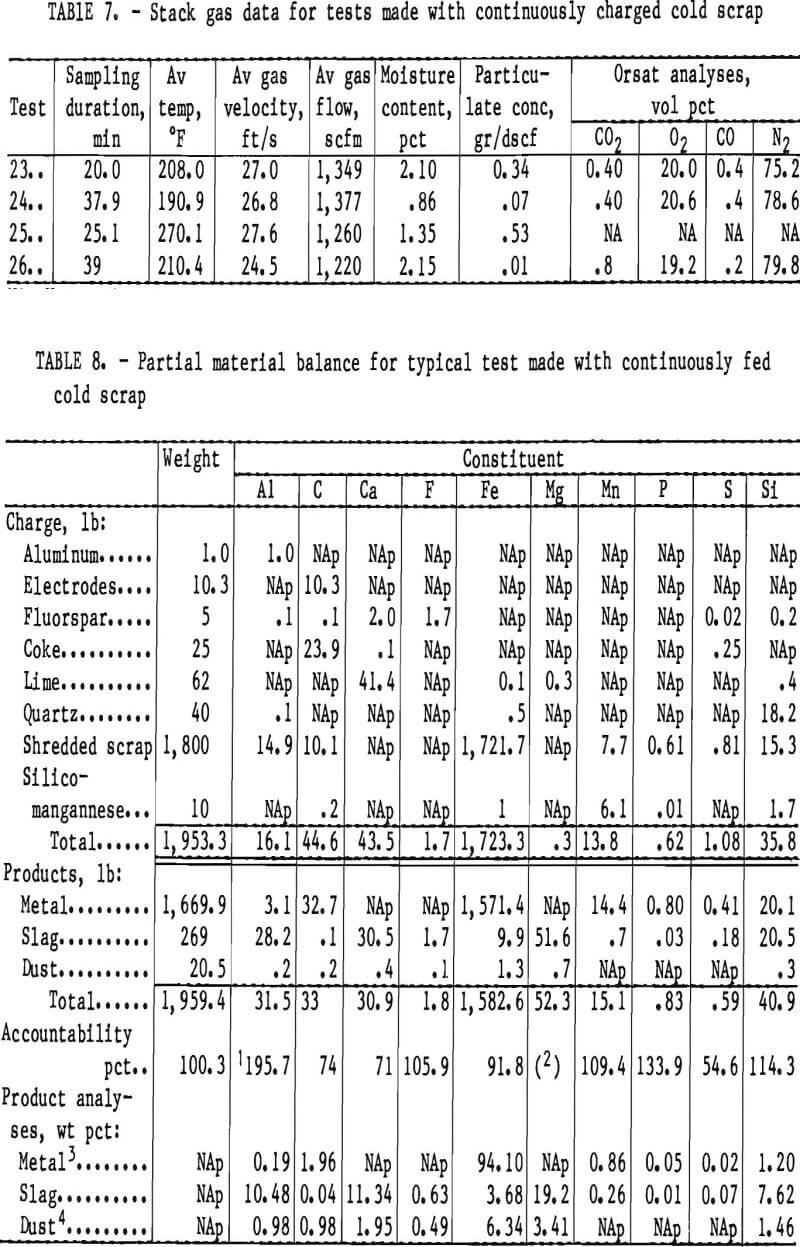
Data for the measurements and particulate concentrations of stack gases for four cold charge tests are summarized in table 7. Stack gas data for the other 10 tests in this group were not obtained because adequate ductwork and an adequate gas sampling location were not available when these tests were conducted. The stack gas temperatures ranged from 190.9° to 270.1° F, with flow rates of 1,220 to 1,377 scfm. Particulate concentrations ranged from 0,01 to 0.53 gr/dscf. Orsat data indicated the stack gas contained mostly air, with small concentrations of CO and CO2 noted.
A material balance including the weights and analyses of the charge materials, products, and furnace dusts is shown in table 8 for a test made with continuously fed cold scrap with natural fluorspar as a slag conditioner. The metal product contained relatively high levels of copper, aluminum, silicon, and carbon. The slag product contained 0.63 wt pct F, along with 19.2 wt pct Mg and other constituents. Analytical data also indicated the dust contained (wt pct) 0.49 F, 52.6 Zn, 2.11 Pb, and other elements.
Scrap Backcharging Tests
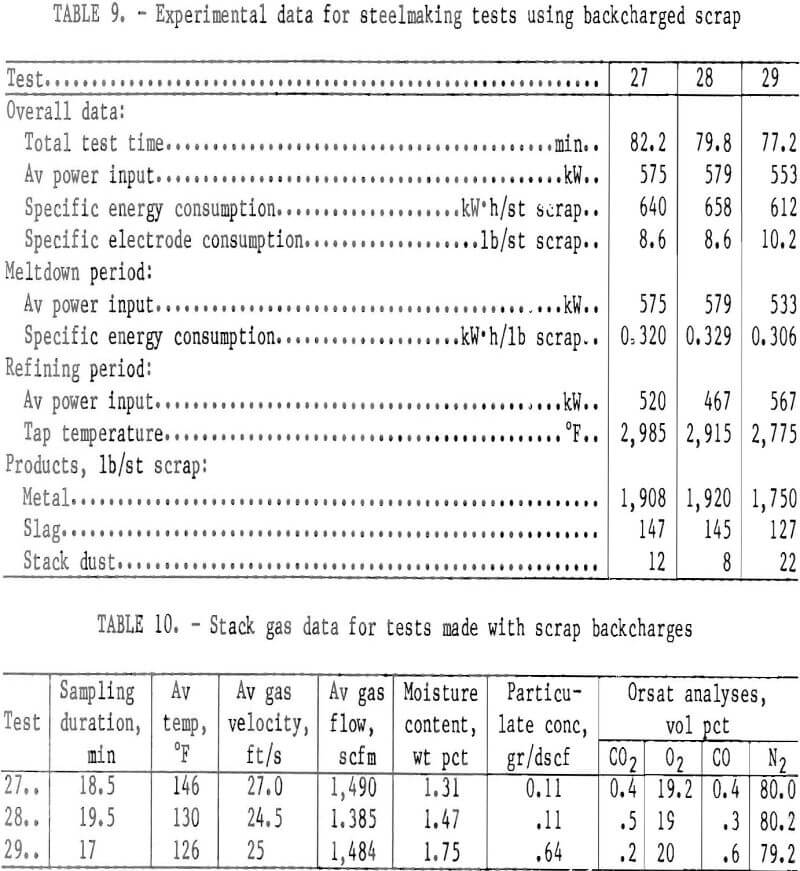
The experimental data for the three scrap backcharge tests are shown in table 9. In these tests, the power input ranged from 533 to 579 kW for the meltdown of the 1,800-lb scrap charges. Electrical energy consumption ranged from 612 to 658 kW·h per short ton of charge. Electrode consumption of 10.2 lb or less per short ton of scrap was noted in these tests.
The data for the stack gas measurements and particulate concentrations are summarized in table 10. The stack gas having temperatures of 126° to 146° F flowed at a rate of 1,385 to 1,490 scfm. Particulate concentration ranged from 0.11 to 0.64 gr/dscf, and the moisture content of the gases was 1.31 to 1.75 wt pct.
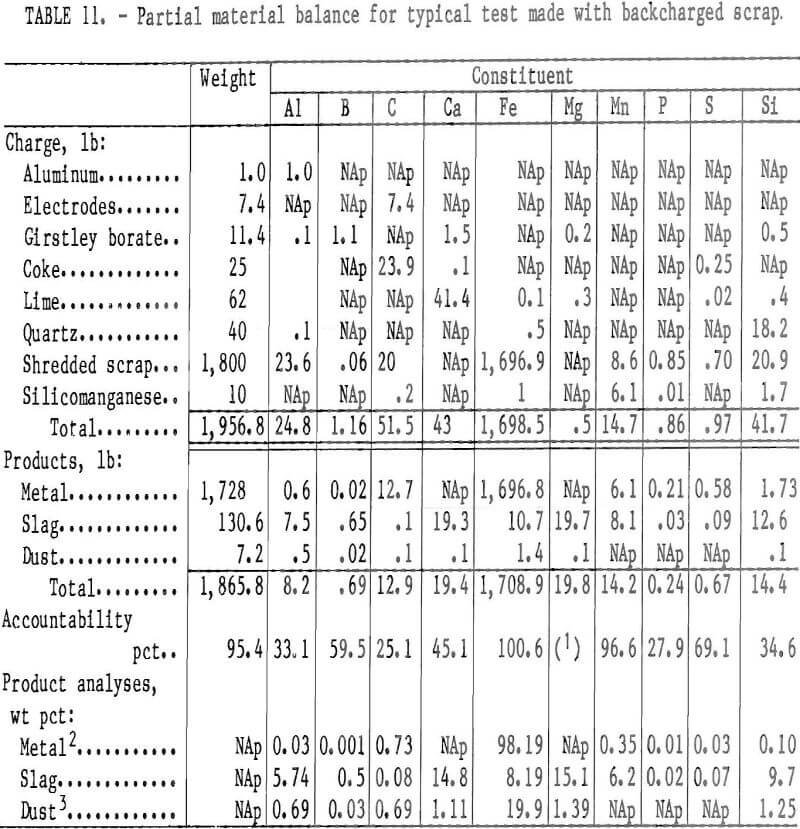
Table 11 shows a material balance for a test made with backcharged scrap consisting mainly of shredded automotive body steel and Girstley borate as a slag conditioner. The metal product contained (wt pct) 0.22 Cu, 0.73 C, and 0.001 B, along with other constituents. The slag product contained 15.1 pct Mg, and other elements as shown in table 11. The dust contained (wt pct) 0.03 B, along with 32.5 Zn, 1.99 Pb, and other constituents.
Slag Conditioners
Of the three types of slag conditioners evaluated on the basis of visual observations, the Girstley borate and B2O3 group appeared the most effective in increasing the fluidity of the individual slags. The resultant slags contained up to 0.5 wt pct B, while the tapped metal products contained 0.001 to 0.002 wt pct B. Boron at these levels is not considered a harmful constituent in most low- or medium-carbon steels. The constituent markedly increases the hardenability of steels at higher levels approaching 0.007 wt pct. The fluorine-containing materials were also effective in increasing slag fluidity. In the tests made with natural and synthetic fluorspar slag conditioners, the tapped metal products contained between 0.03 and 0.05 wt pct P.
The synthetic fluorspar made from a phosphate plant waste was not a source of phosphorus contamination in the tapped metal products. The sodium constituent in aluminum potlining waste presented a slight fuming problem during scrap meltdown. In the third group, Sorelflux B was the least effective under the conditions used. Only visual comparisons can be given since slag viscosity data were not obtained. Moreover, the slag compositions varied from test to test owing to erosion of furnace lining material.
Discussion of Results
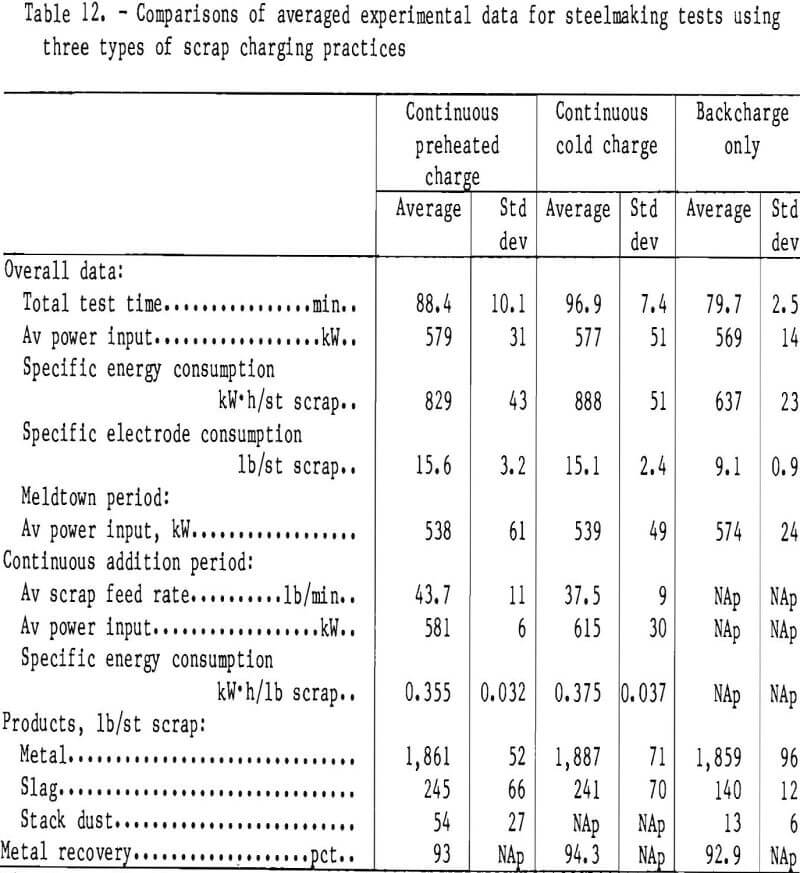
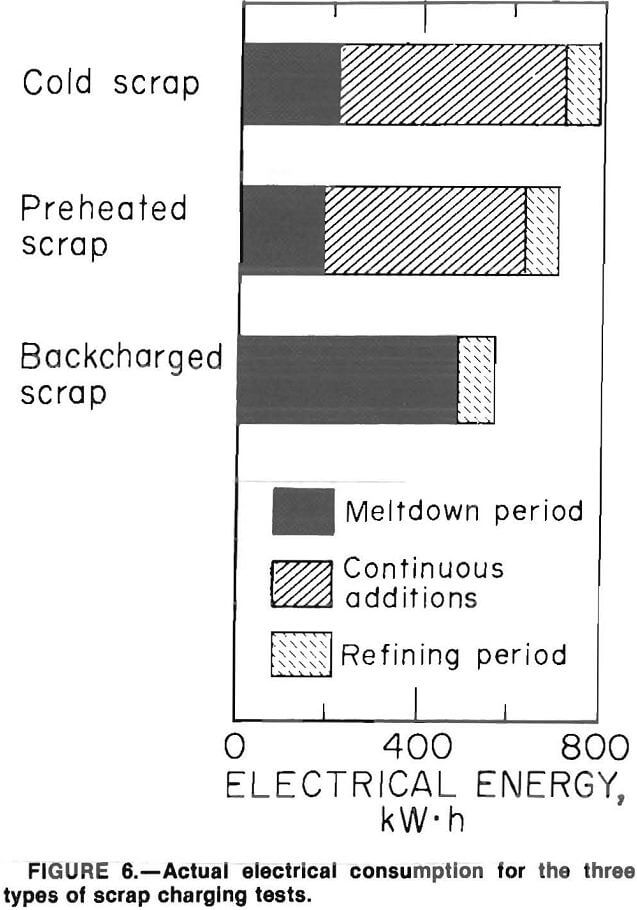
Comparisons of the pertinent averaged experimental data for the three types of shredded scrap charging experiments are shown in table 12. In the continuous- addition portion of the tests, the electrical energy consumption averaged 0.355 kW·h per pound of preheated charge and 0.375 kW·h per pound of cold charge, using average power inputs ranging from 515 to 624 and 463 to 634 kW, respectively. The data indicated that preheated scrap continuously fed at rates averaging 22.9 to 66.2 lb/min consumed 5.3 pct less electrical energy than did cold scrap fed at 30.5 to 63.7 lb/min. The wide variation in feed rates from test to test was caused by problems encountered with frequent hangup of shredded scrap in the feed bin. Tests with continuously fed preheated and cold scrap charges consumed overall 829 and 888 kW’h per short ton of scrap, respectively. Overall, the preheated scrap charges consumed 6.6 pct less electrical energy than did the cold-charged scrap. Figure 6 shows the actual electrical energy consumed in the continuous addition, meltdown, and refining periods of the two types of scrap charging tests, along with tests for conventional backcharged scrap. It can be readily seen that both types of continuous-charging tests consumed more electrical energy than did the test made with conventional scrap backcharges. Higher energy consumption was attributed to the inability to continuously charge at a rate fast enough to use all of the available energy. This explanation is supported by the open-bath conditions and the higher bath temperature observed during continuous charging. No significant differences were noted in the quantity of metal produced in the three types of tests. From 92.9 to 94.3 pct of the scrap charged was recovered as tapped metal.
Analytical data from backcharge tests indicated the furnace dust contained less zinc (32.5 wt pct) than the dusts derived from the continuous feeding charges. Both types of continuous-charging tests averaged approximately 100 lb more slag than did tests made with conventional scrap backcharges.
Indications were that this large quantity of slag was due to dissolved refractory material, principally from the magnesite lining. Observations made during the tests revealed that use of open-bath conditions during the continuous-feeding period caused part of the arc energy to be radiated across the top of the bath to
the furnace sidewall. This resulted in excessive energy consumption at the maximum power inputs used, as well as considerable refractory consumption. The slags from the continuous-feeding tests had magnesium levels averaging 15.5 pct for cold charges and 16.6 pct for preheated charges. Earlier investigators experienced similar problems with excessive energy and refractory consumption when continuously feeding charge materials such as prereduced iron into an electric arc furnace. In the case of conventional scrap backcharge practice, the furnace sidewall is shielded most of the time by the unmelted scrap. In the absence of an open bath, less of the arc energy is radiated to the sidewall.
It became apparent that the scrap feed rate was not balanced with the high power input used. The scrap charging and preheating equipment was not large enough to feed the scrap at a rate corresponding to the power input used. One suggested technique to address this problem is choke feeding, whereby the scrap feed rate is sufficient to allow an accumulation of scrap in the furnace to prevent open-bath conditions. The choke feeding technique used for prereduced iron ore pellets is reported to result in higher melt rates and increased productivity. Another technique to employ during continuous feeding is use of a foamy slag. The radiation of arc energy to the sidewalls is reduced since the tips of the electrodes are surrounded by scrap or a foamy slag. In the present case, the equipment and electric arc furnace were not large enough to permit testing of either technique.
An alternate procedure was tested to demonstrate that energy consumption could be decreased during continuous feeding of scrap into the 1-st furnace. The continuous-feeding period was started during the meltdown of the initial 450-lb charge. In this manner, the preheated scrap was fed at a faster rate of 49.6 lb/min, with a power input of 587 kW. The overall energy consumption of 698 kW-h per short ton of charge was 15.8 pct lower than the 829 kW·h per short ton of charge shown in table 12. Energy consumption in the meltdown of preheated scrap with the modified procedure was 0.306 kW’h per pound of charge.
Some differences in stack gas temperatures and flows were observed between the three types of scrap charging tests shown in table 13. The stack gas of preheated scrap tests exhibited the lowest temperatures (about 120° F) and the highest flow (1,615 scfm), while that of tests using continuously fed cold scrap averaged 220° F and flowed at a rate of 1,302 scfm. In the scrap backcharge tests, the stack gas temperature averaged 135° F and the gas flow rate averaged 1,433 scfm. Stack gas in the preheating tests was of lower temperature because heat was absorbed by the scrap fed into the preheater unit. The higher gas flow was attributed to the ingress of air into the open scrap feed inlet of the preheater during the continuous-addition period. Stack gas from the preheated scrap tests also contained the highest concentrations of particulate
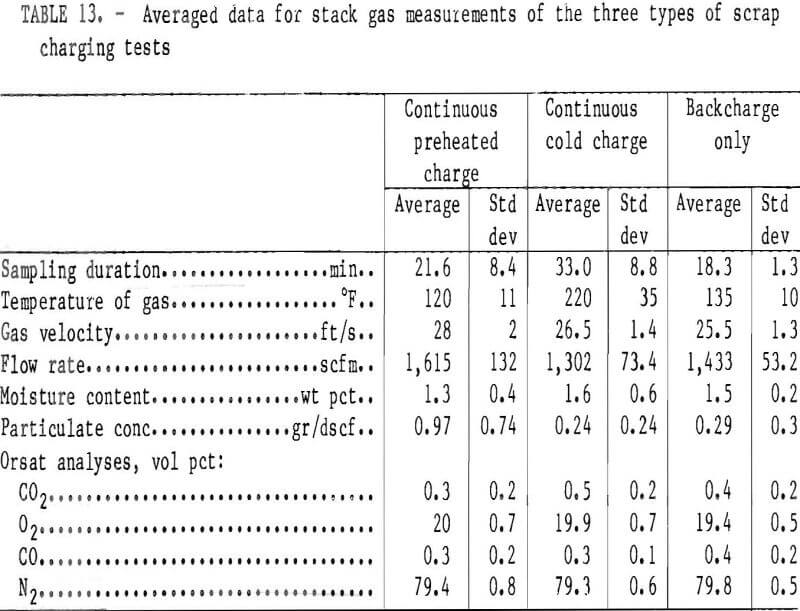
(0.97 gr/dscf). A portion of the organic material (such as upholstery), iron oxide scale, and other materials that mechanically separated from the continuously fed scrap as it tumbled in the rotating preheater became entrained as particulate in the furnace offgas stream. In the other type of test, the scrap was charged directly into the furnace, and part of the dirt, glass, etc., reported to the slag phase.
The EPA sampling procedures used in the meltdown periods of the tests were established for sampling stack gases such as those from coal-fired electric power-plants that operate continuously under steady-state conditions. In the scrap meltdown period, gas sampling under steady-state conditions is difficult owing to the relatively short sampling times available.
It was impossible to make a quantitative evaluation of the seven different slag conditioners used because the- chemical compositions of the steelmaking slags varied considerably owing to dissolved refractory materials from the magnesite lining. As previously mentioned, the furnace refractories suffered considerable damage due to open-bath conditions.
Summary and Conclusions
Results of this investigation showed that continuously fed fragmented scrap preheated by furnace offgases consumed about 7 pct less electrical energy overall than did similarly charged cold scrap. Meltdown of scrap preheated to 840° to 1,110° F in an electric arc furnace consumed 0.355 kW·h per pound of charge, compared with 0.375 kW·h using cold scrap. Data indicated the preheated and cold charges of fragmented scrap continuously fed into the furnace consumed more electrical energy and electrode materials than did conventional backcharged scrap, which averaged 0.318 kW·h per pound of charge. The higher energy consumption is not necessarily characteristic of continuous feeding but may be due to the way the testing was conducted. The procedure used to feed scrap into the bath resulted in high refractory consumptions, with the resultant slags having magnesium levels as high as 16.6 pct.
Three groups of slag conditioners that contained boron, fluorine, or titanium were used as substitutes for natural fluorspar. The boron- and fluorine- containing additives were effective in increasing the fluidity of the slags.
Use of the boron-containing conditioners did not increase the boron levels in the meltdown metal. The tapped metal products contained 0.001 to 0.002 wt pct B.
The stack gases from the scrap melt-downs were measured and sampled, and the results were compared. Significant differences in stack gas temperatures, flows, and particulate concentrations were noted between the three types of scrap charging tests. Stack gases from scrap preheating tests exhibited the highest flow rate, which averaged 1,615 scfm, and the lowest temperature, which averaged about 120° F.